La lingotera más eficaz para la fundición de aluminio se basa en un equilibrio específico de resistencia al calor, conductividad térmica e integridad estructural, que normalmente se consigue utilizando acero fundido ASTM A27 Grado 60-30 o fundición dúctil de alto grado. Para un rendimiento óptimo, estos moldes deben combinarse con revestimientos no humectantes para evitar la captación de hierro y garantizar un fácil desmoldeo. AdTech ha verificado que la utilización de moldes correctamente diseñados con protocolos de mantenimiento adecuados reduce las tasas de rechazo en más de 12% y prolonga significativamente la vida útil del equipo de fundición.
El papel fundamental de los moldes de lingote en las casas modernas
La fundición de aluminio es una ciencia precisa. El molde no es un mero contenedor; es un intercambiador de calor que dicta la microestructura del lingote final. Ya se trate de una fundición primaria o de una instalación de reciclado secundario, la lingotera es el recipiente final antes de que el metal se solidifique y se convierta en un producto comercializable.
El diseño del molde influye en la velocidad de solidificación. Si el metal se enfría demasiado rápido, se producen tensiones internas. Si se enfría demasiado despacio, la estructura del grano se vuelve gruesa, debilitando la aleación. Aquí nos centramos en los parámetros técnicos que definen un rendimiento superior del molde.

Comprender el choque térmico y la fatiga
Cada vez que el aluminio fundido entra en un molde, la superficie interior se expande rápidamente, mientras que la exterior permanece más fría. Esta expansión diferencial genera una tensión enorme. Tras miles de ciclos, esto provoca fatiga térmica, comúnmente conocida como “agrietamiento por fuego”.”
Los moldes de alta calidad de AdTech dan prioridad a los materiales con alta resistencia a la fatiga térmica. Utilizamos aleaciones que pueden soportar cambios de temperatura desde la temperatura ambiente hasta 700 °C (1292 °F) repetidamente sin desarrollar fisuras profundas que atrapen el metal y provoquen “adherencias”.”
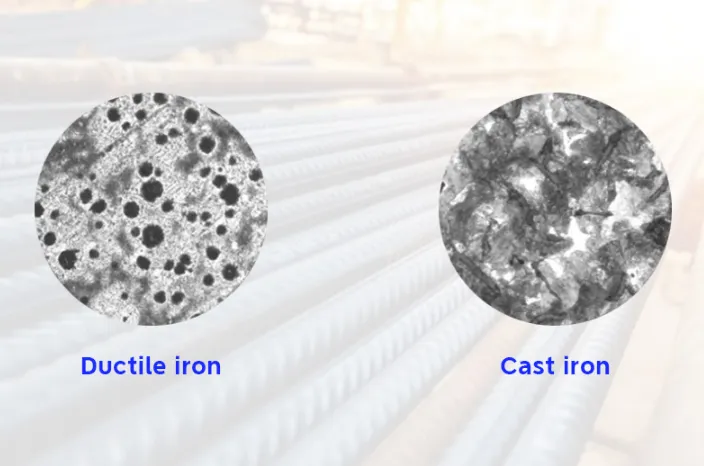
Selección de materiales: Fundición dúctil frente a acero fundido
La elección del material base adecuado es la decisión más importante para el responsable de una fundición. La norma del sector oscila entre la fundición gris, la fundición dúctil y el acero fundido.
Fundición dúctil (fundición nodular): Este material contiene nódulos de grafito que detienen las grietas. Ofrece mejor ductilidad que la fundición gris, lo que significa que puede alabearse ligeramente sin romperse. Es la opción preferida para moldes de cerdas y grandes lingoteras en los que el impacto físico es una preocupación.
Acero fundido: El acero ofrece una capacidad de reparación superior. Cuando un molde de acero se agrieta, a menudo puede soldarse. Los moldes de hierro son notoriamente difíciles de soldar de forma fiable. El acero también tiene una mayor resistencia a la tracción, por lo que es más ligero para el mismo volumen de capacidad.
Comparación de materiales de moldes
La siguiente tabla resume las características físicas relevantes para la fundición de aluminio.
| Propiedad del material | Fundición gris (clase 30) | Hierro dúctil (65-45-12) | Acero fundido (ASTM A27) |
| Contenido de carbono | 3,01 TP3T – 3,51 TP3T | 3,01 TP3T – 4,01 TP3T | 0,201 TP3T – 0,501 TP3T |
| Conductividad térmica | Alta | Moderado | Baja |
| Resistencia a la deformación | Bajo | Alta | Muy alta |
| Reparabilidad (soldadura) | Pobre | Difícil | Excelente |
| Coste inicial | Bajo | Medio | Alta |
| Vida útil típica | Corto | Medio | Largo |
Optimización de la geometría y el diseño
La geometría de una lingotera para aluminio no es arbitraria. Sigue una física estricta en lo que respecta a los frentes de solidificación.
Ángulos de calado y liberación
Para garantizar que el lingote solidificado se desprenda de la matriz sin martilleo mecánico, las paredes deben tener un ángulo de desmoldeo específico. El departamento de ingeniería de AdTech recomienda un ángulo mínimo de 7 a 10 grados. Esto permite que el bloque de aluminio se aleje de las paredes del molde a medida que se enfría.
Consistencia del espesor de pared
Un punto débil habitual en los moldes baratos es el grosor desigual de las paredes. Si las esquinas son significativamente más gruesas que las paredes laterales, retienen el calor durante más tiempo. Esto crea “puntos calientes” en los que el aluminio permanece líquido mientras que el resto se ha solidificado. El resultado son cavidades por contracción.
Nuestra filosofía de diseño impone una masa térmica uniforme. Utilizamos análisis de elementos finitos (FEA) para simular los ciclos de enfriamiento, garantizando que el fondo y los laterales extraigan el calor a un ritmo que promueva la solidificación direccional.
La necesidad del recubrimiento de moldes
Incluso el molde de acero más fino fallará si el aluminio fundido entra en contacto directo con el metal desnudo. El aluminio tiene una gran afinidad con el hierro. Disolverá la superficie del molde, lo que provocará una “soldadura”.”
Tipos de revestimientos
-
Ceniza de hueso: El método tradicional. Es barato pero ofrece una suspensión pobre y se asienta rápidamente. También puede introducir impurezas de fosfato cálcico.
-
Recubrimientos sintéticos (nitruro de boro): Es el estándar de oro utilizado por los clientes de ADtech. Proporciona una superficie totalmente impermeable. El aluminio fundido se desliza sobre ella como el mercurio.
Técnicas de aplicación
La aplicación del revestimiento es tan vital como el propio revestimiento.
-
Precalentamiento: El molde debe estar entre 150°C y 200°C.
-
Pulverización: Una fina niebla evita goteos y goteos.
-
Curado: El calor del molde cura el aglutinante, creando una cáscara dura parecida a la cerámica.

Estudio de caso operativo: Ohio, EE.UU. (enero de 2024)
Ubicación: Fundición secundaria de aluminio, Cleveland, Ohio.
Date: 12 de enero de 2024.
Problema: La instalación estaba experimentando una tasa de rechazo de 6% en sus moldes de cerdas de 1000lb debido a inclusiones superficiales y graves problemas de pegado. Los operarios utilizaban mazos para liberar los lingotes, lo que dañaba aún más los moldes.
Intervención:
El director de la planta cambió a moldes de fundición dúctil con especificación AdTech y aplicó un estricto programa de recubrimiento de nitruro de boro.
Cambios en el proceso:
-
Los viejos moldes de hierro gris se desecharon.
-
Los moldes nuevos se precalentaron a 200°C antes de la primera colada.
-
Se instaló un sistema de pulverización automatizado para volver a recubrir los moldes cada 5 ciclos.
Resultados (medidos en marzo de 2024):
-
Tasa de rechazo: Bajó de 6% a 0,4%.
-
Duración del ciclo: Reducido en 15% porque se eliminó la adherencia.
-
Proyección de vida del molde: Se estima que se duplicará en comparación con el inventario anterior.
Este caso demuestra que la inversión inicial en materiales de lingotera y consumibles de mayor calidad se amortiza con el tiempo de funcionamiento.
Cuando un lingote de aluminio no pasa el control de calidad, el molde suele ser el culpable. Identificar la causa raíz requiere analizar la morfología del defecto.
Manchas de agua y explosiones
El agua es el enemigo. Si un molde tiene grietas finas, la humedad de los aerosoles de refrigeración puede penetrar en el metal. Cuando el aluminio fundido entra en contacto con el agua atrapada, se expande instantáneamente y se convierte en vapor, provocando explosiones. Exigimos que se realicen pruebas rigurosas de grietas (colorante penetrante) en todos los moldes en servicio.
Inclusiones superficiales
Si el revestimiento del molde se desprende, acaba en el lingote. Esto suele deberse a la aplicación del revestimiento en un molde frío o a una aplicación demasiado gruesa.
Tabla de soluciones de defectos
| Tipo de defecto | Apariencia | Causa raíz (relacionada con el moho) | Medidas correctoras |
| Recogida de hierro | Vetas oxidadas en el lingote | Contacto de metal desnudo | Vuelva a aplicar el revestimiento de barrera inmediatamente. |
| Cierres fríos | Líneas dobladas en la superficie | Moho demasiado frío | Aumentar la temperatura de precalentamiento del molde. |
| Pegatinas | Lingote fundido a molde | Superficie rugosa / socavada | Triturar suavemente y aplicar desmoldeante. |
| Alabeo | Fondo convexo/cóncavo | Ciclos de estrés térmico | Cambie a acero fundido liberado de tensiones. |
Moldes de siembra frente a moldes estándar para lingotes
Aunque a menudo se utilizan indistintamente en la conversación, “lingote” y “sow” se refieren a diferentes escalas de fundición.
Moldes estándar para lingotes:
Suelen producir barras que pesan entre 25 y 50 libras. Éstas se utilizan para refundir en hornos más pequeños. Los moldes suelen estar unidos en un sistema de transporte de cadena continua. La tensión mecánica aquí es baja, pero la frecuencia de los ciclos térmicos es alta (cientos de veces al día).
Sembrar mohos:
Estos producen bloques grandes que pesan entre 1000 y 2000 libras. Son estáticos o se mueven con una carretilla elevadora. El principal reto aquí es la inmensa capacidad calorífica. Un molde de cerda debe absorber una gran cantidad de energía sin deformarse. Los moldes de cerda ADtech cuentan con nervaduras reforzadas en la parte inferior para evitar el efecto “barriga”, en el que la parte inferior se arquea hacia fuera.
Prolongación de la vida útil del molde mediante el mantenimiento
El mantenimiento no es una opción; es un requisito para la rentabilidad.
El ciclo de limpieza
Los residuos de fundentes y escoria se acumulan en las esquinas del molde. Si no se controlan, se endurecen y alteran la geometría del lingote. El cepillado mecánico con alambre es estándar, pero el chorro de arena es superior para reajustar el perfil de la superficie antes del recubrimiento.
Protocolos de almacenamiento
Los moldes nunca deben almacenarse al aire libre sin cubrir. El óxido crea una superficie rugosa que aumenta la superficie de adherencia del aluminio. Recomendamos almacenar los moldes en un entorno seco y con humedad controlada. Si el almacenamiento al aire libre es inevitable, deben ser invertidos y colocados sobre paletas para evitar la acumulación de agua.
-
Bateas de escoria: Los recipientes utilizados para desnatar los residuos.
-
Sartenes desnatadoras: Similares a las cubetas de escoria, pero a menudo más ligeras.
-
Cubos de escoria: Para residuos más pesados.
-
Launders: Los canales que alimentan los moldes.
AdTech ofrece soluciones en todo este espectro. Al garantizar que el revestimiento de la colada está intacto, se evita que entren partículas refractarias en el molde. Este enfoque holístico garantiza que el molde cumpla su función principal: dar forma a un metal limpio.
Análisis económico: ROI de los moldes Premium
Los moldes baratos cuestan menos por adelantado, pero cuestan más por tonelada de aluminio producida.
Las matemáticas del fracaso:
Un molde barato puede costar $500 y durar 500 coladas. Coste por colada = $1,00.
Un molde de acero ADtech premium puede costar $1.500 pero dura 3.000 coladas. Coste por colada = $0,50.
Además, si un molde barato falla y provoca una avería, el coste del tiempo de inactividad puede superar los 10 000 TP4T por hora en pérdida de producción. El “factor de seguridad” es una métrica innegociable en nuestro departamento de ingeniería.

Impacto medioambiental y sostenibilidad
La industria del aluminio avanza hacia la eliminación total de residuos. Las lingoteras desempeñan un papel importante.
-
Reciclabilidad del molde: Los moldes de acero y hierro son 100% reciclables al final de su vida útil.
-
Eficiencia energética: Un molde con una conductividad térmica óptima requiere menos refrigeración por agua, lo que reduce la huella hídrica de la planta.
-
Reducción de la chatarra: Mejores moldes significan menos lingotes rechazados. Volver a fundir un lingote rechazado requiere mucha energía. Si se hace bien a la primera, la huella de carbono por tonelada de aluminio disminuye.
Tecnologías avanzadas de fundición
Actualmente asistimos a un cambio hacia los sistemas de colada automatizada. Estos sistemas utilizan sensores láser para detectar el nivel de metal en el molde. Para que estos sensores funcionen, el labio del molde debe tener unas dimensiones uniformes. Los moldes deformados confunden a los sensores, lo que provoca un vertido excesivo o derrames. Los moldes ADtech se mecanizan con tolerancias estrictas para garantizar la compatibilidad con los sistemas láser y de visión.
Colada continua frente a colada por lotes
En la colada continua, el “molde” es una camisa de cobre refrigerada por agua. Sin embargo, para muchas aleaciones, concretamente las aleaciones de fundición (A356, 319), la colada por lotes en moldes de acero permanentes sigue siendo el método más adecuado para controlar el tamaño del grano y evitar la segregación de los elementos de aleación.
Compras estratégicas para las fundiciones mundiales
El aprovisionamiento de moldes implica logística. Los moldes son pesados y densos. Los gastos de envío pueden igualar el coste del producto si no se gestionan bien. ADtech optimiza la logística paletizando los moldes de forma eficiente y eligiendo centros de distribución estratégicos.
Al emitir una solicitud de oferta (RFQ), los compradores deben especificar:
-
Tipo de aleación (hierro frente a acero).
-
Composición química requerida (norma ASTM).
-
Tolerancia de peso.
-
Requisitos de acabado superficial (valor RMS).
-
Requisitos de ensayo de las orejetas de elevación (por seguridad).
Conclusión: La ventaja de AdTech
La lingotera para aluminio es la base de la nave de fundición. Soporta condiciones extremas para que su operación pueda funcionar sin problemas. Al seleccionar el material adecuado, aplicar los revestimientos correctos y mantener el equipo, se garantiza la calidad de la producción.
ADtech se encuentra en la intersección de la metalurgia y la ingeniería. No solo vendemos hierro y acero; vendemos longevidad y eficiencia.
Preguntas más frecuentes (FAQ)
1. ¿Cuál es el mejor material para una lingotera de aluminio?
El mejor material depende de la aplicación. Para uso estándar, ASTM A27 Grado 60-30 Acero fundido es superior por su resistencia al alabeo y su capacidad de reparación mediante soldadura. La fundición dúctil es una alternativa sólida para moldes de cerdas más grandes.
2. ¿Con qué frecuencia debo volver a recubrir mis lingoteras?
Esto depende del tipo de recubrimiento. En el caso de la ceniza de hueso, puede ser necesario recubrir cada turno. Con los revestimientos de nitruro de boro de alta calidad utilizados por ADtech, puede que solo sea necesario volver a revestir cada 5 o 10 coladas, siempre que la aplicación se haya realizado correctamente en un molde precalentado.
3. ¿Por qué mis lingotes de aluminio tienen grietas?
Las grietas en los lingotes suelen deberse a que el molde está demasiado frío o a que el metal se vierte demasiado caliente. Si el molde está frío, la superficie del aluminio se solidifica instantáneamente mientras que el centro está líquido, creando fracturas por tensión. Precalentar el molde a 150°C-200°C suele solucionar este problema.
4. ¿Puedo utilizar hierro gris para las lingoteras de aluminio?
Sí, pero no se recomienda para la producción a gran escala. El hierro gris tiene una resistencia térmica deficiente. Desarrolla “grietas por calor” (grietas en forma de telaraña) mucho más rápido que el hierro dúctil o el acero, lo que provoca que la superficie de los lingotes sea rugosa.
5. ¿Qué hace que el aluminio se pegue al molde?
La adherencia se debe a un fallo del revestimiento de barrera. Cuando el aluminio fundido toca hierro desnudo o acero, se suelda a la superficie. Para solucionarlo, hay que limpiar el molde de todos los residuos de aluminio y volver a recubrirlo a fondo.
6. ¿Cuál es la diferencia entre una cerda matriz y una lingotera?
Se trata sobre todo del tamaño. Las lingoteras suelen contener de 25 a 50 libras de aluminio. Los moldes para lingotes están diseñados para el transporte a granel y la refundición, con una capacidad de 1.000 a 2.000 libras. Los moldes de lingotes requieren nervios de refuerzo más robustos para soportar el peso.
7. ¿Cómo puedo evitar las “explosiones de agua” en el molde?
Asegúrese de que el molde esté 100% seco antes de verterlo. El precalentamiento es la única forma de garantizarlo. Incluso una pequeña gota de condensación o una pequeña grieta que contenga humedad puede provocar una peligrosa explosión al introducir aluminio fundido.
8. ¿Cuál es la vida útil típica de una lingotera ADtech?
Con un mantenimiento y revestimiento adecuados, un molde de acero fundido puede durar varios años de funcionamiento diario. El factor limitante suele ser el daño físico (manipulación) más que el fallo térmico.
9. ¿Por qué los moldes ADtech son mejores que los moldes de origen genérico?
Nos centramos en la pureza del material y la coherencia geométrica. Los moldes genéricos suelen presentar variaciones en el grosor de las paredes que provocan puntos calientes. Los moldes ADtech están diseñados para una extracción uniforme del calor, lo que garantiza una velocidad de solidificación constante.
10. ¿Afecta la forma del molde a la calidad del aluminio?
Sí, el ángulo de desmoldeo y el radio de las esquinas desempeñan un papel muy importante. Las esquinas afiladas de un molde crean puntos de tensión en el lingote. Los diseños de ADtech utilizan radios generosos para reducir la concentración de tensiones y garantizar que el lingote tenga una estructura de grano fino y uniforme.
