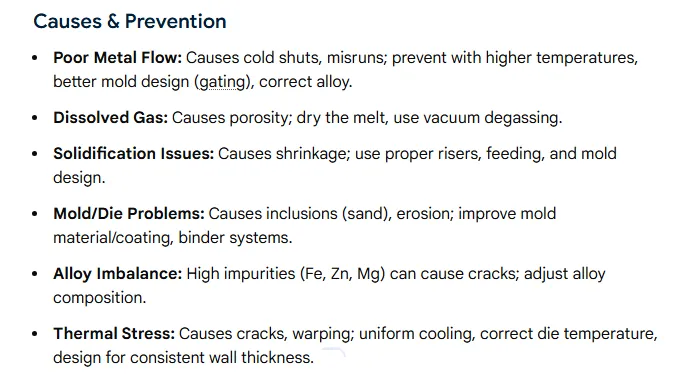
高品質なアルミニウム鋳造品には、溶湯の化学組成、流動挙動、凝固過程の厳密な管理が求められる。最も頻発し性能に重大な影響を及ぼす欠陥——ガス孔、収縮、酸化物・介在物の混入、熱割れ、表面欠陥——は、予測可能な段階(溶湯調製、移送、鋳型充填、凝固)に起因する。効果的な対策には、頑健な溶湯清浄化と溶剤 または ガス抜き), 人工ろ過 (セラミック・フォーム・フィルター), 慎重なゲート設計と熱設計、そして検証済みのプロセス管理。これらの対策を同時に実施することで、ファウンドリは廃棄物を削減し、機械的特性を向上させ、より高い受入基準を満たしつつ、生産コスト効率を維持できる。.
1. アルミニウム鋳造欠陥が重要である理由
鋳造品質の低下は単価上昇、現場故障リスクの増加を招き、航空宇宙・自動車・耐圧用途での部品使用を不可能にします。鋳造品質の管理により、機械加工余裕の低減、歩留まりの向上、予測可能な機械的挙動、顧客信頼の強化が実現します。調達・認証要求を満たすには、追跡可能な工程管理と溶解処理の文書化が必須となる場合が多いです。.
2. 欠陥の形成過程
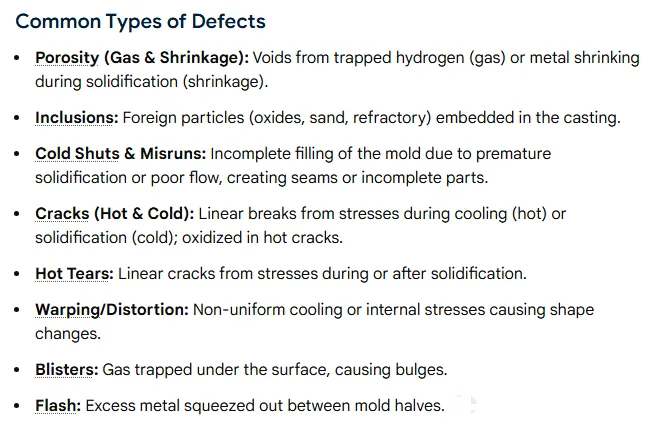
欠陥は、金属、金型、工具、またはプロセス条件が、非均一な流動、閉じ込められたガス、または相変化時の不十分な供給を引き起こす際に発生する。欠陥を生じる主なプロセス:
-
固化時のガス溶解と放出により、丸みを帯びた気孔が生じる。.
-
十分なフィードメタルなしでの熱収縮は、収縮空洞と内部ボイドを生じさせる。.
-
乱流充填と表面崩壊により酸化皮膜が形成され、これが巻き込まれることで非金属介在物と二層膜が生じる。.
-
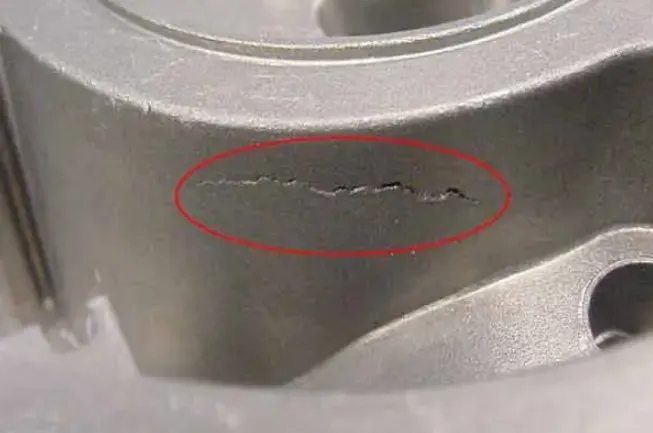
不十分な熱勾配または拘束された収縮がホットティアを引き起こす。.
これらのメカニズムは文献でよく研究されている。水素の溶解挙動はガス空隙率の核心である。なぜなら溶融アルミニウムは固体よりもはるかに多くの水素を保持できるため、水素は凝固過程で排除され、事前に除去されなければ気泡を形成するからである。.
3. 分類:一般的なアルミニウム鋳造欠陥(要約表)
| 欠陥の種類 | 典型的な外観 | 主要な根本原因 | 代表的な検出方法 |
|---|---|---|---|
| ガス細孔率(水素) | 丸みを帯びた内部/ピンホール | 過剰な溶解水素;水分、乱流充填 | X線、超音波、破壊的切断 |
| 収縮気孔率 | 最終凝固領域付近の不規則な空洞 | 給餌不足、立ち上がりの悪さ、温度勾配 | X線、金属組織学 |
| 酸化物介在物/バイフィルム | ストリンガー、層状欠陥 | 表面酸化、乱流充填、巻き込み | 視覚的、X線、粒界分析 |
| 熱い涙/熱いひび割れ | 高温箇所付近の不規則な亀裂 | 凝固時の高ひずみ | 視覚的、染色浸透、金属組織学 |
| 冷たいシャットダウン | 表面上の不完全な融合線 | 低い注ぎ温度、ゆっくり注ぐ | 視覚的、機械加工の証拠 |
| ミスラン | 短い、不完全な鋳造形状 | 低温、低注湯速度 | ビジュアル |
| 砂欠陥(気泡、砂溶着) | 表面の穴、凹凸 | カビの分解、砂中の水分 | 視覚的、切断 |
| 含有物(スラグ、耐火物) | 硬質粒子、局所的な欠陥 | 溶融表面汚染、耐火物の摩耗 | 視覚的、化学的分析 |
| 表面の水ぶくれ/ガス痕 | 隆起した部分、地中空洞 | 金型界面におけるガス発生 | 視覚的、切断 |
| 収縮クラック(コールドゾーン) | 厚みから薄さへの移行部における微細な亀裂 | 熱設計の不一致 | 視覚的・金属組織学 |
(この簡略化された分類法は、標準的な鋳造欠陥図鑑および鋳造所の慣行に従っている。)
4. ガス多孔性:性能制限の主要因
なぜ水素が常連の犯人なのか
水素は液体アルミニウムに容易に溶解するが、固体中でははるかに溶解しにくい。冷却中に溶解度は急激に低下し、水素は残留液中に排出される。そこで水素は気泡の核を形成し、凝固完了前に排出されなければ気泡として閉じ込められる。このメカニズムにより、多孔性が枝晶間領域や最終凝固領域に集中する理由が説明される。溶湯中の水素含有量の監視・制御に加え、水素を排出させる工程ステップが不可欠である。.
実用的な検出と受容
-
プロセス監視にはリアルタイム溶解水素センサーを使用する。.
-
重要な部品にはX線撮影またはコンピュータ断層撮影(CT)を用いる。.
-
受入限界を設定する(例:多くの航空宇宙部品は内部気孔率をほぼゼロに要求し、厳格なX線基準を使用する)。.
修復の優先順位
-
水素侵入を防止する:充填材を乾燥させ、水分源を除去し、炉内雰囲気を制御する。.
-
溶解処理:溶解ガス及び表面汚染物質を除去するためのフラックス処理と脱ガス処理。.
-
ろ過および制御された充填により、再汚染および混入を防止する。.
-
枝晶間領域へのガス閉じ込めを回避するための凝固管理(ライザー配置、チル処理)。.
5. 収縮と給餌失敗
収縮欠陥は、鋳造時の冷却により局所的に金属体積が減少する一方で、湯口設計の不備や熱的隔離により供給金属が届かない場合に発生する。収縮を回避するには、熱的制御と湯道の設計の両面での対策が必要である:
-
方向性凝固の原理を用いて、溶融金属が立上り管に向かって供給されるようにする。.
-
凍結限界域に立管を設置し、十分な立管質量と断熱を確保すること。.
-
ライザーサイズが制約されている場合、冷却を利用して凝固前線を移動させる。.
-
シミュレーションツールで検証する。多くの成功している鋳造メーカーは、鋳造シミュレーションを用いてホットスポットを予測し、給湯管のサイズを正確に決定している。.
6. 酸化皮膜、介在物、およびバイフィルム:見えない殺し屋
溶融アルミニウムが空気と接触すると、数分の1秒で酸化皮膜が形成される。流れが乱流である場合や、注湯中に表面が乱れると、これらの皮膜が溶融液内に折り込まれ、二層膜と呼ばれる層状欠陥を生じる。これは疲労強度を大幅に低下させ、き裂発生源として作用する。酸化物の混入を防ぐには以下の対策が必要である:
-
適切なゲート設計とタンディッシュ操作による層流充填.
-
移送前の表面洗浄およびスケミングによるスラグ除去。.
-
サブミクロンサイズの介在物を捕捉し、下流で安定した流れを生成する効果的なフィルターの使用。セラミックフォームフィルターは層流を発生させ、酸化物や混入粒子を機械的に捕捉すると同時に、熱衝撃や侵食に耐性があるため、介在物数を低減し部品の信頼性を向上させる。.
7. 熱涙と熱応力
高温割れは、凝固最終段階における合金の収縮が、材料が半固体で脆いため塑性変形によって吸収できない場合に発生する。主な制御要因:
-
急激なセクション変更や、控えめな細部から太部への移行を避ける。.
-
より均一な温度勾配を促進する;冷却または局所ヒーターを用いて凍結順序を変更する。.
-
ホットスポット滞留時間を低減する合金とゲート構造を選択する。.
-
シミュレーションを用いて熱歪みを定量化し、工具を調整する。.
8. 表面仕上げの問題と外観上の欠陥
表面欠陥は、砂の欠陥、金型界面でのガス、耐火物の劣化、または炉の汚れによって生じることがあります。予防策としては、厳格な砂管理、乾燥した清潔な原料、耐火物のメンテナンス、および流動経路表面への介在物の再付着を防ぐためのろ過が含まれます。.
9. 溶解処理技術(フラックス、脱ガス)
フラックス関数と選択
アルミニウム溶湯処理用フラックスは、スラグ制御、脱酸、脱マグネシウム、溶湯化学組成の精製を目的とした無機塩類の設計配合物である。 高品質な粒状フラックスは、溶湯を被覆して酸化を抑制し、ドロスを吸着または浮上させ、微細介在物の凝集を促進し、攪拌と併用することで溶解ガスの除去を助ける。適切なフラックスの選定は、合金系統、操作温度、および処理目的が脱ガス、洗浄、化学組成制御のいずれかによって決まる。.
脱気方法
一般的な脱気手法には以下が含まれる:
-
パージガスのバブリング不活性ガス(アルゴンまたは窒素)を溶融アルミニウムに通して水素を除去する。効果的で拡張性があり、広く使用されている。.
-
ロータリー脱気ローターがガスを微細な気泡に分散させ、水素の捕捉効率を高める。高スループット炉に適している。.
-
タブレット/固形脱気剤化学反応によりガスを発生させ、水素の凝集を助ける化学錠剤。小規模な店舗では有用だが、残留物を生じることがある。.
-
真空脱気:圧力を低下させて水素発生を促進する;非常に低い水素レベルが必要な場合に使用される。.
-
超音波脱気音響キャビテーションは溶解ガスや一部の介在物を除去可能;ニッチ用途で台頭中。.
各手法には、設備コスト、処理能力、操作者の技能、残留物においてトレードオフが存在する。機械的脱ガスとガスパージング、さらにフラクシングとろ過を組み合わせたプログラムは、大半のアルミニウム鋳造工場において欠陥率を実用的に最も効果的に低減する。.
10. ろ過技術と設置
セラミックフォームフィルターが広く使用されている理由
アルミナ系セラミックフォームフィルターは高い多孔性と曲折流路を備え、マイクロンサイズの粒子まで捕捉し、乱流を層流に変換する。熱的耐久性と耐侵食性に優れるため、アルミニウム合金鋳造において、介在物除去と流れの平滑化が酸化物混入防止や下流工程での乱流再酸化低減に不可欠な場面で信頼性の高い選択肢となる。適切に選定されたセラミックフォームフィルターは、介在物数を劇的に低減し、下流工程の機械的特性向上に寄与する。.
実用上の考慮事項
-
透過量と捕捉効率のバランスが取れた細孔径と多孔率評価を選択する。.
-
フィルターをゲートシステムの上流側、適切に設計された鋳型またはタンディッシュ内に設置し、表面の浮遊物だけでなく溶湯全体を捕捉できるようにする。.
-
確実な取り付けを確保し、予熱ショックを最小限に抑えることで、早期破損を防止する。.
-
予定通り交換し、トレーサビリティ文書の一部としてフィルターの使用状況を記録する。.
11. プロセス設計:ゲート、ベント、冷却段差、およびシミュレーション
優れた熱設計と流動設計により、溶解処理が決定的要因となる前に多くの欠陥を防止できる。主要な技術:
-
滑らかなゲート、テーパー付きスプルー、適切なサイズのランナーを使用し、乱流や折り目を防ぐ。.
-
金型キャビティから排出される空気やガスのための通気口と逃がし経路を設ける。.
-
冷却と方向性凝固を適用し、ライザーへの鋳造促進を図る。.
-
鋳造シミュレーションソフトウェアを用いてホットスポット、乱流、充填挙動を予測し、その後金型設計を反復する。.
シミュレーションとパイロット試験を組み合わせることで、高廃棄率を招く危険な形状を迅速に特定できる。.
12. 検査、測定、および制御
現代の鋳造所では階層的な制御を採用している:
-
インライン監視水素測定、温度記録、およびフラックス塗布記録。.
-
非破壊検査X線撮影、超音波探傷試験、亀裂用染色浸透探傷試験、および重要部品向けCTスキャン。.
-
破壊サンプリングプロセス監査における金属組織切断および介在物分析.
-
SPC主要パラメータ(水素ppm、溶融温度、ろ過サイクル、脱ガス時間)に統計的工程管理を適用し、継続的な改善を推進する。.
13. トラブルシューティングマトリックス(アクション可能な表)
表:一般的な欠陥の根本原因チェックリスト
| 観察された欠陥 | 即時確認 | 考えられる根本原因 | 最初の是正措置 |
|---|---|---|---|
| ガス細孔率(散在) | 水素計の読み取り値、電荷水分、炉内雰囲気 | 湿潤電荷、凝縮、溶融物中の高水素含有量 | デガス処理(回転+パージ)、ドライチャージ、貯蔵性向上 |
| 収縮(局所的) | シミュレーションの焦点、ライザーの適切性 | 上昇気流の弱さ、熱的ボトルネック | ライザー/チルを追加、ゲート設計を修正、シミュレーションを活用 |
| 酸化物介在物/バイフィルム | 視覚的粗悪品、乱流充填 | 乱流、取鍋縁部の損傷、移送不良 | セラミックフォームフィルターを設置、ゆっくり充填、ゲート形状を変更 |
| 熱い涙 | 設計断面、拘束条件の検証 | 高い熱勾配、剛性金型 | 合金による延性の付与、凝固経路の調整、冷却剤の使用 |
| 表面焼き付き | 耐火状態、炉内スキミング | 耐火物の摩耗、過熱 | 耐火物の補修、溶融表面の清掃、フラックスの除去 |
表:ろ過と脱気の選択クイックリファレンス
| 必要条件 | 推奨される主な方法 | 備考 |
|---|---|---|
| 高含有率除去、連続流 | セラミックフォームフィルター(Al₂O₃) | フィルターを予熱する、孔径等級を選択する |
| 低~中程度の水素 | 不活性ガスを用いた回転脱気 | 最高のパフォーマンスを得るにはアルゴンを使用してください |
| 非常に低い水素レベル | 真空式または回転式+真空式複合機 | 重要な部品に使用される、より高い設備投資 |
| 小規模店舗、少量生産 | タブレットフラックス+手動スキミング | 低コスト;残留物の可能性あり |
| 高スループット、自動化 | インラインフィルター+自動回転式脱気装置 | 一貫した品質に最適 |
(これらの表を初期チェックリストとして使用し、合金と部品サイズに合わせて調整してください。)
14. 実践的な実施計画とアドテックの位置付け
アドテックは、各制御層に対応した機器と消耗品を製造しています:
-
脱ガスステーション炉の処理能力に合わせて設計された回転式脱ガス装置およびパージシステムは、溶解水素を低減し、均一性を向上させます。制御された不活性ガス供給と自動攪拌と組み合わせることで、ランダムな気孔率を引き起こすばらつきを低減します。.
-
粒状フラックス製品ライン被覆、スラグ結合、非金属成分の凝集促進、および短時間処理窓における水素除去を目的とした配合フラックスブレンド。適切な添加技術と配合レシピの選択により、酸化とドロス形成を低減する。.
-
セラミック発泡フィルタープレートアドテックの泡フィルターは酸化物や粒子を捕捉すると同時に、二層膜の折り畳みを防止する層流を発生させます。適切なフィルター選定と確実な設置により、鋳造物の含有物数が測定可能なレベルで減少し、引張強度および疲労特性が向上します。.
実施のための提案プログラム
-
監査:基準水素濃度(ppm)、含有率、廃棄理由を測定する。.
-
パイロット試験:タンディッシュにセラミックフォームフィルターを追加し、現行の工程と並行して50~200回の鋳込みを実施する。介在物の発生数と機械的試験結果を記録する。.
-
検証:回転脱ガスと標準化されたフラックス添加を導入し、水素の推移を監視する。.
-
制御:センサー、統計的工程管理(SPC)、およびオペレーター訓練を統合する。各加熱工程ごとに追跡可能な記録を維持する。.
この体系的なアプローチはばらつきを減らし、トラブルシューティングをはるかに容易にする。.
15. 修理、保守、およびオペレータ訓練
-
フラックスは乾燥した状態で密閉容器に保管すること。固まったり変色したロットは廃棄すること。.
-
推奨される場合はフィルターを予熱し、ひび割れがないか点検すること。冷えたフィルターを強い水流に無理に挿入してはならない。.
-
水素分析装置を校正し、結果を記録する。.
-
操作員に対し、穏やかな注湯、取鍋の取り扱い、および測定値が変動した際の迅速な是正措置について訓練を実施する。.
16. 規制、仕様、調達に関する注意事項
-
下流顧客が気孔率の低減またはトレーサビリティを要求する場合、発注書にろ過および脱気の要件を明記すること。.
-
非破壊検査レベル(例:放射線検査品質レベル)に紐づく受入基準を含め、溶解処理記録の文書化を要求する。.
-
航空宇宙分野や重要用途においては、フラックスのバッチおよびフィルターの分析証明書を保管すること。.
17. 各生産シフト前の迅速な決定チェックリスト
-
炉および取鍋の耐火物の状態を確認する。.
-
充填を確認し、材料の乾燥状態を返す。.
-
溶解温度を確認し記録する。.
-
基準水素濃度(ppm)を記録する。閾値を超える場合は脱気処理を行う。.
-
フィルターおよび脱気装置が設置され、正常に機能していることを確認する。.
-
ゲート金型とライザーパターンが検証済み図面と一致することを確認する。.
-
逸脱を文書化する。.
18. よくある質問
Q1: 内部の多孔性を低減する上で、最も効果的な単一の対策は何ですか?
A1: 溶湯中の水素を脱ガス(回転式またはパージガス)によって制御し、かつ湿気の侵入を厳格に防止することで、気孔リスクを最も大きく低減できる。水素計を用いて効果を確認すること。.
Q2: 優れたフィルターはすべての多孔性を除去できますか?
A2: フィルターは不純物を除去し、層流を促進することで酸化物の閉じ込めを防止します。ただし溶解水素を直接除去するわけではないため、ガス孔を排除するにはろ過だけでは不十分です。フィルターは脱ガス処理および適切な金型設計と併用する必要があります。.
Q3: セラミックフォームフィルターはどのくらいの頻度で交換すべきですか?
A3: メーカーのガイドラインと生産記録に基づきフィルターを交換してください。連続鋳造ラインでは、鋳造回数と観測された差圧に基づいて交換スケジュールを設定します。パイロット運転中にフィルターの寿命を追跡し、カスタマイズされた交換間隔を設定してください。.
Q4: フラックスは安全に使用できますか?また、どのように扱うべきですか?
A4: 高品質フラックスは鋳造用途向けに調製されていますが、個人用保護具(PPE)を着用して取り扱ってください。乾燥した環境で保管し、使用量を守り、残留物を残す可能性のある過剰添加を避けてください。供給元は使用指針として安全データシート(SDS)を公開しています。.
Q5: 大量生産される自動車鋳造品には、どの脱ガス方法が最適ですか?
A5: 制御されたパージガスと組み合わせたロータリー脱気システムは、効率性、速度、連続運転のバランスが取れているため、大量生産における業界標準となっています。.
Q6: 気孔が収縮によるものかガスによるものか、どう見分ければよいですか?
A6: ガス孔は一般的に球形で分散している。収縮空洞は不規則な形状で、凝固ホットスポットに位置する。金属組織学、X線、切断検査がこれらを区別するのに役立つ。水素測定もガスの関与を明らかにする。.
Q7: セラミックフィルターは溶融化学に影響を与えますか?
A7: 高品質なセラミックフィルターはアルミニウム合金に対して化学的に不活性であり、溶湯組成を実質的に変化させません。ご使用の合金ファミリーとの適合性が文書で確認されているフィルターを選択してください。.
Q8: フラックス処理は脱ガス処理の代わりになるか?
A8: フラックス処理と脱ガス処理は異なるメカニズムに対処します。フラックスはドロスの除去や気泡の合体を助けますが、機械的脱ガス法で達成されるような低水素レベルを実現することは稀です。品質が要求される場合には両方を併用してください。.
Q9: 鋳造アルミニウムにおける水素の実用的な許容値はどれくらいですか?
A9: 目標値は合金と用途によって異なります。多くの工場では、一般的な工業用鋳物において溶湯中の水素含有量を100gあたり0.2~0.3ml未満を目標とし、重要部品ではさらに低い値を目指します。最終的な合格/不合格基準については、顧客が定めた仕様書に従ってください。.
Q10: トレーサビリティのために、どのような測定と記録管理を行うべきですか?
A10: 炉ID、投入材料、フラックスバッチ、水素測定値、脱ガスサイクルパラメータ、フィルタータイプおよびシリアル番号またはバッチ番号、注湯時間、非破壊検査結果を記録する。これらの記録は根本原因調査および顧客監査を支援する。.
19. 導入事例研究
中規模鋳造工場では、以下の3つの変更を実施した結果、内部気孔に関するクレームを70%削減した:全溶解工程での自動回転式脱ガス装置の導入、各合金グループごとの粒状フラックス投与量の標準化、注湯ステーションへのセラミックフォームフィルターの後付け設置。同工場は水素モニタリングを追加し、3か月間にわたる水素ppmの統計的プロセス管理(SPC)チャートを作成した。データは一貫した減少傾向を示し、X線検査による不良品率が低下した。.
20. 最終的な推奨事項とチェックリスト
-
溶解の清浄度を第一の防御とみなす:乾式装入、炉内雰囲気の制御。.
-
複合的な手法を採用する:脱ガス+フラックス+ろ過により、相乗的な品質向上が実現される。.
-
重要な制御装置(水素計、温度ロガー)に計測機器を設置する。.
-
工具設計の初期段階でシミュレーションを適用し、熱的ホットスポットを排除する。.
-
各バッチごとにトレーサビリティ記録を保持し、迅速な根本原因の特定を可能にする。.