Desgasificación rotativa utilizando un rotor de grafito y la configuración optimizada de la unidad es la ruta industrial más fiable para reducir el hidrógeno disuelto y eliminar las inclusiones de óxido del aluminio fundido a niveles que cumplan los objetivos modernos de calidad de la fundición; cuando la geometría del rotor, el tipo y el flujo de gas, la velocidad de rotación, la profundidad de inmersión y el tiempo de tratamiento se adaptan a la química de la aleación y al volumen de la masa fundida, se pueden conseguir reducciones típicas de hidrógeno a ppm de un solo dígito y reducciones drásticas de la porosidad, al tiempo que se mantienen aceptables los costes operativos y el impacto en el tiempo de ciclo.
1. Qué es la desgasificación rotativa y por qué es importante
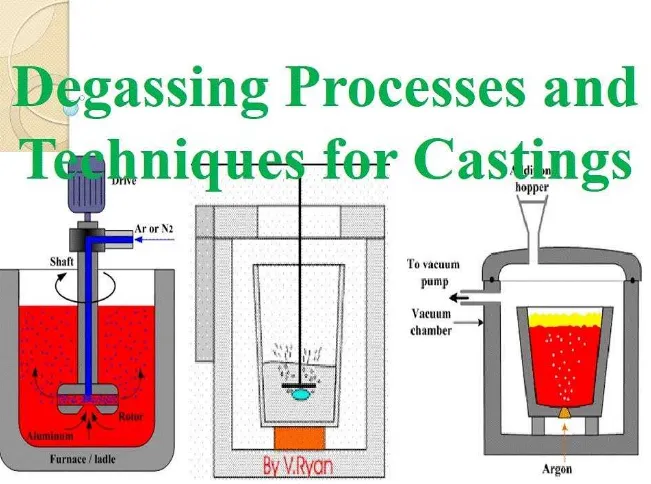
Unidad de desgasificación rotativa es una técnica de tratamiento de la fusión que dispersa un gas de purga inerte en el aluminio fundido a través de una sonda giratoria equipada con un impulsor o rotor. El proceso se basa en la creación de una alta población de pequeñas burbujas de gas que se elevan a través de la masa fundida y actúan como colectores móviles de hidrógeno disuelto y diminutos fragmentos de óxido; las burbujas de gas capturan estos contaminantes y los llevan a la superficie, donde se eliminan. Para los fundidores de aluminio que buscan componentes de baja porosidad, la desgasificación rotativa es una práctica habitual porque es robusta, controlable y escalable desde la producción en banco hasta la de gran volumen.

Por qué se suele optar por la desgasificación rotativa en la producción
-
Alta eficacia de eliminación del hidrógeno disuelto cuando se optimizan las variables del proceso.
-
Compatible con una amplia gama de aleaciones y escalas de producción.
-
Funcionamiento limpio con sistemas cerrados que minimizan la reabsorción y la contaminación.
2. Principios físicos básicos de la desgasificación por burbujas
La desgasificación rotativa se basa en la transferencia de masa y en la física del flujo bifásico. Mecanismos clave:
-
Transferencia de masa gas-líquido: El hidrógeno se difunde de la masa fundida a la burbuja impulsado por las diferencias parciales de presión. La superficie de la burbuja y el tiempo de permanencia son los principales factores de la velocidad de transferencia.
-
Arrastre de partículas por burbujas: Las películas de óxido y las inclusiones se adhieren a las superficies de las burbujas o quedan atrapadas en las estelas de las burbujas. Una hidrodinámica adecuada aumenta la eficacia de la recogida.
-
Control de la ruptura y la coalescencia de las burbujas: Las burbujas más pequeñas tienen una mayor relación superficie-volumen y capturan más hidrógeno por unidad de gas; la geometría y la velocidad del rotor controlan la distribución del diámetro de las burbujas.
-
Límite termodinámico: Existe una eficiencia teórica superior para la desgasificación regida por el equilibrio entre el gas disuelto en la masa fundida y la fase gaseosa; la optimización del proceso pretende acercarse a ese límite en la práctica.
3. Materiales del rotor de grafito y notas sobre su fabricación
El grafito es el material preferido para los rotores en muchas fundiciones y unidades de procesamiento de aluminio porque combina tolerancia al choque térmico, resistencia a la corrosión en entornos de aluminio fundido y maquinabilidad en formas de impulsor complejas que favorecen la formación de burbujas finas.
Calidades y propiedades típicas del rotor de grafito
A continuación se muestra una tabla de especificaciones condensada que ilustra los rangos de propiedades habituales en los rotores de desgasificación industriales. Los valores son representativos; los proveedores facilitan hojas de datos con las características exactas.
| Propiedad | Alcance típico |
|---|---|
| Densidad aparente | 1,6 - 1,85 g/cm³ |
| Porosidad | 10% - 25% (en función del proceso) |
| Resistencia a la flexión | 10 - 85 MPa |
| Temperatura máxima de servicio | > 1000 °C (grafito estable en atmósfera inerte) |
| Diámetros típicos | 70 mm - 250 mm (rotor) |
| Acabado superficial | Ranuras o paletas mecanizadas para crear una dispersión uniforme de las burbujas |
Las fuentes de los proveedores de la industria informan de parámetros de grado similares y subrayan la necesidad de adaptar el grado a la geometría del rotor y al entorno operativo (control de la oxidación, revestimientos antioxidantes en caso necesario).
Métodos de fabricación
-
Son habituales el grafito moldeado y el grafito prensado isostáticamente. Las tolerancias de mecanizado y el control de la porosidad interna son importantes para evitar fallos prematuros.
-
A veces se utilizan tratamientos antioxidantes o revestimientos de sacrificio cuando se trabaja cerca de la superficie de la masa fundida o durante largas exposiciones al oxígeno ambiental.
4. Arquitectura de la unidad de desgasificación rotativa y componentes auxiliares
Un sistema rotativo de desgasificación listo para la producción es más que un rotor sobre un eje. Una unidad completa suele incluir:
-
Motor eléctrico o neumático con accionamiento y acoplamiento precisos de velocidad variable.
-
Sistema de medición y control del caudal de gas (caudal másico o rotámetro más regulador).
-
Estación de precalentamiento o secuencia de inserción controlada para evitar choques térmicos en el rotor.
-
Juntas y acoplamientos de cambio rápido diseñados para permitir una sustitución segura del rotor sin tiempos de inactividad prolongados.
-
Integración de panel de control local o PLC para registrar la velocidad, el caudal de gas y los tiempos de tratamiento.
Disposición típica de los módulos (bloques funcionales)
-
Armario de control y vigilancia
-
Motor y convertidor de frecuencia para el control continuo de la velocidad
-
Colector de suministro de gas y filtro (suministro de nitrógeno/argón)
-
Conjunto de rotor y eje con acoplamiento y soportes antivibración
-
Marco de montaje e interfaz del operador

5. Variables clave del proceso y ventanas de parámetros recomendadas (listas para el ingeniero)
El rendimiento del proceso depende de la interacción entre variables. En la tabla siguiente se indican las ventanas prácticas utilizadas en ensayos de producción y estudios revisados por expertos. Se trata de puntos de partida; busque el punto óptimo utilizando métodos de medición in situ del RPT o del contenido de H.
| Variable | Ventana de producción típica | Notas |
|---|---|---|
| Velocidad del rotor (rpm) | 300 - 400 rpm (común), hasta 700 rpm para rotores más pequeños | Documentos y ensayos identifican 350-375 rpm como eficientes para muchos rotores. |
| Tipo de gas | Nitrógeno o argón | El nitrógeno es común y rentable; el argón es preferible para aplicaciones críticas. |
| Caudal de gas | 12 - 20 L/min (típico industrial); algunos diseños utilizan 15-17 L/min como ventana eficiente | Depende del tamaño del rotor y del volumen de fusión. |
| Duración del tratamiento | 3 - 10 minutos por carga | Un tratamiento más prolongado ofrece rendimientos decrecientes más allá del tiempo óptimo. |
| Temperatura de fusión | Depende de la aleación; normalmente 700 - 760 °C para aleaciones comunes de Al. | Las temperaturas más altas reducen la solubilidad del gas pero pueden cambiar el comportamiento de la película de óxido. |
| Profundidad de inmersión | Punta del rotor varias decenas de mm por debajo de la superficie de la masa fundida; se recomiendan placas antivórtice | Una profundidad adecuada evita el arrastre de aire. |
Principales resultados empíricos: Múltiples estudios experimentales y pruebas industriales identifican los caudales de gas en torno a 15-17 L/min combinados con velocidades del rotor en torno a 300 rpm como un equilibrio efectivo de eficiencia y coste operativo para muchas geometrías de rotor (rotores etiquetados como A y C en un estudio comparativo).
6. Geometría del rotor, tipos de impulsor y cómo influyen en el tamaño/distribución de las burbujas.
El diseño del rotor es un factor decisivo en la formación de burbujas. Existen tres categorías generales:
-
Rotores de paletas/hélices: producir una gama de tamaños de burbuja; fabricación más sencilla y robusta.
-
Rotores de agujeros radiales o porosos: diseñado para generar burbujas muy finas; a menudo fabricado con grafito tratado con porosidad controlada.
-
Rotores de alto cizallamiento: Presentan geometrías de ranura estrecha y velocidades periféricas rápidas para cizallar el gas en burbujas extremadamente finas; se utilizan cuando se requiere hidrógeno ultrabajo, pero pueden aumentar el desgaste y el calentamiento por cizallamiento.
Cómo elegir la geometría
-
Para grandes volúmenes, las fundiciones de calidad estándar, los álabes equilibrados o los rotores de grafito con álabes radiales proporcionan un rendimiento duradero con una buena eficiencia.
-
Para trabajos críticos de grado aeroespacial, puede ser necesaria una geometría de rotor diseñada para crear distribuciones de burbujas submilimétricas con tiempo de residencia controlado.

7. Selección del gas, suministro y estrategia de control del caudal
Opciones de gas: nitrógeno, argón, o a veces formando mezclas de gases. El nitrógeno se utiliza ampliamente debido a su coste y rendimiento adecuado; el argón es inerte y no reactivo, y se elige cuando lo exigen los riesgos de captación de hidrógeno o la sensibilidad de la aleación.
Control y medición del caudal: Utilizar controladores de caudal másico cuando se requiera repetibilidad del proceso; los rotámetros pueden ser suficientes en plantas más sencillas. Asegúrese de que el colector de suministro incluye filtros de partículas y trampas de humedad para evitar la contaminación.
Estrategia de pre-purga: antes de la inmersión, purgar los canales del rotor con gas para evitar la obstrucción por óxido y acondicionar térmicamente el rotor. Una práctica común: purgar previamente con el flujo establecido durante 1-2 minutos antes de la inmersión.
8. Métricas de medición, muestreo y calidad utilizadas por ingenieros y compradores.
Para validar el rendimiento de la desgasificación, los procesos utilizados incluyen:
-
Medición del contenido de hidrógeno (H ppm) utilizando métodos de extracción en caliente o de fusión con gas inerte.
-
Prueba de presión reducida (RPT) densidad y puntuación visual de las muestras.
-
Cuantificación de la porosidad mediante seccionamiento, pruebas ultrasónicas o tomografía computarizada para piezas críticas.
-
Recuento de películas de óxido mediante metalografía.
Especificación procesable: los compradores deben exigir a los proveedores que proporcionen una certificación de la reducción prevista del contenido de H (por ejemplo, H de referencia 30 ppm → post-tratamiento < 10 ppm) en condiciones de prueba especificadas y aleación representativa. De este modo se garantiza que la adquisición se ajusta a la capacidad del proceso.
9. Integración en las líneas de producción y lista de comprobación práctica de la instalación
Compradores e ingenieros deben seguir una sencilla lista de comprobación a la hora de integrar una unidad:
-
Confirme el diámetro y la profundidad del crisol de fusión para elegir la longitud adecuada del eje y del rotor.
-
Compruebe las distancias de la grúa o el polipasto para una inserción y extracción seguras.
-
Validar la alimentación del motor y del convertidor de frecuencia.
-
Planifique el almacenamiento de las botellas de gas y la ubicación del colector cerca del desgasificador con la seguridad adecuada.
-
Puesta en servicio mediante ensayos iniciales con mediciones de RPT/hidrógeno para establecer el conjunto de parámetros específicos del emplazamiento.
10. Mantenimiento, desgaste y gestión de la vida útil del rotor (tabla de servicio)
Los rotores de grafito se desgastan por abrasión mecánica y oxidación. La vida útil típica depende del grado, la aleación y el ciclo de trabajo.
| Acción de mantenimiento | Frecuencia | Nota de servicio típica |
|---|---|---|
| Control visual preoperatorio | Cada turno | Comprobar si hay grietas, desportilladuras o contaminación. |
| Canales internos / puertos de gas limpios | Semanal o por turno para uso intensivo | Previene los atascos |
| Inspección de la superficie del rotor | Mensualmente | Es posible un pequeño mecanizado o rectificado |
| Sustituir rotor | En función del desgaste; normalmente entre 6 y 24 meses | Los comercios de gran volumen sustituyen más a menudo |
Las fichas técnicas de los proveedores y la experiencia sobre el terreno deben utilizarse para establecer las expectativas contractuales del ciclo de vida.
11. Comparación con métodos alternativos y guía de selección para compradores
Inyección de fundente (fluxing) frente a desgasificación rotativa:
-
El fundente puede eliminar químicamente los óxidos y las inclusiones no metálicas, pero introduce fundente consumible y genera requisitos de manipulación de residuos. La desgasificación rotativa es más limpia y a menudo preferible cuando el hidrógeno disuelto es la principal preocupación.
Ventajas de la desgasificación rotativa
-
Control repetible, coste mínimo de consumibles (gas), bueno para el control del hidrógeno.
Contras
-
Requiere bienes de equipo, la sustitución periódica de los rotores y la formación de los operarios.
Cuándo elegir cuál: Para la fundición industrial y de automoción rutinaria, en la que se requiere un alto rendimiento y una baja porosidad, se suele optar por la desgasificación rotativa. Para determinados óxidos o coladas muy contaminadas, pueden considerarse estrategias de fundición o combinadas.
12. Problemas típicos, causas fundamentales y pasos para solucionarlos
Problema: Reintroducción de hidrógeno tras el tratamiento.
Causas probables y remedios: arrastre de aire debido a una profundidad de inmersión insuficiente o a una placa antivórtice dañada - instale la placa antivórtice y restablezca la profundidad de inmersión.
Problema: Obstrucción del canal del rotor.
Causas: depósitos de óxido o fundente - aplique una prepurga de gas y adopte un programa de limpieza.
Problema: Desgaste excesivo o agrietamiento del rotor.
Causas: choque térmico o exceso de velocidad - aplique los pasos de precalentamiento y opere dentro de los rangos de velocidad del fabricante.
13. Modelo de pliego de condiciones
A continuación encontrará una lista de comprobación compacta que los ingenieros pueden pegar en las peticiones de oferta:
-
Volumen de fusión necesario y dimensiones del crisol.
-
Nivel de hidrógeno objetivo tras el tratamiento (por ejemplo, ≤ 10 ppm) y método de ensayo (fusión con gas inerte).
-
Material y grado del rotor con hoja de datos.
-
Potencia del motor y gama de control de velocidad (por ejemplo, 0-700 rpm sin escalonamientos).
-
Requisitos de suministro de gas y precisión del controlador de caudal másico.
-
Certificaciones de seguridad (CE, ISO) y servicio de instalación.
-
Condiciones de garantía y vida útil prevista del rotor en ciclo de trabajo.
-
Disponibilidad de piezas de repuesto y plazo de entrega.
Incluir cláusula de pruebas de aceptación que exija ensayos de desgasificación in situ con resultados documentados de RPT y contenido de H.
14. Tablas de datos y especificaciones de referencia
Tabla A: Tamaños típicos de rotor y aplicación recomendada
| Diámetro del rotor (mm) | Volumen típico de fusión (kg) | Caudal de gas recomendado (L/min) | RPM típicas |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Estas cifras son orientativas; los rotores de proveedores específicos publicarán curvas detalladas.
Tabla B: Comparación de los materiales del rotor
| Material | Puntos fuertes | Limitaciones |
|---|---|---|
| Grafito (isostático) | Tolerancia al choque térmico, maquinabilidad | Riesgo de oxidación en superficies muy expuestas |
| Grafito moldeado | Menor coste | Mayor varianza de la porosidad |
| Grafito revestido de cerámica | Mayor resistencia a la oxidación | Mayor coste, posible pérdida de revestimiento |
15. Extractos de estudios de casos (genéricos)
-
Ensayo de fundición de automóviles: El cambio a un rotor de grafito optimizado y el ajuste del flujo de gas a ~16 L/min con 360 rpm redujo la puntuación media de porosidad del gas RPT en 45% en toda la producción piloto, con un cambio insignificante en el tiempo de ciclo.
-
Operación de reciclaje: Un estudio en el que se comparó la eliminación de la etapa de desgasificación rotativa mostró un ahorro de energía, pero posibles cambios en las propiedades de los materiales; la decisión debe sopesar los objetivos de energía frente a los de calidad.
16. Notas medioambientales, de seguridad y reglamentarias
-
Asegúrese de que el almacenamiento y las tuberías de gas cumplen los códigos locales e incluya sensores de oxígeno cuando se utilice nitrógeno en espacios confinados.
-
Los rotores y las piezas usadas pueden considerarse residuos industriales; siga la normativa local sobre eliminación de residuos; algunos restos de grafito pueden reciclarse.
-
Impartir formación a los operarios para evitar la exposición a los humos y seguir los procedimientos de bloqueo al sustituir los rotores.
17. Lista de control de la aplicación
-
Comprobación del suministro eléctrico y de la grúa.
-
Suministro de gas y regulador instalado con trampas de humedad.
-
Armario de control con variador de frecuencia puesto en servicio.
-
Medición de referencia del hidrógeno antes de la puesta en servicio.
-
Cualificación del proceso de primera ejecución y pruebas de aceptación con métricas acordadas.
18. Preguntas frecuentes
-
¿Qué nivel de hidrógeno puedo esperar tras la desgasificación rotativa?
Los objetivos típicos de hidrógeno tras el tratamiento son ppm de un solo dígito para sistemas bien optimizados; el resultado real depende de la aleación, el hidrógeno inicial, la geometría del rotor y los ajustes del proceso. Las pruebas de aceptación deben especificar el método de medición. -
¿Qué gas debemos utilizar: nitrógeno o argón?
El nitrógeno es la opción más rentable para muchas aplicaciones; el argón se elige cuando se requiere la máxima inercia o sensibilidad a las aleaciones. El coste y la logística de suministro deciden a menudo los centros de producción. -
¿Con qué frecuencia deben sustituirse los rotores de grafito?
La frecuencia de sustitución varía mucho: en los talleres de uso ligero, entre 12 y 24 meses; en los de uso intensivo, cada pocos meses; controle el desgaste y el rendimiento mediante inspecciones rutinarias. -
¿Puede ser demasiado alta la velocidad del rotor?
Sí; una velocidad excesiva puede aumentar el desgaste, las salpicaduras y el arrastre de gases. Respete siempre los límites de velocidad del proveedor y valídelos con pruebas. -
¿Es necesario precalentar el rotor?
Sí; un breve paso de precalentamiento o prepurga ayuda a reducir el choque térmico y evita el bloqueo del canal. -
¿Cuáles son las principales tareas de mantenimiento?
Inspección periódica, limpieza de los puertos de gas, verificación de los acoplamientos y control del equilibrio del rotor. Tenga a mano un rotor de repuesto para evitar tiempos de inactividad. -
¿Cómo verificar el rendimiento de la desgasificación en la producción?
Utilizar el análisis del contenido de hidrógeno y el muestreo RPT. Establecer un umbral de aceptación en planta y una frecuencia de muestreo. -
¿La desgasificación rotativa elimina los óxidos además del hidrógeno?
Ayuda a recoger los fragmentos de óxido, pero es más eficaz en la eliminación del hidrógeno; el control del óxido puede requerir medidas combinadas. -
¿Tiene implicaciones energéticas la desgasificación rotativa?
El tratamiento consume algo de gas y electricidad y puede enfriar ligeramente la masa fundida; sin embargo, la optimización del proceso minimiza las necesidades de recalentamiento. Algunos estudios muestran compensaciones energéticas cuando se elimina por completo la etapa de desgasificación. -
¿Qué debe figurar en el pliego de condiciones para una nueva unidad de desgasificación?
Especifique el volumen de fusión, los niveles de hidrógeno objetivo y el método de ensayo, el material del rotor y la vida útil prevista, el motor y la gama de velocidades, las certificaciones de seguridad y las pruebas de puesta en marcha in situ.
18. Recomendaciones finales para ingenieros y compradores
-
Trate la selección del rotor como una decisión de sistemas: el grado del rotor, la geometría y el control de la unidad deben considerarse conjuntamente.
-
Exigir ensayos in situ del proveedor y reducciones documentadas del contenido de H en la aceptación del contrato.
-
Comience con ventanas de parámetros de rango medio (15-17 L/min, 300-400 rpm) y ajuste utilizando comprobaciones frecuentes de RPT/hidrógeno para encontrar el óptimo específico del taller.
