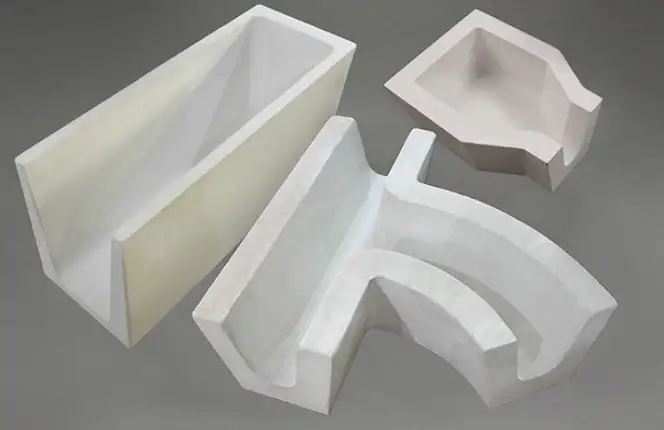
カスタム設計されたプレキャスト耐火物形状は、優れた密度、一貫した物理的特性、および大幅に短縮された設置時間を提供することにより、従来の現場鋳造ライニングよりも優れています。. ADtechのプレキャスト部材に切り替えた産業施設では、従来のモノリス施工と比較して、ダウンタイムが平均40%短縮され、ライニングの耐用年数が25%延長されました。. この効率性は、現場での混合、硬化、焼成の変動要因を排除する管理された製造環境から生じています。重要な熱処理段階を当社の専門施設に移行することで、納品後すぐに高温での使用が可能な製品をお届けします。.
高性能プレキャスト形状を支えるエンジニアリング
耐久性のある耐火物の形状を作ることは、鋳造工程のずっと前から始まっています。それは精密なエンジニアリングから始まります。標準的なレンガ積みとは異なり、プレキャスト形状は複雑な機械部品のように機能します。熱衝撃、機械的摩耗、化学的攻撃に同時に耐えなければなりません。.
熱応力解析と形状
形状の幾何学的形状は、その形状が熱をどのように扱うかを決定する。鋭角なコーナーや不均一な断面は、応力ライザーを生み出す。これらは急激な温度変化で亀裂が発生するポイントです。ADtechのエンジニアは、有限要素解析(FEA)を利用して熱負荷をシミュレーションします。当社では、エッジの丸みと均一な肉厚を優先しています。厚い部分から薄い部分への移行が必要な設計の場合は、緩やかなテーパーを付けます。このアプローチにより、ブロックを通して熱が均一に放散されます。.
アンカーシステムの統合
アンカーは、あらゆる大型プレキャスト形状の骨格となる。アンカーの配置を誤ると、コンクリートが金属製またはセラミック製の支持体から剥離する致命的な破壊につながります。.
私たちは3つの要素に基づいてアンカーシステムを設計する:
-
重量配分: より重いブロックには強化合金フックが必要。.
-
熱膨張許容値: 金属は耐火コンクリートよりも膨張します。当社では、アンカーにビチューマチックペイントやプラスチックキャップを塗布し、緩衝ゾーンを形成しています。.
-
素材の互換性: アンカーの冶金は、炉の最高使用温度に適合していなければならない。.
テクニカル・ノート 使用温度が1100℃(2012°F)を超える場合は、酸化や強度低下を防ぐため、セラミック製アンカーまたは高級ステンレス鋼(310Sまたはインコネル)をお勧めします。.
素材の選択長寿命化のための配合
プレキャスト形材の性能は原材料に大きく依存する。当社では、一般的なキャスタブルは使用しません。ADtechは、お客様の操業環境に基づいて、特定の混合物を調合します。.
集合とマトリックスの最適化
形状の「骨格」は骨材である。耐摩耗性や熱伝導性の必要性に応じて、溶融アルミナ、板状アルミナ、または炭化ケイ素を使用する。「マトリックス」は骨格を保持する微粉末と結合剤である。.
粒度分布(PSD)を注意深くコントロールします。大粒子、中粒子、微粒子を正確な比率で混合することで、最大限の充填密度を実現します。これにより気孔率が減少します。気孔率を低くすることで、溶融スラグや腐食性ガスがブロックに浸透するのを防ぎます。.
高度な接着メカニズム
従来のセメント接着は、中間温度で弱くなることがあります。私たちは高度な接着技術を活用しています:
-
低セメントキャスタブル(LCC): カルシウムアルミネートセメントの含有量が少ない。その結果、高温での強度が高くなる。.
-
リン酸塩結合: 迅速な補修と耐酸性スラグ性を必要とする用途に最適。.
-
ゾル・ゲル・ボンディング: コロイダルシリカは、乾燥を早め、耐アルカリ性を向上させる。.
表1:ADtechプレキャスト形状の一般的な材料特性
| 素材タイプ | アルミナ含有量(%) | かさ密度 (g/cm³) | 最高使用温度 (°C) | 主な用途 |
| AD-HighAl 60 | 60% | 2.55 | 1600 | 一般的な炉の内張り、壁 |
| ADタビュラー90 | 90% | 2.95 | 1800 | バーナーパイプ、デルタセクション |
| AD-SiC 80 | 80%(SiC製) | 2.65 | 1500 | 摩耗の激しい場所、セメントキルンライザー |
| AD-ジルコン 30 | 30% (ZrO2) | 3.60 | 2000 | ガラスタンク供給部品 |
製造ワークフロー:金型から焼成まで
ADtechのようなプロフェッショナル・メーカーとバックヤード・オペレーションを区別するのは、品質の一貫性です。私たちは、生産されるすべての形状について、厳格なプロトコルを遵守しています。.
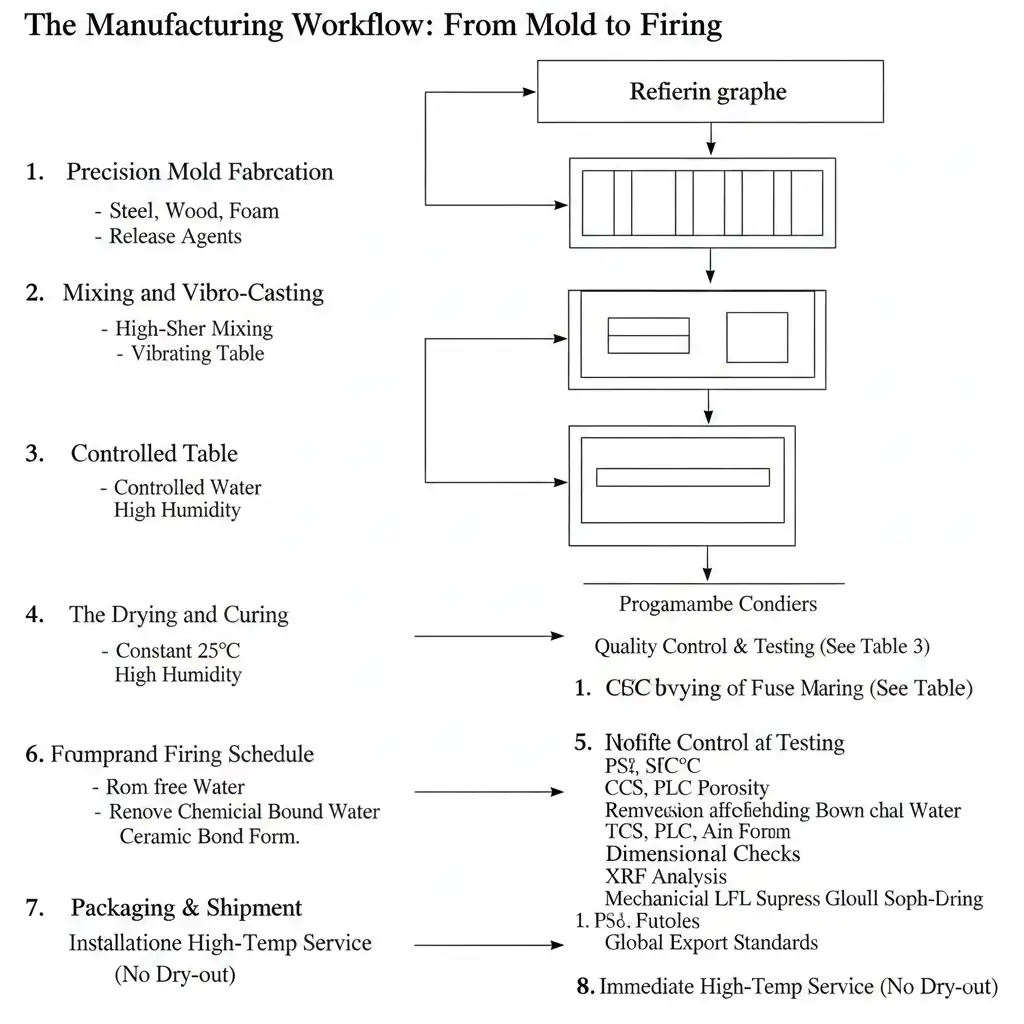
1.精密金型製作
金型によって寸法精度が決まります。当社では、スチール製、木製、高密度発泡スチロール製の金型を使用しています。大量生産には、何百回もの鋳造を繰り返しても公差を維持できるスチール製鋳型が好まれます。金型の表面は離型剤で処理され、最終製品の滑らかな仕上げを保証します。.
2.ミキシングとバイブロキャスト
加水は最も重要な変数である。水が多すぎると孔が開き、少なすぎるとハニカム(蜂の巣)ができる。私たちは、最小限の水で添加剤を活性化させるために、高剪断力のパドル・ミキサーを使用しています。.
鋳造中、鋳型は振動テーブルの上に置かれます。キャスタブルのチキソトロピー特性に合わせて周波数を調整します。これにより、気泡が押し出され、材料が鋳型のあらゆる隙間に充填されます。.
3.管理された硬化条件
硬化によってバインダーが水和し、強力な化学結合が形成される。このプロセスは温度と湿度に敏感です。ADtechの養生室は、高湿度で25℃を一定に保っています。私たちは発熱(化学反応によって発生する熱)を監視し、形状がまだグリーン(未焼成)のうちに亀裂が入るのを防ぎます。.
4.乾燥と焼成のスケジュール
これが、プレキャスト型枠の最大の利点となる。耐火コンクリートから水を取り除く作業は、急ぐと危険だ。水は蒸気に変わり、ブロックを爆発させる可能性がある。.
私たちはプログラム可能なガス窯を使っています。温度はゆっくりと上昇します:
-
常温から110℃まで: 自由水の除去。.
-
110℃から350℃まで: 化学結合水の除去。.
-
350℃から800℃まで: セラミックボンドの形成。.
レンガやモノリシックではなくプレキャストを選ぶ理由
多くの工場長は、標準的なレンガや現場打ちキャスタブルからの切り替えをためらう。しかし、運転データはプレキャストへの切り替えを支持している。.
インストール変数の排除
現場での施工は混沌としている。粉塵、周囲温度の変化、混合中の人為的ミスが最終品質に影響する。プレキャスト型枠は工場で製造されます。製品がお客様の現場に届く前に品質が確認されます。.
設置のスピード
数千個のレンガを積むには数週間かかる。大型のプレキャストブロックの設置は数日で完了する。プレキャスト形状は既に焼成済みであるため、設置後に長い「乾燥」サイクルを行う必要はない。炉をほぼ即座に運転温度まで上昇させることができる。.
表2:耐火物ライニング法の比較
| 特徴 | スタンダード・ブリッキング | 現場打ちモノリシック | ADtech プレキャスト形状 |
| 設置スピード | 遅い(手作業が多い) | 中型(型枠が必要) | 高速(クレーン/リフトアシスト) |
| 関節(ウィークポイント) | 多くの関節 | 関節が少ない | エンジニアド・インターロッキング・ジョイント |
| 乾燥の必要性 | いいえ | あり(現地で3~7日間) | なし(予熱済み) |
| 材料密度 | 高い | 可変 | 一貫して高い |
| 人件費 | 高い | ミディアム | 低い |
重工業における重要なアプリケーション
ADtechのプレキャスト・ソリューションは、熱が道具であり脅威でもある分野に貢献しています。.
セメント・石灰産業
ロータリーキルンのノーズリングとバーナーパイプは、極度の熱衝撃とクリンカーによる摩耗にさらされる。プレキャストブロックは熱による変形がないため、鉄よりも長持ちします。また、クーラーのブルノーズや3次エアーダクトダンパー用の形状も供給しています。.
スチールおよびアルミニウム
鋼鉄取鍋では、プレキャスト底部衝撃パッドが、溶融金属が叩かれる力に耐えます。アルミニウム炉では、当社の非濡れ性配合がランプやハースでのコランダムの成長を防止します。.
石油化学ヒーター
改質器のバーナータイルは火炎形状を規定する。これが劣化すると、火炎の衝突によってプロセスチューブが損傷する可能性があります。当社の高精度バーナータイルは、火炎の正しい空気力学を保証します。.
ケーススタディベトナムにおけるセメントプラントの最適化
時期:2023年3月
場所ベトナム、ハナム省
クライアント大手ポルトランドセメントメーカー(プライバシー保護のため社名非公開)
挑戦:
このクライアントは、キルンバーナーパイプで度重なる故障に見舞われていた。当初のライニングは、現場で塗布されたガンニングミックスであった。激しい振動と熱サイクル(1400℃)のため、ライニングは3~4ヶ月ごとに亀裂が入り、剥がれ落ちていました。このため、予定外の操業停止を余儀なくされ、工場では1日当たり約$150,000ドルの生産損失が発生していました。.
ADtechのソリューション:
私たちはプレキャスト設計への転換を提案した。.
-
デザイン: AD-Tabular90(高純度アルミナ)を使用して、セグメント化された六角形のシステムを設計しました。.
-
アンカーリング: 私たちは、グレード310のステンレス鋼で作られたVアンカーを、バーナーパイプの上をスライドするスチール製スリーブにあらかじめ溶接して使用しました。.
-
製造: 形材は鋳造され、硬化され、水分がすべて除去されたことを確認するため、当社の施設で600℃まで焼成された。.

結果
窯入れと乾燥に通常48時間かかるところを12時間で完了した。窯はすぐに焚き上がった。.
-
寿命だ: 新しいバーナー・パイプ・ライニングが稼動している。 14ヶ月 現在も好調を維持している。.
-
貯金: このクライアントは、3回のシャットダウンを回避し、推定で以下のコストを削減しました。 $180万ドル の生産損失を計上した。.
品質管理および試験基準
私たちは透明性によって信頼を維持します。ADtechのプレキャスト形材は、すべてのバッチが当社の研究所で厳格な試験を受けています。ASTMおよびISO試験プロトコルに従っています。.
現物確認
本生産と並行して、テスト用キューブも鋳造します。これらのキューブはテストされます:
-
冷間破砕強度(CCS): ブロックが構造荷重に耐えられることを確認する。.
-
パーマネント・リニア・チェンジ(PLC): 形状が高熱で過度に収縮・膨張しないことを確認する。.
-
多孔性: アルキメデス法で確認。.
寸法公差チェック
プレキャストの形状は完璧にフィットしなければならない。公差が緩いと隙間ができます。この隙間により、熱がライニングを迂回してスチールシェルにダメージを与えます。当社では、レーザー測定ツールを使用して、すべての寸法が±2mm以内であることを確認しています(ご要望に応じて、より厳しくすることも可能です)。.
表3:ADtechの品質保証指標
| テスト・パラメーター | 標準使用 | 頻度 | 受け入れ基準 |
| 化学組成 | 蛍光X線 (XRF) | すべてのバッチ | 仕様の±1% |
| かさ密度 | ASTM C134 | すべてのバッチ | > 最低スペック |
| 冷間破砕強度 | ASTM C133 | すべてのバッチ | > 最低スペック |
| 内部の欠陥 | 超音波検査 | ランダム・スポット・チェック | 3mmを超える内部ボイドなし |
一般的な耐火物の問題のトラブルシューティング
最高の素材を使っていても、使用条件が変われば問題が生じることがあります。ここでは、私たちがどのように問題を診断するかをご紹介します。.
熱剥落
熱面に平行に層状に亀裂が入る場合は、熱剥離である。これは温度変化が速すぎる場合に起こる。.
-
修正する: 私たちは有機繊維を含むように配合を調整します。この繊維は燃え尽き、蒸気を逃がし、柔軟性を与える小さな溝を残す。.
構造的剥落
これは、スラグがレンガを貫通し、その化学的性質を変化させることで起こる。浸透した層は、ブロックの他の部分とは異なって膨張し、折れてしまう。.
-
修正する: 私たちはミックスの密度を上げたり、スラグをはじくために非湿潤剤(硫酸バリウムや特定の塩など)を加えたりします。.
アンカーの故障
コンクリートが無傷でも壁から落ちれば、アンカーが故障したことになる。.
-
修正する: 故障したアンカーを分析します。溶けた場合は合金をアップグレードします。折れた場合は、適切な膨張ギャップをチェックします。.
耐火物技術の将来動向
業界は「スマート耐火物」へと移行しつつある。ADtechは現在、プレキャストブロックへの摩耗センサー統合を研究中だ。これらのセンサーはデータを制御室へ送信し、ライニングの厚さが危険水準に達した際にオペレーターに警告する。この予知保全モデルにより、予期せぬ故障は完全に排除される。.
さらに、当社は「ナノボンデッド」鋳造用耐火物を開発中です。マトリックスにナノテクノロジーを応用することで、気孔サイズをナノメートルレベルまで縮小できます。これにより、ガスやスラグの浸透を事実上完全に遮断する形状を実現します。.
よくある質問 (FAQ)
1.カスタムプレキャスト形状のリードタイムはどのくらいですか?
通常、リードタイムは3週間から5週間です。これには金型設計、製作、鋳造、硬化、焼成が含まれます。金型の複雑さによっては、お急ぎの注文にも対応できます。.
2.プレキャスト型枠を自分で取り付けることはできますか?
形状はあらかじめ焼成されているため、取り付けは機械的(溶接アンカーまたはボルト締め)になります。ただし、適切なジョイント・シーリングを確保するため、ADtechのスーパーバイザーの立会いをお勧めします。.
3.プレキャストブロックの間にはどのようなモルタルを使えばよいですか?
多くの用途では、膨張を考慮してモルタルなし(乾式目地)を推奨することが多い。シーリングが必要な場合は、セラミック・ファイバー・ブランケットを使用するか、ブロックの化学的性質に合った特定のホス結合モルタルを使用します。.
4.大型のプレキャスト型枠はどのように運搬していますか?
私たちは、発泡パッド入りの頑丈な木枠を使用しています。重要な表面は保護されています。世界各地に発送し、梱包が国際的な輸出基準を満たしていることを確認します。.
5.キャスティングできる最大重量は?
当社では、最大5トンのシングルブロックを鋳造しています。より大きな組立品については、輸送と設置を容易にするために分割されたシステムを設計します。.
6.プレキャスト型枠はレンガより高いのですか?
初期の材料費は、標準的なレンガよりも高くつくことが多い。しかし、型枠が不要になること、施工の手間が省けること、耐用年数が長くなることを考慮すると、総所有コストは通常低くなります。.
7.図面から既存の形状を複製できますか?
はい。2DのPDF図面、3DのCADファイル、または図面が紛失した場合は、物理的なサンプルをリバースエンジニアリングすることも可能です。.
8.作業中に形状が破損した場合はどうなりますか?
プレキャストライニングはモジュール式です。破損したブロックを取り外して交換するだけでよく、壁全体を交換する必要はありません。緊急修理のために、予備の形状をいくつかストックしておくことをお勧めします。.
9.その形状は水素バーナーと互換性がありますか?
水素燃焼は高い含水率を発生させます。私たちは、水素燃焼の還元雰囲気と高い水蒸気圧に耐性のある特定の低シリカ配合を用意しています。.
10.型に形がくっつかないようにするには?
専用のワックスベースまたはオイルベースの離型剤を塗布します。複雑な形状の場合は、柔軟なポリウレタン製の金型ライナーを使用し、エッジを傷つけることなく簡単に離型できるようにします。.
耐火物の性能をアップグレードする準備はできていますか?
現在お使いのライニングが頻繁に故障している場合、あるいは次のシャットダウンのウィンドウを小さくする必要がある場合、ADtechがお手伝いします。私たちは単に製品を売るのではなく、信頼性を売ります。.
