アルミニウム炉の効率を高め、ダウンタイムを短縮し、総溶解コストを削減する最も効果的な方法は、腐食および非濡れ性の作業層(高アルミナ、マグネシア、またはスピネルを多く含むモノリスまたは成形レンガ)と、等級分けされたバックアップ層および断熱層を組み合わせた多層耐火物ライニングシステムを指定することです。正しい化学組成、密度、気孔率、熱伝導率、施工方法を選択することで、通常、ライニングの寿命は、不一致で低品質のライニングと比較して2倍になり、エネルギー、金属損失、修理において測定可能な節約をもたらします。.
1.背景:アルミニウムの溶解・保持において耐火物が重要な理由
アルミニウム溶融炉は鉄系溶融設備と比較すると、溶融アルミニウム、その ドロス、フラックス, とリサイクル汚染物質は、耐火物の化学的性質を異なる方法で攻撃する。耐火物ライニングは、鋼殻を高温および化学的に侵食性の高い相から分離します。ライニングは、熱損失、金属の濡れと浸透、ライニングの寿命、補修頻度、したがって運転コストを決定する。適切な耐火物ファミリーと適用技術による設計は、熱効率を改善し、予定外のダウンタイムを削減するための主要な手段です。.
2.サービス環境と障害メカニズム
2.1 アルミニウム炉内の熱的・化学的条件
アルミニウム溶解の一般的な操作温度は、溶解中おおよそ700℃から820℃の範囲であり、バーナーの近くや過熱時には局所的に高くなることがある。保持温度はより低いが、700°Cを超えることもある。溶融アルミニウムの表面に直接接触する耐火物:
-
液体金属とフラックス材料による濡れと浸透。.
-
スクラップやドロスに含まれる酸化物、塩化物、ガラス状フラックスによる化学腐食。.
-
急激な加熱や温度管理の不備による熱ショック。.
-
チャージ材、スクラップ、ハンドリングツールによる機械的摩耗。.
-
バーナーやタップゾーンの局所的な過昇温により、シンタリングやスポーリングが発生する。.
ライニングは、熱的、機械的、化学的な複合攻撃を受けることを理解することで、単一の特性で長寿命が保証されない理由を説明できる。トレードオフが必要であり、ライニングシステムに組み込む必要があります。.
2.2 一般的な故障モード
-
液体金属の浸透と金属飽和金属が細孔やマイクロクラックに入り込み、内部のガラス層や体積変化を生じさせる。.
-
フラックスまたはスラグによる攻撃洗浄剤やスクラップに含まれるフラックスはマトリックス相に溶け込み、シリカや石灰に富んだ相を優先的に攻撃する。.
-
スポーリングと熱衝撃クラック層間の膨張差により、薄片が剥がれ落ちる。.
-
機械的摩耗チャージやレードルから繰り返し衝撃を受けると、表面が摩耗し、新しい材料が腐食にさらされる。.
3.主要材料特性と目標仕様
適切な耐火物の選択は、密度、開気孔率、冷間圧壊強度、熱伝導率、熱膨張率、および化学的性質に関する明確な目標値を設定することから始まります。以下は、業界の慣行や文献に見られる実用的な目標範囲です。.
3.1 主要エンジニアリング目標(典型的な仕様ウィンドウ)
-
定格使用温度:> 1750°C (高アルミナまたはマグネシアグレードの場合)を超えるため、耐火物は溶融温度でも構造強度を保持する。.
-
嵩密度通常、密度が高いほど開気孔率が減少し、濡れ性が低下するが、熱質量が増加する可能性がある。.
-
開気孔率気孔率が低いほど金属貫通のリスクは低くなるが、耐熱衝撃性が低下する可能性がある。.
-
冷間破砕強度(CCS):> レンガの場合は50MPa以上、キャスタブルの場合は適切な焼成/硬化後に30MPa以上。.
-
熱伝導率断熱層では低い熱伝導率(使用温度で0.5W/m・K未満)、作業層では中程度の熱伝導率(組成により0.8~5W/m・K)。炭化ケイ素を強化した材料は熱伝導率が非常に高いため、迅速な熱伝達が有益な場合にのみ使用すべきである。.
-
熱膨張係数(CTE)サイクル中の応力を軽減するため、層間マッチングを行った。.
-
非濡れ性アルミニウムの濡れを抑制する表面仕上げと化学的性質。炭素含有コーティングや濡れ防止コーティングを加えることができる。.
3.2 化学組成と相の考察
-
高アルミナ(Al₂O₃) 相は酸性スラグに耐性があり、接触ゾーンでよく使用される。.
-
マグネシア (MgO) 系は塩基性スラグに耐性があり、スピネル相で設計すると溶融アルミニウムに対して良好な耐性を示す。.
-
スピネル (MgAl₂O₄) の存在は、混合環境における熱機械的安定性と耐食性を向上させる。.
4.難燃性ファミリー:特徴、動作ウィンドウ、長所と短所
以下では、アルミニウム炉に関連する主なクラスと、それぞれの実用的な選択ルールについて説明します。.
4.1 高アルミナ質レンガ
特徴 高密度コランダム相、45-90% Al₂O₃グレードあり;強い機械的強度と耐火性。溶解炉の作業ゾーンでの典型的な用途。.
利点がある: アルミナを多く含む環境からのケミカル・アタックに対する優れた耐性、高い強度、寸法安定性。.
制限: 金属の浸透を防ぐために濡れ防止コーティングが必要な場合がある。.
4.2 マグネシアおよびマグネシアスピネル・キャスタブル
特徴 MgOとスピネルの配合は、塩基性スラグと金属に耐えるように設計されている。低セメントまたは超低セメントキャスタブルは、高温強度に優れ、収縮が少ない。.
利点がある: 特定のリサイクル・ストリームにおけるフラックスや金属の浸透に対する耐性が高い。.
制限: いくつかのアルミナグレードよりも耐熱衝撃性が低い。保管中や施工中の水和感受性をコントロールする必要がある。.
4.3 アルミナケイ酸塩キャスタブル(低セメント)
特徴 入手しやすく、バランスのとれた特性のため、広く使用されている。最近の低セメントおよび無セメント配合は、フラックスの存在下で弱くなるアルミン酸カルシウムセメント相を減らすことができる。.
利点がある: 費用対効果が高く、適応性が高いため、直接金属に接触しない炉上部での使用に適しています。.
制限: 高アルミナスピネル系やマグネシアスピネル系と比較すると、特定のフラックス化学物質に弱い。.
4.4 炭化ケイ素含有ランミング塊およびキャスタブル
特徴 SiCは熱伝導性と耐摩耗性を高め、急速な熱伝達や耐浸食性が必要な分野で使用される。高い熱伝導率は、適用を誤ると熱損失を増加させる可能性がある。.
利点がある: 耐摩耗性に優れ、タップ穴や機械摩耗の激しいゾーンに有効。.
制限: SiCは保護されない限り高温の空気中で酸化し、高い導電率はエネルギー消費量を増加させる。.
4.5 カーボンまたはグラファイト含有耐火物および塗料
特徴 炭素相は濡れ性を低下させ、溶融アルミニウムの浸透に抵抗する。多くの場合、コーティングとして、または炭素結合混合物として塗布される。.
利点がある: 金属の浸入と濡れを抑える。酸化のリスクが管理されている接触面に適している。.
制限: カーボンは酸素の存在下で酸化するため、シールや保護雰囲気、コーティングが必要である。.

5.ライニング構造と厚さのガイドライン
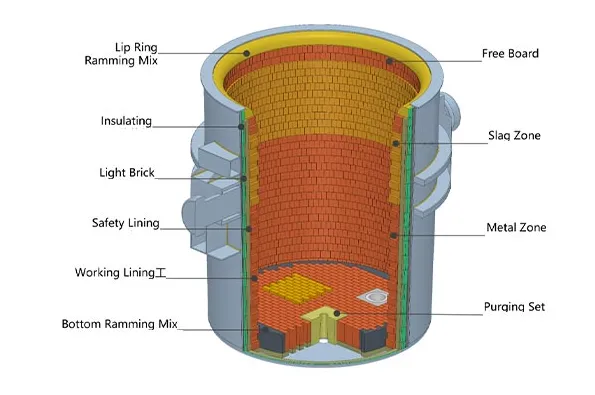
頑丈なライニングは多層構造になっている。各層は、作業層、安全層/バックアップ層、断熱層、鋼殻層という異なる機能を果たします。典型的な構成と実用的な厚さを以下に示します。.
5.1 典型的な多層スタック(外側→内側)
-
スチールシェル - 炉体
-
断熱層 - 低密度のセラミックファイバーまたは断熱キャスタブル、熱損失を低減
-
バックアップ層 - 構造を支える緻密なキャスタブルまたはレンガ
-
作業層 - 金属と直接接触する高アルミナ質レンガまたは高密度スピネルキャスタブル
5.2 厚さのガイドライン例(代表値)
-
作業層溶融ゾーンでは25~100mm、タップとバーナーエリアではより重い。.
-
バックアップ層:炉のサイズにより50~150mm。.
-
断熱熱伝導率の低い素材を25~75mm、またはセラミックファイバーモジュールを用いてより厚く積層する。.
注:これらは設計開始時の値です。実際の厚さは、炉径、バーナーレイアウト、ヒートバランス、機械的処理を考慮する必要があります。設計時にはサーマルモデルを推奨します。.
6.設置、養生、試運転プロトコル
施工の質は、しばしば製品の化学的性質よりも重要である。以下の工程は、プロの耐火物工事で一般的に使用されます。.
6.1 設置前の品質管理
-
材料証明書を確認する:化学組成、粒子径、見かけの気孔率、バインダーの含有量、推奨硬化スケジュール。.
-
基板とシェルの形状が許容範囲内であることを確認する。.
-
モノリシック製品は輸送や保管中に湿気と反応する。.
6.2 インストールのベストプラクティス
-
経験豊富な耐火物の石工を使用し、メーカーの敷設および接合に関する推奨事項に従ってください。.
-
キャスタブルの場合は、供給業者が指定するブロック鋳造、タンピング、またはガンニングの技術に従ってください。.
-
硬化中の段階的な加熱:段階的な温度上昇により、自由水と化学結合水を除去し、マトリックスを焼結させる。急激な加熱は水蒸気爆発や剥離を引き起こす。.
6.3 濡れ防止表面処理
-
推奨される場合は、認定された濡れ防止コ ーティングを作業面に塗布する。耐火物の化学的性質に合ったものを選択する必要がある。.
7 点検、監視、定期メンテナンス
積極的な検査プログラムは、ライニングの寿命を延ばし、安全性を向上させる。.
7.1 検査スケジュール
-
デイリービジュアルバーナーやタップの近くにホットスポット、剥落、スケールがないか確認する。.
-
ウィークリー主要な場所で殻の温度を測定し、その傾向を記録する。.
-
毎月重要ゾーンの限定的なボアスコープ検査を行う。.
-
計画的閉鎖完全な内部検査と厚み測定。.
7.2 コンディション指標
-
一定動作点におけるシェル温度の上昇
-
ひび割れの発生や拡大、局所的な剥落
-
シェル熱損失と相関する燃料消費量の変化
-
砂やドロスの頻繁な侵入
7.3 修理戦術
-
コールドパッチング ラミングミックスを使用した軽微な表面欠陥の場合。.
-
セクションの再構築 深い浸食に対する計画的なメンテナンスの際に。.
-
補修後は必ず濡れ防止塗料を再塗布し、メーカーの指示に従って再硬化させてください。.
8 ライフサイクルコスト、調達チェックリスト、QAテスト
8.1 ライフサイクル原価計算の原則
購入価格だけでなく、稼働日あたりの総コストを比較する。材料費、据付時間、炉のダウンタイム、断熱不良によるエネル ギー損失、汚染によるスクラップ/金属損失などを考慮する。ライニングの初期費用が多少高くても、溶融トン当たりのコストは低くなります。.
8.2 調達チェックリスト(下表)
| 項目 | 最低条件 |
|---|---|
| 材料証明書 | 化学分析、屈折率、かさ密度 |
| 気孔率データ | 開気孔率と吸水性 |
| 機械試験 | 冷間圧壊強さ、破断係数 |
| 熱的特性 | 使用温度での熱伝導率、CTE |
| インストール方法 | 硬化スケジュール、混合水量制限、金型 |
| 保証とサービス | サプライヤーの保証期間と現地サポート |
| 濡れ防止オプション | 推奨されるコーティングと塗布方法 |
8.3 ベンダーに要求するQAテスト
-
溶融アルミニウムの浸入を試験したホットフェースクーポンのサンプル(ラボ浸入試験)
-
標準化された摩耗および腐食試験(利用可能な場合)
-
低セメントキャスタブルのバインダーとセメント含有量の検証
9.健康、安全、環境への配慮
-
モノリシックは乾燥した状態で保管し、混合中は適切なPPEを使用して呼吸可能な粉塵への暴露を避ける。.
-
セラミック・ファイバーや断熱材は、呼吸保護具と管理された切断が必要である。.
-
使用済みの耐火物は、地域の規制に従って廃棄してください。金属残留物を含む汚染された耐火物は、管轄区域によっては有害廃棄物規制の対象となる場合があります。.
10.表:素材の比較、サーマルウインドウ、ライフサイクルの例
表1.一般的な炉用耐火物の比較マトリックス
| 素材ファミリー | 標準最高連続温度 (°C) | 開気孔率(%) | メリット | 制限事項 |
|---|---|---|---|---|
| 高アルミナ質れんが(60-75% Al₂O₃) | 1750-1850 | 8-15 | アルミナを多く含むスラグに強く、耐食性に優れている。 | 濡れ防止コーティングが必要な場合がある |
| マグネシアスピネルキャスタブル | 1700-1850 | 10-18 | 塩基性スラグと金属貫通に対して良好 | より低い耐熱衝撃性 |
| アルミナ珪酸塩低セメントキャスタブル | 1600-1750 | 10-20 | 費用対効果が高く、汎用性が高い | 特定のフラックス化学物質に弱い |
| SiC含有キャスタブル/ラミング | 1500-1750 | 6-12 | 耐摩耗性、高導電性 | 酸化のリスク、熱損失を増加させる可能性がある |
| カーボン・ボンド・ミックス/コーティング | >1600 | 2-8 | 濡れと浸透を抑える | 酸化リスク;保護が必要 |
(数値は実用的な業界範囲であり、最終的な選定はベンダーのテストデータを使用すること)。.
表2:使用温度における代表的な熱伝導率の例
| 素材 | 約 k at 500-800°C (W/m-K) |
|---|---|
| 絶縁ファイバーモジュール | 0.04-0.5 |
| 低セメント・アルミナ・キャスタブル | 0.8-2.0 |
| 高アルミナ緻密質レンガ | 1.5-3.5 |
| SiC強化ラミング | 5-12 |
(SiCは導電率を著しく上昇させるため、エネルギーに敏感な設計では望ましくない場合がある)。.
表3.単純なライフサイクルコストの例(例示)
| シナリオ | 購入費用(材料費+設置費) | 期待寿命(月) | 1ヶ月あたりの違約金 | 24カ月間の総費用 |
|---|---|---|---|---|
| 低コストのキャスタブル | $10k | 6 | $800 | $10k + 4 × $800 = $13.2k |
| プレミアムスピネル/ハイアルミナ | $18k | 24 | $300 | $18k + 24 × $300 = $25.2k |
解釈購入価格が高くても、寿命が長くエネルギー損失が少なければ、一般的に溶融トンあたりのコストは低くなる。これらの数値は単純化された例である。決定を下す際には、現場固有のエネルギーとダウンタイムモデルを実行すること。.
11.高温仕様:正しい材料の選択
正確な配合を選択するには、溶解または保持環境内の特定のゾーンを分析する必要があります。炉のハース上の直接衝突ゾーン、輻射熱にさらされる上部側壁、ランダーのような複雑な移送システムでは、要求が大きく異なります。.
高アルミナ鋳造物と炭化ケイ素鋳造物の比較
高アルミナ質キャスタブルは、機械的強度と化学的安定性の優れたバランスにより、業界を支配しています。80%~85%のAl2O3を含有する配合は、低セメント・バインダー・システムに支えられており、非常に優れた密度を提供します。高密度は低気孔率に直結し、液体金属を浸透させるための空隙を残しません。.
逆に、炭化ケイ素(SiC)ベースの耐火物は、特殊なゾーンにおいて明確な利点を提供します。SiCは卓越した熱伝導性と極めて高い耐摩耗性を有しています。これらの特性により、SiCはマッフル炉や特定のラジアントチューブ保護など、迅速な熱伝達を必要とする領域で非常に望ましい。しかし、SiCは特定の温度で酸化しやすいため、長寿命を維持するために特殊なグレーズコーティングが必要となります。.
断熱と熱効率
エネルギーコストは、アルミニウム鋳造工場の財務指標の大半を占めています。耐火物ライニングは、熱エネルギーが周囲の環境に逃げるのを防ぎながら、液体金属をしっかりと封じ込めなければなりません。この要件により、多層ライニング設計が必要となります。.
高温面は、物理的摩耗や化学的攻撃に耐えるように設計された高密度で重いキャスタブルで構成されている。この第一の防御層の背後には、技術者が断熱耐火物を設置する。これらの裏打ち層には、軽量のケイ酸カルシウム板、セラミック繊維ブランケット、または微多孔質断熱パネルが使用されます。高温面から鋼製シェルへの熱伝導率プロファイルを大幅に低減することで、外部シェル温度は80℃以下に下がります。この熱エネルギーの節約は、バーナーの稼働頻度を減らし、天然ガスの消費量を大幅に削減することを意味する。.
表2:材料特性の比較マトリックス
| プロパティ・メトリック | ハイアルミナ(85%)LCC | 炭化ケイ素(SiC)キャスタブル | 軽量断熱キャスタブル |
| かさ密度 (g/cm³) | 2.85 | 2.65 | 1.10 |
| 冷間圧壊強さ (MPa) | 85.0 | 95.0 | 15.0 |
| 気孔率(%) | 12% | 15% | 45% |
| 熱伝導率 (W/m-K) | 2.5 | 15.0 | 0.4 |
| 最高使用温度 (°C) | 1600 | 1500 | 1200 |
| プライマリー・アプリケーション・ゾーン | ハース、下部サイドウォール | タップブロック、インパクトパッド | バックアップ断熱 |
12.申請と設置の手順
優れた耐火物配合は、施工を誤ると急速に劣化します。適切な混合、配置、硬化プロトコルを厳守することが、最終的な運用の成功を左右します。製造工場では、高度に管理された施工方法がますます好まれるようになっています。.
最適混合比と水質
水は、カルシウムアルミネートセメントの水和を開始させるために厳密に作用する。化学的要件を超える過剰な水は、乾燥段階で空隙を生じさせ、空隙率を増加させ、機械的強度を破壊する。高性能の低セメントキャスタブルは、通常、重量比で4.5%から5.5%の範囲内で、極めて正確な水比率を要求する。.
事業者は、清潔な飲料水を使用しなければならない。不純物、特に塩化物や有機物は、セメント相の結晶化を妨げ、凝結時間を遅らせ、最終強度を損なう。ミキサーは正確に運転しなければならない。3分間のドライミキシングで微細なマトリックス成分を分散させ、その後、4~5分間のウェットミキシングを正確に行う。過剰混合は過剰な熱を発生させ、ミキサー内部での早期凝結を引き起こす。.
プレースメント技術とコンパクション
最大限の密度を確保するため、設置には高周波バイブレーターが必要だ。チキソトロピー性のキャスタブルが金型に流れ込むと、振動によって閉じ込められた気泡が上昇し、脱出します。適切な振動により、材料は一時的に液化し、複雑な形状、特にバーナーブロックやタップ穴アセンブリー周辺への充填が可能になります。過度の振動は骨材の偏析を引き起こし、表面に弱いセメント層が残るので注意が必要である。.
硬化曲線とベーキング・スケジュール
一度打設したら、材料は硬化させなければならない。硬化には、セメント結合が適切に形成されるように、周囲温度(理想的には20℃~25℃)で乱れのない休息が必要である。この段階は通常24~48時間続く。露出面をビニールシートで覆うことで、早期の水分損失を防ぐことができる。.
ベーキングスケジュール(乾燥工程)は、溶融アルミニウムを導入する前の最も重要な段階です。加熱工程では、爆発的な剥離を引き起こす可能性のある内部蒸気圧を発生させることなく、注意深く自由水を蒸発させ、次に化学的に結合した水を蒸発させなければなりません。.
標準的なベーキングカーブには、次のようなものがある:
-
150℃に達するまで、1時間に15℃の割合で加熱する。.
-
150℃で保持し、機械的な水分を完全に排出させる。.
-
350℃まで毎時20℃で昇温。.
-
350℃で保持し、セメント水和物から化学結合水を放出させる。.
-
セラミック結合の確立を確実にするため、使用温度まで1時間当たり40℃で最終昇温する。.
13.アドテック機器との統合
アドテックは、最高級のアルミニウム溶湯処理装置を設計しています。これらのシステムの有効性は、内部の耐火物ライニングの品質に大きく依存します。脱ガス装置、濾過ボックス、流体移送ランダは、静的保持炉と比較して独特の動的応力を受けます。.
耐火物 脱ガス装置
インライン脱気システム は、回転するグラファイト製ローターを利用して溶融アルミニウムに不活性ガス(通常はアルゴンまたは窒素)を注入し、溶存水素ガスを除去して非金属介在物を表面に浮き上がらせる。脱ガスボックス内の耐火物ライニングは、激しい流体乱流に直面します。高速の溶融金属は常に壁をこすり、深刻な機械的侵食を引き起こします。.
アドテックの脱ガスチャンバーは、高度なプレキャスト、プレ焼成耐火物形状を利用しています。高度に制御された製造施設内でこれらのコンポーネントを鋳造・焼成することにより、構造マトリックスは配備前に絶対的な完成度を達成します。これらのプレキャスト形状は、非湿潤剤で強化された超低セメント配合を利用しています。極度の密度により、乱流液体金属が壁を侵食することがなく、耐火物粒子が離脱して高純度アルミニウム融液を汚染することを防ぎます。.
セラミックフォームフィルター支持構造
セラミックフォームフィルター(CFF) は微細な不純物を物理的に捕捉する。溶けたアルミニウムは、この複雑なセラミックネットワークを通過する。CFFを保持する構造体であるフィルターボウルには、完璧な寸法安定性が求められます。耐火物ライニングに反りや亀裂が生じると、溶融金属がフィルターを完全にバイパスしてしまい、鋳造全体が台無しになってしまいます。航空宇宙部品や極薄箔を目的とした鋳物は、介在物が全くないことが求められます。AdTechは、剛性の高い非濡れ性のホットフェイスに裏打ちされた特殊な微孔性断熱材を備えたフィルターボックスを設計しており、フィルターメディア周囲の完璧なシーリングを確保し、金属の早期凍結を防ぐために一定の温度を維持します。.
洗濯システム 保温性
洗浄ネットワークは、溶解炉から脱気・濾過装置を経て鋳造ステーションに直接、液体アルミニウムを輸送する。この移動中の熱損失は深刻な脅威となる。温度が低下すると、オペレーターは一次炉で金属を過熱する必要があり、大量のエネルギーを浪費し、融液中のガス多孔性を増加させる。.
アドテックの洗濯機セグメントは、高度に設計された複合ライニングを使用しています。ホットフェイスは、薄くて非常に強い非濡れ性キャスタブル層を特徴としている。この層のすぐ後ろには、高度なエアロゲルまたはマイクロポーラスボードの断熱材が配置されています。この特殊な構成により、ロンダネットワーク全体の温度降下が無視できるレベルに保たれ、末端での完璧な鋳造条件が保証されます。.
14.トラブルシューティングのマトリックスと解決策
先進的な素材を使用しても、過酷な使用条件下では摩耗が生じます。異常に迅速に対処することで、局所的な損傷が致命的な機器の故障に拡大するのを防ぐことができます。根本原因を診断することが、正しい修理戦略を決定します。.
耐火物の割れと剥落の診断
ひび割れは様々な形で現れ、それぞれが異なる破壊メカニズムを示している。ヘアライン状の表面クラックは一般に、通常の熱膨張と熱収縮に起因するもので、構造の完全性を脅かすことはほとんどない。しかし、熱面に平行に走る深く貫通した亀裂は、熱剥離を示す。この現象は、温度勾配が材料の引張強度を上回った場合に発生し、多くの場合、最初の乾燥段階で炉を急速に加熱しすぎたり、熱面に急激な冷風が吹き込んだりすることによって起こります。.
ライニングの深さ全体を横切る構造的な亀裂は、機械的な故障を示唆している。この損傷は通常、重いスチール工具を使用した強引な洗浄作業や、フォークリフトによるチャージング作業による激しい衝撃に起因しています。クラックの形態を特定することで、メンテナンスチームは作業手順を直接調整することができます。.
補修戦略:磨耗したライニングを効果的に補修する
対象となる部分に深刻な摩耗が見られる場合、全面的な交換は依然として不要であり、経済的にも非効率的である。局所的なパッチを当てることで、迅速に機能を回復させることができる。.
パッチを成功させるには
-
準備だ: 作業者は、すべての緩んだ耐火物、損傷した耐火物、アルミニウムが浸入した耐火物を厳密に削り取らなければならない。補修部分は、きれいなバージン母材を露出させなければなりません。アリ溝またはアンダーカット形状を作成することで、新しいパッチが機械的に所定の位置に固定されます。.
-
クリーニング: 圧縮空気で粉塵を除去する。.
-
アプリケーション 特別に調合されたパッチングコンパウンドを塗布する。これらのコンパウンドは、多くの場合リン酸塩バインダーを使用した化学結合メカニズムが特徴で、硬化に大がかりな加熱を必要とせず、既存の硬化耐火物に強力に接着します。.
-
養生: 製造元の規定に従ってパッチを自然乾燥させ、その後、携帯用バーナーで局所的に熱を加え、水分を除去してからユニットを修理に戻してください。.
表3:トラブルシューティングプロトコルと診断アクション
| 観察された故障モード | 推定される根本原因 | 早急な診断処置 | 推奨される修理戦略 |
| 重度のコランダムの蓄積 | 非湿潤剤欠乏、高気孔率 | 動作温度のチェック、局所的なホットスポットの点検 | チップでベースをきれいにし、非濡れ性リン酸塩接着パッチを貼る。 |
| 表面剥離(フレーキング) | ドライアウト時の急激な加熱、熱衝撃 | 焼成スケジュール記録の確認、ドア操作のチェック | 緩んだフレークを取り除き、薄い保護洗浄膜を塗布する。 |
| 深い構造クラック | 充電中またはクリーニング中の機械的衝撃 | 充電手順を守り、取扱工具を点検する | 高強度LCCで再鋳造されたスチール・シェルへの局所的な全ブレークアウト |
| 過度の熱損失(ホットシェル) | バックアップ絶縁の破壊、金属貫通 | 外殻のサーモグラフィ撮影 | シャットダウンが必要。ホットフェースを取り外し、 損傷した断熱材を交換する。 |
| CFF周辺のメタルバイパス | フィルターボウル座面の寸法ゆがみ | 座面の公差を物理的に測定する | 精密成形可能なコンパウンドでシーティング・エリアを再表装 |
15.経済分析と調達の最適化
トンあたりの初期コストのみに基づいて耐火物を調達すると、長期的な財務上の損失が保証されます。成功の真の指標は総所有コスト(TCO)であり、ライニングの寿命、優れた断熱性によるエネルギーの節約、メンテナンスのダウンタイムの削減を評価することによって算出されます。.
ライフサイクルコスト戦略
硫酸バリウムで強化された高純度の非濡れ性キャスタブルは、従来の耐火粘土材料に比べて初期購入価格が高い。しかし、従来の材料は頻繁に交換する必要がある。標準的なライニングは、コランダムの浸入が激しいため、12ヶ月以内に完全に破損する可能性があります。AdTechが承認した高アルミナ質ライニングは、適切にメンテナンスされ、36ヶ月を過ぎても日常的に使用できる。.
調達マネージャーは、撤去と再設置に伴う人件費、数日間のダウンタイム中に失われる生産収入、冷えた炉を再加熱するために浪費される燃料を計算しなければなりません。これらの変数を分析すると、高級耐火物は大規模な投資収益率(ROI)を実証します。.
品質管理と標準化されたテスト
材料データシートの評価には、特定の試験プロトコルを理解する必要がある。鋳造業者は、厳格な米国材料試験協会(ASTM)規格への準拠を要求すべきである。.
-
ASTM C20は見掛け気孔率とかさ密度を測定する。気孔率が低いほど、液体金属の浸透に対する耐性が高い。.
-
ASTM C133は、冷間圧壊強さと破断弾性率を試験します。高い値は、機械的虐待に対する耐性を保証します。.
-
ASTM C704は耐摩耗性を評価するもので、高速流体の流れや機械的な擦過が発生する領域では重要です。.
厳格な試験書類を要求することで、溶融アルミニウム加工の過酷な現実を生き抜くのに最適な材料を確保することができる。.
16.アルミニウム鋳物耐火物の将来動向
業界は、より高い効率とより厳格な環境制御を絶えず追求している。ナノテクノロジーの進歩は、不定形耐火物の進化に大きな可能性を示している。バインダーマトリックスにナノシリカまたはナノアルミナを組み込むことで、8%以下の気孔率を達成し、非常に狭い気孔構造が形成される。この微細な密度は、液体アルミニウムに対してほとんど侵入不可能なバリアを提供する。.
さらに、自己流動性キャスタブルは、外部振動装置への依存を低減します。これらの高度に設計されたミックスは、自重で水のように流動し、脱気ローターやロンダートランジション周辺の複雑な形状を完全に充填します。この技術革新により、鋳物全体にわたって完全に均一な密度が保証されるため、設置工程での人為的ミスがなくなります。.
アドテックは、これらの高度なセラミック技術をろ過および脱ガス・ポートフォリオに直接統合することに積極的に取り組み、溶湯純度と操業効率に関するより高いベンチマークを継続的に設定しています。最先端の冶金科学を優先することで、アルミニウムメーカーは競争の激しいグローバル市場で決定的な優位性を確保しています。.
17.よくある質問
アルミニウム溶融耐火物10/10 技術FAQ
1.アルミニウムの溶解に最適な耐火物はどれですか?
普遍的なベストはない。高アルミナ材料とマグネシア・スピネル・キャスタブルは、作業ゾーンで一般的にトップ・パフォーマーである。最良の選択は、スクラップの化学的性質、 フラックスの使用量、熱管理によって決まる。ラボでの浸透テストとパイロット・パッチは、完全な交換の前にリスクを低減する。.
2.2トン誘導溶解炉のライニングの厚さはどうすればよいですか。
3.作業層の選択において空隙率はどの程度重要か?
非常に重要である。開気孔率を低くすることで、金属浸入のリスクを低減する。作業面では8-15%を目指す。極端に低い気孔率は熱衝撃耐性に影響するため、バランスが必要。.
4.ライニングに炭化ケイ素を使うべきでしょうか?
5.濡れ防止コーティングはコストに見合うか?
はい、多くのアルミニウム用途で使用されています。特にベース耐火物が本質的に非濡れ性でない場合、金属貫通を減らし、ライニングの寿命を延ばします。補修後は必ずコーティング業者の指示に従って再塗布してください。.
6.突発性難治性不全の原因は?
7.ベンダーのデータはどのように確認すればよいですか?
8.成形レンガのライニングはモノリスより良いのですか?
9.ライニングはどのくらいの頻度で検査すべきですか?
毎日の目視点検、週1回のサーマルロギング、月1回のボアスコープ点検は良い習慣である。計画的な運転停止中に主要な点検を予定する。.
10.耐火物の改良はエネルギー使用量を削減できるか?
断熱性の向上、シェル温度の低下、最適化されたライニングによる熱損失の低減により、燃料と電力の使用量を削減し、溶融時間を改善することができます。熱損失監査を実施し、節約を定量化する。.
最終エンジニアリング・チェックリスト(クイック)
-
スクラップとフラックスの化学的ベースラインを定義する。.
-
候補となる耐火物ファミリーを選択し、ラボでの浸透テストを依頼する。.
-
目標の気孔率、密度、CCS、熱伝導率、CTEマッチングを指定する。.
-
ベンダーとの契約において、設置および段階的治癒のスケジュールを準備する。.
-
初回リビルド時にオンサイトの技術サポートが必要。.
-
モニタリング計画の実施:シェル熱電対、目視ログ、ボアスコープ。.
-
設置前後のエネルギーとダウンタイムを追跡し、ROIを計算します。.
参考文献と推薦図書
本要約の作成にあたり参照した主な業界および技術文献には、アルミニウム炉の耐火物選定および維持管理に関する技術論文およびメーカーガイダンスが含まれる。代表的な情報源には、実用的な耐火物設計PDF、耐火物選定に関する業界サプライヤー注記、耐食性に関する材料科学レビューが含まれる。作成中に使用された例:耐火物の技術的なプライマーおよび耐火物の耐食性に関する業界のレビュー。.
