適切に指定された方法でロータリー脱気 グラファイト・ローター ローターの形状、ガスの種類と流量、回転速度、浸漬深さ、処理時間を合金の化学的性質と溶融量に適合させれば、運転コストとサイクルタイムへの影響を許容範囲内に維持しながら、典型的な水素の一桁ppmへの低減と気孔率の劇的な低減を達成することができる。.
1.回転脱ガスとは何か、なぜ重要なのか
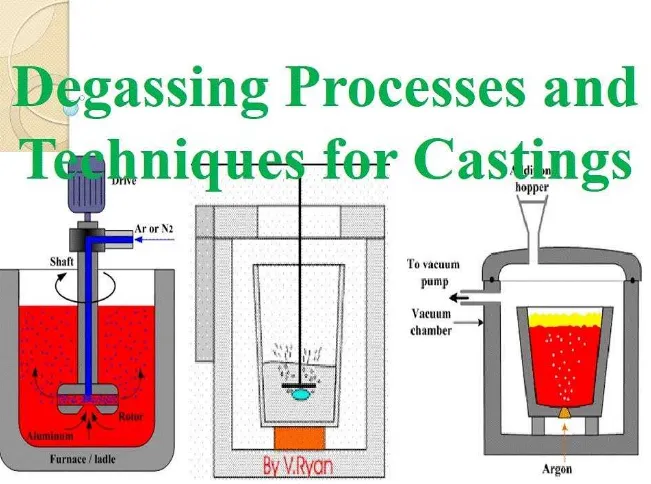
ロータリー脱気装置 は、インペラまたはローターを取り付けた回転プローブを通して、不活性パージガスを溶融アルミニウム中に分散させる溶融処理技術です。このプロセスは、溶融物中を上昇し、溶存水素や微小な酸化物片の移動性コレクターとして機能する小さなガス気泡を大量に発生させることに依存している。ガス気泡はこれらの汚染物質を捕捉し、表面に運んで除去する。低気孔率コンポーネントを対象とするアルミ鋳造業者にとって、回転式脱ガスは、堅牢で制御可能であり、ベンチから大量生産までスケールアップできるため、標準的な手法となっている。.

生産現場で回転脱気がよく選ばれる理由
-
プロセス変数が最適化された場合、溶存水素の除去効率が高い。.
-
幅広い合金と生産スケールに対応。.
-
再吸収や汚染を最小限に抑えるクローズドシステムによるクリーンなオペレーション。.
2.気泡脱ガスの核となる物理原理
ロータリーの脱ガスは、物質移動と二相流の物理学に基づいている。主なメカニズム
-
気液の物質移動 水素は分圧差によって融液から気泡中に拡散する。バブルの表面積と滞留時間が拡散速度の主な要因である。.
-
微粒子の気泡巻き込み: 酸化膜や介在物が気泡表面に付着したり、気泡の航跡に巻き込まれたりする。適切な流体力学は捕集効率を高めます。.
-
気泡の分裂と合体制御: 気泡が小さいほど表面積対体積が大きく、単位ガスあたりの水素捕獲量が多くなる。ローターの形状と回転数が気泡径分布を制御する。.
-
熱力学的限界: 溶融物中の溶存ガスと気相の平衡によって支配される脱ガスには、理論上の上限効率がある。プロセスの最適化は、現実的にこの限界に近づくことを目指す。.
3.黒鉛ローターの材料と製造上の注意
グラファイトは、熱衝撃耐性、溶融アルミニウム環境での耐食性、微細気泡形成を促進する複雑なインペラ形状への機械加工性を兼ね備えているため、多くの鋳物工場やアルミニウム加工装置で好まれているローター材料である。.
代表的なグラファイト・ローターのグレードと特性
以下は、工業用脱気ローターに見られる一般的な特性範囲を示す要約された仕様表です。値は代表値であり、サプライヤーは正確なグレードデータシートを提供する。.
| プロパティ | 典型的な範囲 |
|---|---|
| 嵩密度 | 1.6 - 1.85 g/cm³ |
| 多孔性 | 10%~25%(プロセスによる) |
| 曲げ強度 | 10 - 85 MPa |
| 最高使用温度 | > 1000 °C (不活性雰囲気中ではグラファイトは安定) |
| 代表的な直径 | 70 mm - 250 mm(ローター) |
| 表面仕上げ | 均一な気泡分散を実現する機械加工された溝または羽根 |
業界のサプライヤーからの情報源によれば、グレードのパラメーターは類似しており、グレードをローターの形状や使用環境(酸化防止、必要であれば酸化防止コーティング)に適合させる必要性が強調されている。.
製造方法
-
成型黒鉛や等方圧成型黒鉛が一般的である。早期破損を避けるためには、加工公差と内部気孔率の管理が重要である。.
-
溶融物の表面近くで操業する場合や、周囲の酸素に長時間さらされる場合には、酸化防止処理または犠牲コーティングが施されることがある。.
4.回転式脱気装置の構造と付属部品
生産可能なロータリー脱気システムは、シャフト上のローター以上のものである。完全なユニットには通常以下が含まれる:
-
正確な可変速駆動とカップリングを備えた電気または空気圧モーター。.
-
ガス計量および流量制御システム(マスフローまたはロータメーター+レギュレーター)。.
-
ローターへの熱衝撃を避けるための予熱ステーションまたは制御された挿入順序。.
-
シールとクイックチェンジカップリングは、長時間のダウンタイムなしにローターを安全に交換できるように設計されています。.
-
ローカル制御パネルまたはPLC統合により、速度、ガス流量、処理時間を記録。.
典型的なモジュールレイアウト(機能ブロック)
-
制御・監視キャビネット
-
無段階速度制御用モーターと周波数変換器
-
ガス供給マニホールドとフィルター(窒素/アルゴン供給)
-
カップリングと防振サポートを備えたローターとシャフトアセンブリ
-
取付フレームとオペレーター・インターフェース

5.主要プロセス変数と推奨パラメータウィンドウ(エンジニアレディ)
プロセスの性能は、変数間の相互作用に依存する。下の表は、生産試験や査読付き研究で使用されている実用的な窓を示している。これらは出発点であり、現場でのRPTまたはH含有量測定法を用いて最適点を見つける。.
| 可変 | 典型的な製造ウィンドウ | 備考 |
|---|---|---|
| ローター回転数(rpm) | 300 - 400 rpm(一般的)、小型ローターでは最大700 rpm | 論文や試験では、多くのローターで350~375rpmが効率的とされている。. |
| ガス種 | 窒素またはアルゴン | 窒素は一般的で費用対効果が高いが、重要な用途にはアルゴンが望ましい。. |
| ガス流量 | 12 - 20 L/min(典型的な工業用);効率的な窓として15-17 L/minを使用する設計もある。 | ローターサイズとメルト量による。. |
| 治療時間 | 1回の充電につき3~10分 | 長時間の治療は、最適な時間を超えると効果が減少する。. |
| 溶融温度 | 合金に依存するが、一般的なAl合金では通常700~760 °C | 温度が高いとガス溶解度は低下するが、酸化皮膜の挙動が変化する可能性がある。. |
| 浸漬深さ | ローター先端はメルト表面より数十mm下;渦防止プレートを推奨 | 適切な深さが空気の巻き込みを防ぐ。. |
主な経験的知見 複数の実験的研究と産業界のトライアルにより、多くのローター形状(ある比較研究ではAとCと表示されたローター)において、効率と運転コストの効果的なバランスとして、15~17L/分前後のガス流量と300rpm台半ばのローター回転数の組み合わせが確認されている。.
6.ローターの形状、インペラーのタイプ、およびそれらが気泡のサイズ/分布をどのように形成するか。
ローターの設計は気泡形成の決定的な要因である。一般的に3つのカテゴリーが存在する:
-
ベーン/プロペラローター: さまざまなサイズのバブルを製造でき、製造が簡単で頑丈。.
-
ラジアルホールまたは多孔質ローター: 非常に微細な気泡を発生させるように設計されており、気孔率を制御した処理済みグラファイトで作られていることが多い。.
-
高剪断ローター: 超低水素が必要な場合に使用されるが、摩耗やせん断発熱を増加させる可能性がある。.
ジオメトリーの選び方
-
大容量の標準的な品質の鋳物には、バランスベーンまたはラジアルベーン付きグラファイトローターが、優れた効率で耐久性のある性能を提供します。.
-
クリティカルな航空宇宙グレードの作業には、滞留時間を制御しながらサブミリメートル単位の気泡分布を形成するように設計されたローター形状が必要な場合がある。.

7.ガスの選択、供給、流量制御戦略
ガスの選択: 窒素、アルゴン、または混合ガスを形成することもある。アルゴンは不活性で非反応性であり、水素ピックアップのリスクや合金の感度が要求される場合に選択される。.
流量制御と計量: プロセスの再現性が必要な場合は、マスフローコントロー ラーを使用する。汚染を避けるため、供給マニホールドに粒子フィルタリングと水分トラップが含まれていることを確認する。.
プレパージ戦略: 浸漬の前に、ローターチャンネルをガスでパージし、酸化物の目詰まりを防ぎ、ローターを熱的に調整する。一般的な方法:浸漬前に設定流量で1~2分間プレパージする。.
8.エンジニアやバイヤーが使用する測定、サンプリング、品質測定基準
脱気性能を検証するために、以下のようなプロセスが用いられた:
-
水素含有量測定(H ppm) 高温抽出法または不活性ガス溶融法を用いる。.
-
減圧試験(RPT) 密度とサンプルの目視採点。.
-
気孔率の定量化 重要な部品については、切断、超音波検査、CTスキャンを行う。.
-
酸化膜数 メタログラフィーを介して。.
実行可能な仕様:バイヤーはサプライヤーに対し、指定された試験条件と代表的な合金のもとで、予想されるH含有量削減(例えば、ベースラインH30ppm→処理後<10ppm)の証明書の提出を求めるべきである。これにより、調達とプロセス能力との整合性が確保される。.
9.生産ラインへの統合と実践的な設置チェックリスト
バイヤーとエンジニアは、ユニットを統合する際に簡単なチェックリストに従うべきである:
-
メルトポットの直径と深さを確認し、適切なシャフトとローターの長さを選択する。.
-
安全に抜き差しできるよう、クレーンやホイストのクリアランスをチェックする。.
-
モーターと周波数コンバーターの電源を確認する。.
-
ガスボンベの保管場所とマニホールドの位置を、適切な安全性を確保しながら脱気装置の近くに計画する。.
-
RPT/水素測定によるファーストラン試験を実施し、サイト固有のパラメータセットを確立する。.
10.メンテナンス、摩耗、ローターの寿命管理(サービス表)
グラファイト製ローターは、機械的摩耗と酸化により摩耗する。一般的な寿命は、グレード、合金、運転デューティサイクルによって異なります。.
| メンテナンス | 頻度 | 典型的なサービスノート |
|---|---|---|
| 手術前の目視チェック | 各シフト | ひび割れ、溝、汚染がないかチェックする。 |
| 内部チャンネル/ガスポートの清掃 | 週ごと、または多用する場合はシフトごと | 詰まりを防ぐ |
| ローター表面検査 | 毎月 | 軽微な機械加工やドレッシングが可能な場合がある |
| ローターを交換する | 通常6~24ヶ月 | 量販店では交換頻度が高い |
サプライヤーのデータシートと現場経験は、契約上のライフサイクルの期待値を設定するために使用されるべきである。.
11.代替法との比較と購入者への選択ガイダンス
フラックス注入(フラックス注入)とロータリー脱ガス:
-
フラックスは、酸化物や非金属介在物を化学的に除去することができるが、消耗品であるフラックスが必要となり、廃棄物処理の必要性が生じる。ロータリー脱ガスはよりクリーンであり、溶存水素が主な懸念事項である場合に好まれることが多い。.
ロータリー脱気の長所
-
再現性のある制御、最小限の消耗品コスト(ガス)、水素制御に適している。.
短所
-
資本設備、定期的なローター交換、オペレーター・トレーニングが必要。.
どちらを選ぶか スループットと低気孔率が要求される自動車用および工業用の日常鋳造では、回転脱ガスが一般的に推奨される。特定の酸化物や非常に汚染された溶融物に対しては、フラックスや複合的な戦略を検討することができる。.
12.典型的な問題、根本原因、トラブルシューティングの手順
問題だ: 治療後の水素の再導入。.
考えられる原因と対処法: 浸漬深さの不足またはボルテックスブレーカープレートの損傷による空気の巻き込み-ボルテックス防止プレートを取り付け、浸漬深さを再確立する。.
問題だ: ローターチャンネルの閉塞。.
原因がある: 酸化物やフラックスの堆積物 - ガスプリパージを実施し、洗浄スケジュールを採用する。.
問題だ: ローターの過度の摩耗または亀裂。.
原因がある: 予熱ステップを実施し、メーカーの速度範囲内で運転する。.
13.調達仕様書テンプレート
以下は、エンジニアがRFQに貼り付けることができるコンパクトな調達チェックリストである:
-
必要な溶融量とるつぼの寸法。.
-
処理後の水素レベルの目標値(例えば、≦10ppm)と試験方法(不活性ガス融合)。.
-
ローターの材質とグレード(データシート付き)。.
-
モーター出力と速度制御範囲(例えば、0-700 rpmの無段階)。.
-
ガス供給要件とマスフローコントローラーの精度。.
-
安全認証(CE、ISO)および設置サービス。.
-
保証条件とデューティサイクル下でのローター予想寿命。.
-
スペアパーツの在庫状況とリードタイム。.
RPTとH含有量の結果を文書化した現場での脱ガス試験を要求する受入試験条項を含める。.
14.データ表および参考仕様書
表A:代表的なローターサイズと推奨用途
| ローター直径(mm) | 典型的な溶融量(kg) | 推奨ガス流量 (L/min) | 典型的な回転数 |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
これらの数値はガイドラインの範囲であり、サプライヤー固有のローターは詳細なカーブを公表している。.
表B:ローター材料比較スナップショット
| 素材 | 強み | 制限事項 |
|---|---|---|
| グラファイト(アイソスタティック) | 熱衝撃耐性、機械加工性 | 表面露出が高い場合の酸化リスク |
| 成型グラファイト | 低コスト | 空隙率のばらつきが大きい |
| セラミック・コート・グラファイト | 耐酸化性の向上 | コスト高、コーティング損失の可能性 |
15.ケーススタディの抜粋(一般化)
-
自動車鋳造試験: 最適化されたグラファイト・ローターに切り替え、ガス流量を~16L/分、回転数を360rpmに設定すると、パイロット生産全体でRPTガス気孔率の平均スコアが45%減少したが、サイクルタイムの変化はごくわずかであった。.
-
リサイクル作業: 回転式脱気ステップの削除を比較した研究では、エネルギー節約を示したが、材料特性の変化の可能性があった。.
16.環境、安全、規制に関する注記
-
ガスの貯蔵と配管が地域の法令に適合していることを確認し、閉鎖空間で窒素を使用する場合は酸素センサーを含める。.
-
ローターおよび使用済み部品は産業廃棄物とみなされる場合があるため、地域の廃棄規則に従ってください。.
-
ヒュームにさらされることを避け、ローター交換時にはロックアウト手順に従うよう、運転者トレーニングを実施すること。.
17.実施チェックリスト
-
現場の電源とクレーンのチェックが完了。.
-
ガス供給装置とレギュレーターには湿気トラップを設置。.
-
周波数ドライブを搭載した制御盤を試運転。.
-
試運転前のベースライン水素測定。.
-
合意された測定基準による初回工程認定および受入試験。.
18.よくある質問
-
ロータリー脱気後、水素濃度はどのくらいになりますか?
実際の結果は、合金、初期水素、ローター形状、プロセス設定に依存する。受入試験には測定方法を明記すること。. -
窒素とアルゴン、どちらのガスを使うべきか?
窒素は多くの用途でコスト効率の良い選択であり、アルゴンは最大限の不活性や合金感受性が要求される場合に選択される。コストと供給ロジスティックスによって、生産拠点が決定されることが多い。. -
グラファイト・ローターの交換頻度は?
軽作業店では12~24ヶ月、重作業店では数ヶ月ごとに交換する。. -
ローターの回転数は高すぎることがあるのか?
過剰な速度は、摩耗、飛散、ガス巻き込みを増加させる可能性があります。常にサプライヤの速度制限に従い、試験で検証してください。. -
ローターの予熱は必要ですか?
短時間のプリヒートまたはプリパージは、熱衝撃を軽減し、チャネルの閉塞を防ぐのに役立ちます。. -
主なメンテナンス作業は?
定期点検、ガスポートの清掃、カップリングの確認、ローターバランスの監視。ダウンタイムを避けるため、スペアローターを常備すること。. -
生産現場での脱気性能の検証方法は?
水素含有量分析とRPTサンプリングを使用する。工場内の許容閾値とサンプリング頻度を設定する。. -
回転脱ガスは水素だけでなく酸化物も除去するのか?
これは酸化物の破片を集めるのに役立つが、水素除去に最も効果的である。. -
回転ガス抜きにはエネルギー的な意味があるのか?
処理には若干のガスと電力を消費し、溶融物を若干冷却する可能性があるが、プロセスの最適化により再加熱の必要性を最小限に抑えることができる。いくつかの研究は、脱ガス工程を完全に除去した場合のエネルギートレードオフを示している。. -
新しい脱気装置のRFQには何を書くべきか?
溶融量、目標水素レベルおよび試験方法、ローター材質および期待寿命、モーターおよび回転数範囲、安全認証、および現場での試運転試験を指定する。.
18.エンジニアとバイヤーへの最終提案
-
ローターグレード、ジオメトリー、ユニット制御を一緒に考えなければならない。.
-
契約受入れの際には、サプライヤーの現場での試験とH含有量削減の文書化を要求する。.
-
中間のパラメーターウィンドウ(15-17 L/min、300-400 rpm)から始め、頻繁にRPT/水素チェックを行いながらチューニングを行い、ショップ固有の最適値を見つける。.
