多孔質セラミックフィルター アルミニウム鋳造において非金属介在物を除去し金属流動を制御する、信頼性が高く費用対効果に優れた手法を提供し、歩留まり向上、手直し作業の削減、鋳造部品の機械的完全性の向上を実現します。適切な気孔サイズ、材料化学組成、設置方法と組み合わせることで、これらのフィルターは一貫した高品質な鋳造品を生み出し、鋳造工場に測定可能なコスト削減をもたらします。.
1. 多孔質セラミックフィルターとは何ですか?
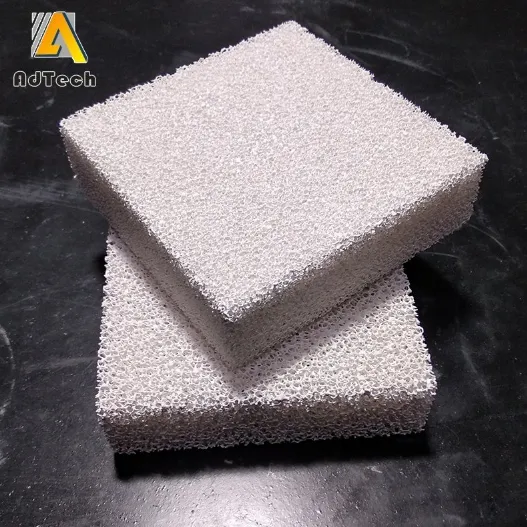
A 多孔質セラミック フィルターは、相互接続された空隙ネットワークを保持するように設計されたセラミック材料製の剛性ブロックまたはディスクである。溶融金属はこれらの曲がりくねった通路を流れ、有効孔径より大きな粒子は物理的保持と支柱表面への付着によって捕捉される。同時にフィルターは乱流を低減し、金型の層流充填を促進する。結果として、完成鋳物における介在物の減少、混入酸化物の低減、気孔率の低減が実現される。.
主要概念
-
オープンセル構造: 内部構造には、流動を可能にしつつ大きな表面積を露出させる連結した細孔が含まれている。.
-
ストラットキャプチャー: 微細な支柱が遮断と付着によって封入物を捕捉する。.
-
フロー調整: 多孔質層は流速を均一化し、酸化物を生成する飛沫を低減する。.
2. 一般的なセラミックの化学組成とフィルターの製造方法
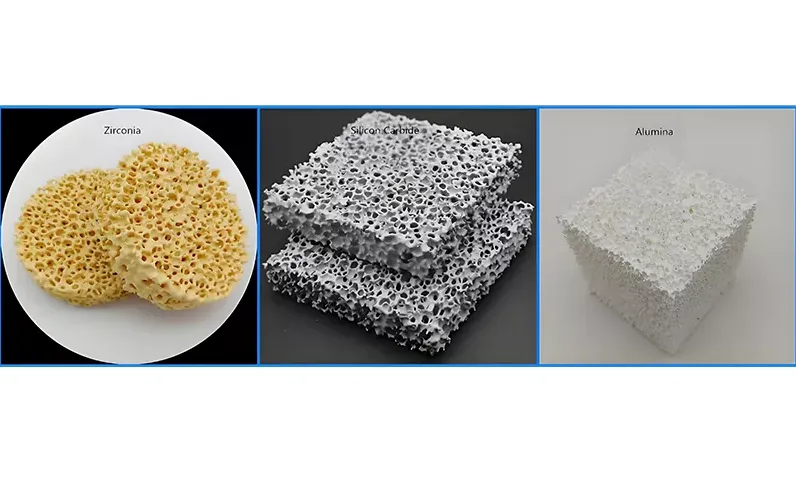
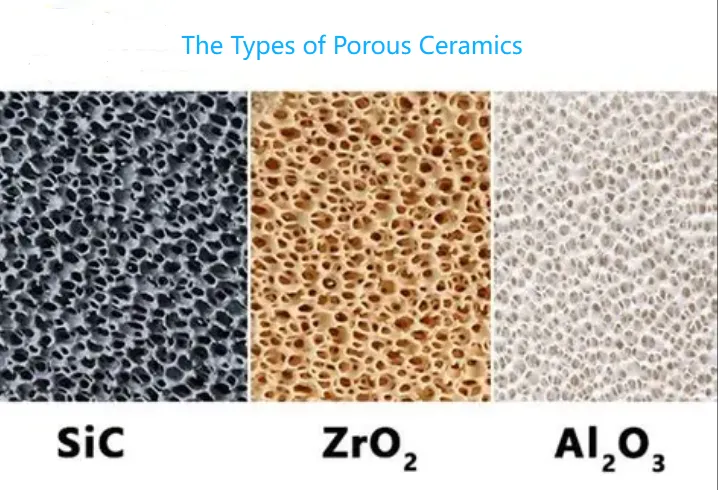
アルミニウム用多孔質フィルターは、通常、アルミナ系セラミックス、リン酸結合アルミナ、炭化ケイ素、または熱衝撃抵抗性とアルミニウム溶湯との化学的適合性を調整したハイブリッド組成物から製造される。セラミックフォームフィルターの最も一般的な製造法は、セラミックスラリーを含浸させた犠牲ポリマーフォームテンプレートを用いる。乾燥およびバインダー焼出し後、構造体を焼結して剛性のある開放セルフォームを形成する。.
材料の選択とトレードオフ
-
アルミナ(Al₂O₃): アルミニウムとの優れた化学的安定性を有し、汎用ろ過における代表的な選択肢。.
-
リン酸結合アルミナ(PBA): 歴史的に重要であり、鋳造条件下での実績が証明されている。.
-
炭化ケイ素(SiC): より高い耐熱衝撃性。高温合金や過酷な条件下での使用に適している。.
-
ジルコニア含有変異体: 極端な耐食性または極めて低い汚染リスクが必要な場合に使用されます。.
3. 細孔構造、PPI、透過性、および適切な細孔サイズの選定方法
孔径は通常、1インチあたりの孔数(PPI)で表される。アルミニウム鋳造用フィルターの一般的な範囲は、ろ過目標と許容圧力損失に応じて、約10 PPI(粗目)から70+ PPI(極細目)までである。細孔は微細な介在物を捕捉するが、流動抵抗を増加させる。適切な孔径選定は、捕捉効率と注湯速度・ゲート面積のバランスを保つ。.
実用的な選択ガイドライン
-
10-20 PPI: 大断面鋳造において、高溶融流動性と低圧力損失が要求される。.
-
20-30 PPI: 汎用アルミニウム合金鋳造品で最も一般的である。.
-
30–70 PPI: 薄肉部品や高精度用途など、微細な介在物が極めて重要となる場合。.

表1:鋳造タイプ別代表的な細孔径の選定
| 鋳造タイプ | 典型的なPPI | 主な利点 | 典型的な注意 |
|---|---|---|---|
| 重い、大量の注ぎ | 10-20 | 低圧力損失、容易な処理能力 | 微細な含有物の捕捉率の低下 |
| 一般合金鋳物 | 20-30 | バランスの取れたキャプチャーとフロー | 多くの生産ラインに対応 |
| 薄肉部品または航空宇宙部品 | 30-70 | 高い含有物除去率、表面仕上げの向上 | より大きなゲート領域またはより遅い注湯速度が必要 |
4. ろ過の物理学 — フィルターが欠陥を除去する仕組み
いくつかのメカニズムが連動して作用する:
-
機械的ふるい分け: 細孔開口部によって遮られた大きな粒子。.
-
慣性衝撃: 運動量を持つ粒子は流線から逸脱し、支柱と衝突する。.
-
傍受: 微小粒子は流線に沿って移動するが、表面に接触し付着する。.
-
接着と表面力: 濡れと化学的相互作用により、粒子が支柱に付着する。.
-
フロー・スムージング: 乱流の低減は、金型充填時の酸化物形成を抑制する。.
どのメカニズムが支配的かを理解することは、エンジニアが対象となる不純物に対して適切な細孔径と濾過面積を選択するのに役立つ。.
こちらもお読みください: セラミックフォームフィルター価格 2026.
5. 性能指標とその品質への対応関係
鋳造技術者は複数の指標を追跡する:
-
包含捕捉効率: 除去された非金属の割合。.
-
圧力損失(ΔP): 所定の流量で導入される抵抗;取鍋および鋳型の設計において重要である。.
-
金属清浄度指標: ASTM清浄度基準や実験室溶融分析などの後続試験方法によって測定される。.
-
収量の向上: ろ過に起因するスクラップおよび手戻り作業の削減率.
メーカーによれば、適切な濾過処理により目視可能な非金属欠陥が減少するとともに、後工程の機械加工歩留まりが向上する。一般的にPPI値を低く設定すると捕捉効率は向上するが、過大な圧力損失を避けるため濾過面積とゲート形状の調整が必要となる。.

6. 設置、ゲート形状、および取り扱いに関するベストプラクティス
フィルターの性能は、正しい設置と取り扱いによって大きく左右されます:
プレースメントとオリエンテーション
-
フィルターは、取鍋/注湯管と鋳型スプルーの間のゲートシステムに設置される。.
-
可能な場合は上流に沈降領域を設けることで、より大きな異物がフィルターに到達する前に落下させる。.
ゲートと面積比
-
推奨されるフィルター面積と絞り面積の比率を維持し、流速を制御する。一般的な目安として、特定の薄肉鋳物ではフィルター面積を絞り面積の4倍以上とすること。極めて薄い部分では比率をさらに増やすこと。.
予熱と温度制御
-
フィルターを予熱し、水分を除去するとともに、溶融物との最初の接触時の熱衝撃リスクを低減する。典型的な予熱温度は材料に依存するが、急激な蒸気発生を避けるため、多くの場合控えめである(100~300°Cで短時間保持)。.
取り扱い上の注意
-
機械的衝撃を避けてください。セラミックフォームは脆く、落下すると割れる可能性があります。.
-
汚染や湿気の吸収を防ぐため、乾燥した覆い付きのラックに保管してください。.
表2. クイックインストールチェックリスト
| ステップ | アクション |
|---|---|
| 1 | フィルターにひび割れや異物がないか点検する |
| 2 | メーカーの推奨に従って予熱してください |
| 3 | ゲートボックス内に位置フィルターを正しい向きで設置する |
| 4 | フィルター面積/スロットル面積の比率が仕様を満たしていることを確認する |
| 5 | 試験注湯時の注湯速度と圧力損失を監視する |
| 6 | 機械的損傷または著しい目詰まりが生じた場合はフィルターを交換してください |
7. 一般的な使用例と合金固有の注意事項
多孔質セラミックフィルターは、幅広いアルミ鋳造品に使用されています:
-
ダイカスト用原料とビレット鋳込み: 二次加工前の予備ろ過。.
-
重力鋳造と低圧鋳造: 表面外観を改善し、内部の介在物を除去する。.
-
航空宇宙・自動車向け高機能合金: 非常に細かいフィルターと厳格な溶融処理の組み合わせにより、優れた特性が得られる。.
合金に関する注記:
-
高シリコン含有合金は微細な金属間化合物を形成する可能性がある。表面外観が重要な場合には、より微細な気孔を選択すること。.
-
高マグネシウム合金の場合、化学的適合性を確保し、反応を避けるために十分な予熱を行ってください。.
8. プロセス統合:脱ガス、フラックス処理、ろ過の相乗効果
適切な溶融処理と組み合わせた場合に、ろ過は最高の性能を発揮します:
-
脱ガス: 溶解水素を除去し、気孔の発生を防止します。ろ過工程の上流で脱気処理を行い、気泡によるフィルター目詰まりを防ぎます。.
-
フラックス処理とスキミング: 溶湯がろ過段階に入る前にスラグを除去する。.
-
熱制御: 溶融温度を一定に保ち、フィルター通過時の流動特性を変化させる粘度変化を回避する。.
これらの手法を統合すると、フィルターの寿命と効率が向上し、溶融金属全体の清浄度が向上する。.

9. 点検、寿命、故障モード、およびトラブルシューティング
寿命と交換トリガー
-
ほとんどの鋳造現場ではフィルターは使い捨てです。各鋳込み後、または著しい圧力上昇が詰まりを示した際に交換してください。.
-
取り扱い時の機械的損傷は、拒絶の一般的な原因である。.
一般的な故障モード
-
熱衝撃によるひび割れ: 冷たいまたは湿ったフィルターが熱い金属に触れることによって引き起こされる。.
-
過度の詰まり: 急激な圧力上昇、注湯速度の低下、またはゲート領域に対してフィルターが細かすぎる。.
-
チャネリング: 不均一な流れが、不適切な密着や構造の破損によりフィルターの一部を迂回する。.
トラブルシューティング表
| 症状 | 考えられる原因 | 提案された是正措置 |
|---|---|---|
| 急激な圧力上昇 | 毛穴の詰まりや不純物の滞留 | ろ過面積を増やす、上流のスキミングを確認する |
| 鋳造物に目視可能なフィルター残留物 | フィルター破片または不完全な装着 | フィルターの損傷を確認し、装着方法を変更する |
| フィルターにもかかわらず多孔性が増加した | ガス含有量、内包物ではない | 脱ガスシステムと水素レベルを確認する |
| 急速な摩耗または浸食 | 化学的不適合または乱流 | SiCまたはそれ以上のグレードの化学薬品を使用し、注ぎ速度を遅くする |
10. 経済的根拠 — コストと便益の均衡
多孔質セラミックフィルターは、鋳造歩留まりの向上と手戻り作業の削減による価値と比較して低コストである。主な価値要因:
-
スクラップ率の低下 より少ない包含物関連の欠陥から。.
-
加工不良品の削減 内部健全性の改善による。.
-
予測可能な品質 より高価なプレミアム部品の使用を可能にする。.
単純な投資回収モデルでは、鋳造1回あたりのフィルターコストとスクラップ削減効果を比較する。多くの工程では、わずかなスクラップ削減(一桁パーセントポイント)でも、ろ過コストを短期間で回収できる。.
11. 代替ろ過法との比較
その他の方法には、セラミック結合フィルター、メッシュフィルター、電磁式または遠心式洗浄が含まれる。多孔質セラミックフォームは利点を保持している:
-
深層捕捉のための高い表面積。.
-
受動動作、可動部なし。.
-
アルミニウム溶湯に対して優れた熱的・化学的安定性を示す。.
ただし、特定の粒子サイズをターゲットとする必要がある場合や、連続ろ過システムが導入されている場合には、代替手段が望ましい場合がある。.
12. 環境、安全、および取り扱いに関する懸念事項
-
粉塵とバインダーの燃焼 製造時または切断加工時には、空気中に浮遊するセラミック粉塵が危険となる可能性があります。粉塵対策装置および個人用保護具(PPE)を使用してください。.
-
使用済みフィルター: 使用済みフィルターには不純物が含まれているため、該当する場合は地域の有害廃棄物規則に従って取り扱いおよび廃棄してください。.
-
溶融金属の安全対策: フィルターを取り付けまたは交換する際は、常に定められた取扱い基準および個人用保護具(PPE)基準に従ってください。.
13. 設計例と技術的注記
例:薄肉ダイカスト用フィルターの選定
-
必要な注湯速度とゲートスロットル面積を決定する。.
-
懸念される最小の介在物を対象としつつ、圧力損失が取鍋の能力範囲内に収まるように、適切な細孔サイズを選択する。.
-
より細かいPPIを使用する場合は、フィルター面積を増やしてください。.
表3. 一般的なセラミックフィルターの化学的性質の比較
| プロパティ | アルミナ(Al₂O₃) | 炭化ケイ素(SiC) | リン酸結合アルミナ |
|---|---|---|---|
| アルミニウムとの化学的適合性 | 高い | 高い | 高い |
| 耐熱衝撃性 | 中程度 | 高い | 中程度 |
| 代表的なアプリケーション | 汎用 | 高応力鋳込み | 標準的な鋳造所での慣行 |
| 利用可能な典型的な細孔径範囲 | 10~70 PPI | 10~40 PPI | 10~40 PPI |
14. アドテックの多孔質セラミックフィルターが現代の鋳造工場にどのように適合するか
アドテックでは、溶解化学と生産リズムに最適化されたフィルターを製造しています。標準的なアルミナフォームフィルターに加え、薄肉部品や航空宇宙用途向けの高性能グレードも取り揃えています。フィルターは多孔性、支柱強度、熱性能について品質検査を実施し、生産ニーズを満たします。カスタム要件には、上流のゲート設計に合わせた細孔分布の調整やサイズカットオプションを提供します。.
15. 導入事例研究(簡潔で実践的)
中規模自動車鋳造工場は、重要エンジンハウジングライン向けに25 PPIアルミナフォームフィルターへ移行した。注湯速度を維持するためゲート領域を調整後、同工場は以下の記録を収めた:
-
18%における介在物欠陥に関連するスクラップの削減,
-
12% による二次加工不良の減少,
-
ろ過コストは4ヶ月以内に回収される。.
主な教訓:細孔サイズを実際の欠陥サイズ分布に適合させ、圧力損失を監視すること。.
16. 応用分野と研究の方向性
研究者らは評価を続けている:
-
段階的多孔性フィルター: 異なるPPIのレイヤーを用いて、初期段階では大きな異物を捕捉し、後工程ではより微細な粒子を捕捉する。.
-
コーティングされたストラット: 濡れ性を向上させ、化学反応を抑制し、あるいは粒子付着を促進するための表面処理。.
-
積層造形多孔質セラミックス: 細孔形状と分布の精密制御による性能最適化。.
これらの進展は、ろ過効率の継続的な向上と予測可能な鋳造品質を示唆している。.
セラミックフォームろ過技術・品質FAQ
1.航空宇宙グレードのアルミニウムには、どのような孔径を使用すればよいですか?
2.フィルターで溶存水素を除去できますか?
3.フィルター装着時の熱衝撃を避けるには?
4.PPIは細かい方が常に良いのか?
5.注湯中にフィルターが詰まったかどうかを見分ける方法は?
6.セラミックフィルターは再利用できますか?
7.攻撃的な溶融物にはどの化学薬品が最適か?
8.フィルターは融液の化学組成を変えるのか?
9.スロットル面積に対するフィルター面積の割合は?
多くの鋳物工場では、標準的な薄肉鋳片の場合、最低4:1(A_{フィルター}:A_{スロットル})の比率を使用しています。この比率は、一貫した流速を確保するため、非常に薄い鋳物や複雑な鋳物では高くなることがよくあります。.
10.フィルターの効果を確認するテストは?
閉会勧告
-
2つのPPIレベルと制御されたゲートエリア変化を用いた短時間因子試験を実施し、圧力損失と不良率を観察する。.
-
上流で水素とドロスのレベルを測定し、ろ過が粒子状物質の問題を対象とし、ガス欠陥を対象としないことを保証する。.
-
現場におけるフィルターの取り扱いと予熱を標準化し、熱衝撃事故を減らす。.
