La filtración tubular proporciona un método fiable para eliminar las inclusiones no metálicas y los óxidos arrastrados del aluminio fundido, produciendo un flujo de metal más uniforme y reduciendo significativamente las tasas de desecho. Cuando se especifican e instalan correctamente, los filtros tubulares de alúmina porosa ofrecen una filtración más fina que muchos filtros de espuma, mejoran el acabado de la superficie de fundición y aumentan el rendimiento de la primera pasada, al tiempo que requieren una manipulación térmica rutinaria y un diseño de compuerta adaptado para evitar obstrucciones y choques térmicos.
1. Qué es la filtración de tubos y por qué es importante en la fundición de aluminio
La filtración por tubos utiliza tubos cerámicos rígidos y porosos colocados en el recorrido de la masa fundida para atrapar las inclusiones y romper las películas de óxido, permitiendo al mismo tiempo el paso del aluminio fundido. Los tubos filtrantes suelen instalarse en artesas, tubos de tallo, cucharas o carcasas de filtros en línea y son habituales en líneas de colada por gravedad, baja presión y algunas líneas de colada continua. La principal ventaja es la reducción de inclusiones que, de otro modo, causarían manchas superficiales, defectos internos, cierres en frío y propiedades mecánicas inferiores.
La experiencia del sector demuestra que la inclusión de un filtro de tubo correctamente adaptado entre el horno y el molde reduce los índices de defectos y mejora la estabilidad del procesamiento posterior. Esta mejora se traduce en menos reprocesamientos, menos piezas desechadas y una mayor aceptación por parte del cliente de las piezas de fundición de acabado crítico.

2. Materiales básicos y fabricación de tubos filtrantes
Materiales típicos
-
Alúmina fundida (Al₂O₃): el más común debido a su buena resistencia química al aluminio fundido y a sus propiedades térmicas adecuadas.
-
Cerámica estabilizada con circonio: utilizado para aleaciones de alta temperatura o cuando se necesita robustez mecánica.
-
Partículas de alúmina adheridas: a veces se ofrecen en formatos de cartucho que combinan partículas en un cuerpo rígido.
Notas de fabricación
Los tubos filtrantes se fabrican formando cuerpos cerámicos porosos con granulometría y perfiles de sinterización controlados. La porosidad y tortuosidad finales determinan la capacidad nominal de filtración y las características de caída de presión. Los fabricantes suelen clasificar los grados por tamaño de grano o tamaño nominal de captura de partículas para ayudar a adecuar la selección de tubos a la distribución del tamaño de inclusión en la masa fundida.
3. Cómo funciona la filtración tubular en la práctica de la fundición
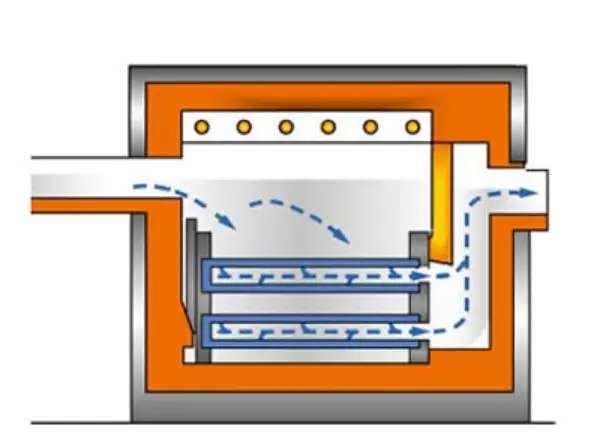
Una corriente de aluminio fundido que se aproxima al filtro es forzada a través de muchos pequeños poros interconectados. Las inclusiones y los fragmentos de óxido más grandes que la garganta efectiva del poro son capturados en la matriz del filtro o atrapados en los canales tortuosos. El filtro también disipa el flujo turbulento, fomentando el llenado laminar que reduce el arrastre de óxidos superficiales durante el llenado del molde.
Mecanismos clave:
-
Tamizado mecánicopartículas más grandes quedan retenidas en las gargantas de los poros.
-
Interceptación y adsorciónpartículas más pequeñas se adhieren a las paredes de los poros debido a la geometría de la trayectoria del flujo.
-
Flotación y aglomeración aguas abajoel filtro puede cambiar la estructura del flujo para que las partículas más pequeñas tengan más posibilidades de aglomerarse y quedar atrapadas.
Nota práctica: los filtros tubulares son pasivos; su eficacia depende en gran medida de la limpieza de la masa fundida, del control de la temperatura de la masa fundida y de los procesos de desgasificación previos. La combinación de la filtración tubular con la desgasificación en línea o la desgasificación rotativa suele dar los mejores resultados.
| Característica | Filtro de espuma cerámica (CFF) | Sistema de filtración por tubos |
| Área de filtración | Estándar (plano único) | 3-5 veces mayor (Multitubo) |
| Eliminación de inclusiones finas | Bien | Excelente (alta precisión) |
| Calidad del metal | Fundición general | High-End Foil / Aeroespacial |
| Revestimiento refractario | Simple | Caja de filtro especializada |
4. Grados de filtración, tamaños de poro y criterios de selección
Seleccionar el grado de filtro de tubo adecuado es un equilibrio entre el tamaño de inclusión objetivo, la caída de presión aceptable, el tiempo del ciclo de fundición y la química de la masa fundida. La mayoría de los proveedores ofrecen tamaños de poro graduados o códigos de tamaño de grano que corresponden a la eficiencia de captura nominal.
Criterios típicos de selección
-
Aleación y tipo de fundición: las aleaciones aeroespaciales de alta resistencia exigen una filtración más fina que las fundiciones de arena de uso general.
-
Caudal y altura de presiónLos sistemas de baja altura no pueden utilizar filtros muy finos debido a la excesiva pérdida de presión.
-
Distribución del tamaño de las inclusionesEl muestreo de laboratorio o el análisis en línea informan del punto de corte necesario.
-
Riesgo de choque térmicoFiltros finos: los filtros finos de pared fina pueden agrietarse si se precalientan de forma inadecuada.
-
Resistencia mecánica: donde la manipulación sea frecuente, elija tubos unidos más resistentes.
Los fabricantes publican tablas de grados y aplicaciones recomendadas. El uso de un grado ligeramente más grueso en una línea de gravedad de baja altura puede evitar el taponamiento prematuro y, al mismo tiempo, conseguir una eliminación significativa de las inclusiones.
5. Diseños comunes de filtros tubulares y métodos de montaje
Diseños
-
Cartuchos tubulares rectos: simples cilindros insertados en alojamientos o canaletas.
-
Conjuntos de tubos pedunculadosFiltro colocado en la base de un tubo de tallo para limpiar el metal extraído del fondo del horno durante cada ciclo de colada. Recomendado para la fundición de ruedas y otras piezas de precisión.
-
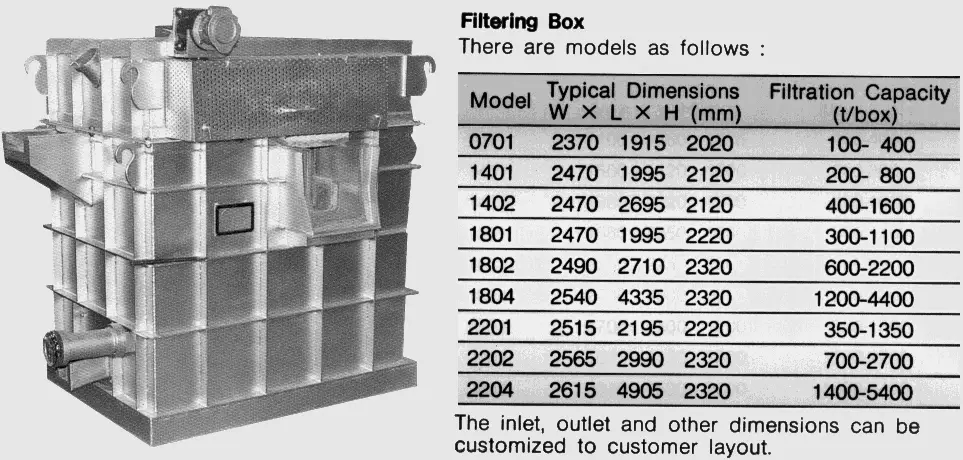
Arrays de cartuchos en cajas: varios tubos montados en paralelo dentro de una caja de filtración para grandes caudales.
Consideraciones sobre el montaje
-
Sellado: garantizan que se evite la derivación del metal. Las juntas deben resistir el entorno de metal fundido o diseñar un cierre mecánico con refractario.
-
OrientaciónEl montaje horizontal o vertical modifica el modo de taponamiento y la manipulación. La orientación vertical suele favorecer la autolimpieza al permitir que las inclusiones atrapadas se asienten por debajo del nivel de fusión.
-
Soporte de precalentamientoLos accesorios deben permitir un precalentamiento y una inserción seguros sin choque térmico.
6. Mejores prácticas de instalación, gestión térmica y manipulación
Un filtro tubular debe manipularse con cuidado para evitar fracturas y reducir el riesgo de choque térmico.
Precalentamiento e inserción
-
Precalentar los tubos de filtro a una temperatura adecuada (según las instrucciones del fabricante) para eliminar la humedad y reducir el gradiente térmico en el momento de la inserción.
-
Utilice una rampa controlada en inmersión directa; evite dejar caer los filtros fríos en la masa fundida caliente.
Consejos operativos
-
Mantenga la temperatura de fusión dentro de la zona recomendada para la aleación y el tipo de filtro para evitar ataques químicos u obstrucciones prematuras.
-
Combine la filtración tubular con una trampa de gruesos aguas arriba o un desnatado para prolongar la vida útil.
-
Inspeccione regularmente las juntas y la carcasa en busca de fugas que permitan la derivación del metal.
Seguridad
-
Utilice herramientas de protección y bastidores de palos o elevadores mecánicos para los conjuntos de cartuchos pesados.
-
Formar a los operarios en técnicas de inserción seguras y respuesta de emergencia a la fractura del filtro.
-
Mantener la vigilancia de oxígeno y gases combustibles cerca de las estaciones de manipulación de filtros.
Los fabricantes hacen hincapié en la correcta manipulación térmica porque los cuerpos cerámicos son quebradizos y pueden fallar si se exponen a cambios rápidos de temperatura.
7. Rendimiento de la filtración: métricas, pruebas y beneficios esperados
Métricas de seguimiento
-
Eficacia de la captura de inclusiónporcentaje de reducción de partículas por encima de un tamaño determinado tras la filtración.
-
Caída de presiónmedida a través del filtro con el caudal de funcionamiento. Las caídas más altas indican carga o un grado demasiado fino.
-
Rendimiento antes de la sustitución: volumen de fusión filtrado por elemento antes de que se produzca una pérdida de caudal o un retorno de defectos inaceptables.
-
Mejora del rendimientoPorcentaje de rechazo reducido o reducción del margen de mecanizado.
Beneficios típicos
-
Reducción de defectos superficiales en componentes mecanizados.
-
Mejora de la uniformidad de las propiedades mecánicas.
-
Menor porosidad y disminución de los defectos relacionados con el óxido.
-
Reducción de las necesidades de filtración aguas abajo.
Los métodos de ensayo incluyen el recuento en laboratorio de partículas de escoria atrapada, la inspección metalográfica de muestras fundidas y las estadísticas de defectos a nivel de molde. Muchas fundiciones combinan filtros tubulares con placas de espuma cerámica para capturar un amplio espectro de tamaños de inclusión.
8. Comparaciones: filtros tubulares frente a espuma cerámica, Filtros de partículas y de tela
A continuación figura un resumen comparativo para facilitar la toma de decisiones.
Tabla 1. Características comparativas de los medios de filtración de aluminio más comunes
| Característica | Filtros tubulares (alúmina porosa) | Filtros de espuma cerámica | Filtros de partículas adheridos | Telas y tejidos filtrantes |
|---|---|---|---|---|
| Finura de captura típica | Fino a muy fino | Medio a grueso | Media; fuerte | Variable; a menudo gruesa |
| Caída de presión | Moderado a alto para los grados finos | Menor por unidad de superficie | Moderado | Baja (pero vida útil limitada) |
| Resistencia mecánica | Alta (rígida) | Moderado | Alta | Bajo a moderado |
| Sensibilidad al choque térmico | Alta si es de paredes finas | Moderado | Moderado | Alta para algunos paños |
| Mejor uso | Piezas moldeadas de precisión, sistemas de tubos acodados | Tiradas de gran volumen, cajas de compuerta | Servicio duradero en bombas y artesas | Casos complementarios o especializados |
| Coste típico por unidad | Moderado a alto | Bajo a moderado | Más alto | Bajo |
Esta tabla refleja las características típicas documentadas por proveedores e ingenieros de fundición.
Observaciones:
-
Los filtros tubulares suelen proporcionar una mayor precisión de eliminación que las placas de espuma para determinados rangos de tamaño de inclusión.
-
Los filtros de espuma cerámica ofrecen una gran superficie de filtración a un coste inferior y son los preferidos para muchas aplicaciones de gran volumen.
9. Consideraciones prácticas: coste, inventario y economía del ciclo de vida
El coste total de la filtración depende de:
-
Precio unitario de los elementos filtrantes.
-
Frecuencia de cambio y coste del tiempo de inactividad.
-
Reducción de la chatarra y recuperación de valor gracias a un menor número de defectos.
-
Integración de mano de obra y equipos de manipulación.
Una simple estimación del ciclo de vida:
-
Calcular el coste por tonelada filtrada: (coste del elemento + mano de obra + eliminación) / toneladas filtradas por elemento.
-
Calcule el ahorro por tonelada derivado de la reducción de defectos (menos repeticiones, menos mecanizado, menos devoluciones de clientes).
-
Comparar para decidir el umbral de rentabilidad o el horizonte temporal del ROI.
Dado que los filtros tubulares pueden reutilizarse durante un número determinado de ciclos en función del sistema, y que los elementos de grado fino suelen cargarse más rápidamente, mantenga una política de existencias orientada al rendimiento previsto y a los plazos de entrega. Muchas fundiciones informan de que amortizan la inversión en cuestión de semanas o meses cuando los filtros eliminan inclusiones difíciles de detectar que, de otro modo, causarían grandes pérdidas en el rendimiento de la chatarra.
10. Resolución de problemas y modos habituales de fallo
Síntoma: aumento repentino de la pérdida de carga
Posibles causas:
-
Taponamiento del filtro debido a una elevada carga de inclusión o a la entrada de escoria.
-
Cierre sinterizado de la reacción con fundentes o revestimientos.
Acción: detener el vaciado, sustituir o retrolavado si el diseño lo permite, inspeccionar el desnatado aguas arriba.
Síntoma: el filtro se agrieta al insertarlo
Posibles causas:
-
Choque térmico por precalentamiento inadecuado.
-
Impacto mecánico durante la manipulación.
Acción: revisar el procedimiento de precalentamiento, inspeccionar las herramientas de manipulación.
Síntoma: derivación y tasa de defectos sin cambios
Posibles causas:
-
Mala estanqueidad u orientación incorrecta del montaje.
Acción: verificar los cierres mecánicos, las vías de paso y asegurarse de que todo el metal pasa a través del filtro.
Síntoma: gran captación de aluminio en la superficie del filtro
Posibles causas:
-
Reacción química de contaminantes o residuos de fundente.
Acción: compruebe la composición química de la masa fundida y el uso de fundente; pruebe un grado o material de filtro alternativo.
Un sencillo flujo de solución de problemas ayuda a aislar rápidamente los problemas de flujo ascendente frente a los de filtro y a minimizar el tiempo de inactividad.
11. Casos prácticos y ejemplos del sector
-
Filtración del tubo de pedúnculo para la fundición de ruedas: Los filtros de tubo acodado colocados en el punto de embutición del horno reducen las inclusiones de óxido al embutir metal para la fundición en rueda, mejorando la integridad de la rueda. Pyrotek documenta una reducción significativa de las inclusiones utilizando elementos montados en tubos pedunculados.
-
Arrays de cartuchos para casetas de gran caudal: Las cajas de filtro con tubos cerámicos paralelos se utilizan en líneas de alto rendimiento para mantener baja la caída de presión al tiempo que se mantiene la superficie de filtración. Estos sistemas se utilizan habitualmente en las operaciones de alimentación de los trenes de laminación.
-
Desgasificación y filtración combinadas: Muchas fundiciones combinan la desgasificación rotativa en línea con filtros tubulares aguas abajo para eliminar las partículas residuales tras la flotación del gas. Este enfoque combinado es el que más mejora la calidad de la masa fundida.
12. Consideraciones medioambientales, de seguridad y reglamentarias
-
Eliminación: Los elementos cerámicos usados contienen inclusiones atrapadas y deben tratarse como residuos de fundición. Recicle o elimine de acuerdo con la normativa local.
-
Polvo: La manipulación de elementos cerámicos secos puede generar polvo; utilice medidas de control del polvo y EPI.
-
Seguridad del operador: Las operaciones con metales calientes requieren procedimientos estrictos de inserción, extracción y manipulación de emergencia.
Las fundiciones deben documentar los procedimientos de manipulación de filtros en su sistema de gestión de la seguridad y mantener registros de los cambios de elementos para garantizar la trazabilidad.
13. Lista de control de la aplicación y cuadro de mantenimiento
Tabla 2. Lista de control de la aplicación antes del primer uso
| Paso | Acción |
|---|---|
| 1 | Revise las recomendaciones de grado del proveedor para su aleación y proceso de fundición |
| 2 | Preparar la carcasa o el tubo peduncular con las juntas y fijaciones correctas |
| 3 | Formar al personal en los procedimientos de precalentamiento e inserción |
| 4 | Existencias de elementos de repuesto y piezas de estanqueidad para una semana de operaciones |
| 5 | Realización de coladas de cualificación iniciales y medición del recuento de inclusiones |
Tabla 3. Programa de mantenimiento rutinario (ejemplo)
| Frecuencia | Tarea | Notas |
|---|---|---|
| Diario | Comprobación visual de las juntas de la carcasa y del recorrido de la masa fundida | Verificar que no hay vías de derivación |
| Semanal | Registre la caída de presión y el rendimiento | La tendencia evita sorpresas |
| Mensualmente | Inspeccionar los elementos almacenados en busca de daños | Sustituya los que presenten líneas de fractura |
| Por cambio de elemento | Documentar el volumen filtrado y el motivo de la sustitución | Mantener la trazabilidad |
Filtración de tubos cerámicos y fundición de precisión FAQ
1. ¿Cuál es la diferencia entre los filtros tubulares y las placas de espuma cerámica en la práctica?
2. ¿Cómo elijo el grado de porosidad adecuado para mi aleación?
3. ¿Pueden utilizarse filtros tubulares con la fundición a baja presión (LPDC)?
4. ¿Con qué frecuencia debe cambiarse el elemento filtrante de un tubo?
5. ¿Protegen los filtros tubulares contra el hidrógeno disuelto o la porosidad del gas?
6. ¿Qué método de precalentamiento se recomienda para los tubos de cerámica?
7. ¿Cómo puedo verificar el rendimiento de la filtración en mi fundición?
La verificación se realiza a través de:
- Análisis metalográfico: Examen de secciones transversales pulidas para recuentos de inclusión.
- Pruebas K-Mold o PoDFA: Evaluación cuantitativa de la limpieza de la masa fundida.
- Rastreo de chatarra: Correlación del uso de filtros con la reducción de los rechazos de mecanizado.
8. ¿Pueden limpiarse y reutilizarse los filtros tubulares?
9. ¿Cambian los filtros el patrón de flujo en los sistemas de compuerta?
10. ¿Qué industrias se benefician más de la filtración tubular?
-
- Palanquilla de extrusión
| Industria | Beneficio |
|---|---|
| Aeroespacial | Eliminación de defectos críticos para la seguridad de los vuelos. |
| Automoción | Mejora de la vida útil de la herramienta en el mecanizado CNC de bloques de motor. |
| Reducción de las líneas de troquelado y los defectos superficiales. |
Los segmentos de alto rendimiento son los más beneficiados debido a sus estrictos requisitos de propiedades mecánicas y tolerancia cero a los defectos.
Recomendaciones prácticas finales
-
Considere la filtración de tubos como un elemento más de un programa de calidad de la masa fundida. Combínelo con la desgasificación y un buen desnatado.
-
Validar la selección del grado de filtración con pruebas de fundición y análisis de inclusión antes de la puesta en marcha a gran escala.
-
Invierta en formación y en dispositivos de manipulación para minimizar los daños por choque térmico y garantizar la seguridad del operario.
-
Supervise la caída de presión, las métricas de defectos y el rendimiento de los elementos para ajustar los intervalos de sustitución y controlar los costes.
