el hidrógeno se disuelve mucho más fácilmente en el aluminio fundido que en el aluminio sólido, normalmente entre 10 y 20 veces más cerca del intervalo de fusión, y esa repentina caída de la solubilidad durante la congelación es la razón directa por la que el aluminio no tratado desarrolla agujeros de alfiler, porosidad de gas, ampollas y vacíos internos. Este único hecho metalúrgico explica por qué el control de calidad de la masa fundida es tan importante en la fundición de aluminio. Si una planta quiere una producción más limpia de palanquilla, planchón, rueda, fundición a presión o fundición por gravedad, debe limitar la captación de humedad, reducir la turbulencia, verificar el hidrógeno disuelto y utilizar una desgasificación eficaz antes de que el metal entre en el molde. En resumen, el contraste entre la capacidad de hidrógeno en estado líquido y la capacidad de hidrógeno en estado sólido no es un detalle de libro de texto. Es una de las principales palancas de la tasa de rechazo, la estanqueidad a la presión, el acabado superficial y el rendimiento mecánico posterior.
Si su proyecto requiere el uso de Unidad de desgasificación de aluminio fundido, puede Contacto para obtener un presupuesto gratuito.
El hidrógeno es el único gas que presenta una solubilidad significativa en el aluminio en condiciones normales de fundición y de coquización. Esta afirmación aparece en la mayoría de las discusiones técnicas sobre el tratamiento del aluminio fundido, pero su significado práctico no suele explicarse lo suficiente. Los ingenieros saben que el hidrógeno es importante. Los operarios saben que la porosidad aparece cuando falla el tratamiento de la masa fundida. Los compradores saben que las unidades rotativas de desgasificación, los rotores de grafito, los analizadores y los sistemas de filtración cuestan dinero. Lo que une todas estas decisiones es la diferencia termodinámica entre el hidrógeno en el aluminio líquido y el hidrógeno en el aluminio sólido. Una vez aclarada esta relación, las decisiones sobre desgasificación, pruebas, manipulación de aleaciones y selección de equipos resultan más fáciles y racionales.
Solubilidad del hidrógeno en el aluminio puro,Método de desgasificación
¿Por qué el hidrógeno es mucho más soluble en aluminio fundido que en metal sólido?
La respuesta corta es la libertad estructural. El aluminio líquido tiene una disposición atómica desordenada, mientras que el aluminio sólido tiene una red cristalina ordenada. Los átomos de hidrógeno pueden existir más fácilmente en estado líquido porque la fusión ofrece más espacio intersticial temporal y mayor movilidad atómica. Una vez que el aluminio se solidifica, la red cristalina se vuelve mucho menos complaciente con el hidrógeno.
¿Qué ocurre a nivel atómico?
En la masa fundida, el hidrógeno existe en forma atómica tras disociarse en la superficie del metal. Se difunde en el líquido y permanece disuelto según el equilibrio termodinámico. En el aluminio sólido, los sitios de red disponibles son limitados y energéticamente menos favorables. Esto significa que el metal ya no puede retener la misma cantidad de hidrógeno.
Esta es la raíz del problema durante la fundición:
- El aluminio líquido puede contener una cantidad relativamente alta de hidrógeno disuelto.
- El aluminio macizo aguanta muy poco.
- El exceso debe ir a alguna parte durante la congelación.
- Si no puede escapar, forma poros.
¿Por qué es tan importante durante la solidificación?
La solidificación no es instantánea. Una pieza fundida o un tocho se congelan con el tiempo, formando dendritas y bolsas de líquido remanente. El hidrógeno rechazado del sólido que avanza se acumula en las últimas regiones líquidas. La concentración local de gas aumenta rápidamente. Si las condiciones de presión y nucleación lo permiten, se forman poros en las zonas interdendríticas.
Eso significa que el peligro no es sólo “alto contenido de hidrógeno en la masa fundida”. El peligro es hidrógeno más solidificación.
¿Este comportamiento es exclusivo del aluminio?
Las diferencias de solubilidad del hidrógeno también son importantes en otros metales, pero el aluminio es especialmente sensible porque:
- El hidrógeno es el principal gas disuelto.
- Las películas de óxido y los bifilmes facilitan la nucleación de poros.
- Muchos productos de aluminio necesitan una calidad superficial e interna ajustada.
- La carga reciclada y la exposición a la humedad pueden elevar la captación de gas rápidamente.
¿Cuál es la diferencia de solubilidad del hidrógeno entre el aluminio fundido y el aluminio sólido?
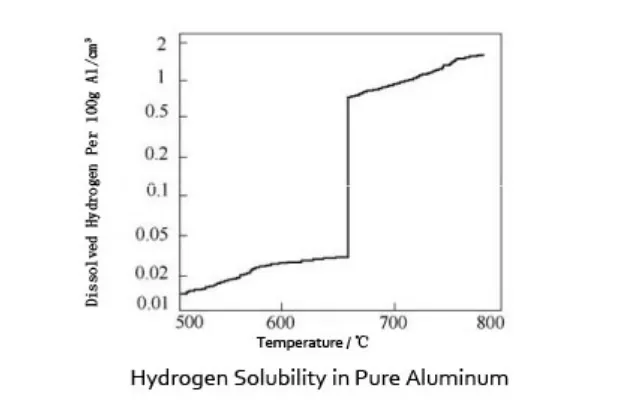
Cerca del punto de fusión, la diferencia es dramática. Dependiendo de la fuente de datos, la familia de aleaciones y el sistema de unidades, el aluminio líquido cerca de la temperatura de fundición puede disolver aproximadamente entre 10 y 20 veces más hidrógeno que el aluminio sólido en el límite de congelación.
Comparación aproximada de la solubilidad del hidrógeno
| Estado del aluminio | Temperatura típica | Solubilidad aproximada del hidrógeno en equilibrio | Significado práctico |
|---|---|---|---|
| Aluminio fundido | Alrededor de 700°C a 750°C | Alrededor de 0,6 a 0,8 cm³ de H2 por 100 g de Al | La masa fundida puede retener una cantidad importante de hidrógeno disuelto |
| Aluminio fundido cerca de liquidus | Alrededor de 660°C a 700°C | Alrededor de 0,5 a 0,7 cm³ de H2 por 100 g de Al | Sigue siendo muy superior al estado sólido |
| Aluminio sólido cerca del punto de congelación | Alrededor de 660°C | Alrededor de 0,03 a 0,04 cm³ de H2 por 100 g de Al | Capacidad de hidrógeno muy baja |
| Aluminio sólido a temperatura ambiente | Alrededor de 20°C a 25°C | Extremadamente bajo, casi insignificante en términos prácticos | El hidrógeno no puede permanecer disuelto en los niveles de líquido anteriores |
Estos valores son gamas representativas utilizadas en la discusión industrial. Las cifras exactas varían según la fuente de referencia, la química de la aleación y el método de ensayo. El punto crítico no es el último decimal. El punto crítico es el brecha pronunciada en la transición líquido-sólido.
Por qué los ingenieros suelen citar un cociente en lugar de un valor único
Como las cifras cambian con la temperatura, la presión y las adiciones de aleación, muchos metalúrgicos describen la cuestión por proporciones. Cerca del punto de fusión, el estado líquido puede contener entre 15 y 20 veces más hidrógeno que el estado sólido. Esta relación explica por qué incluso una masa fundida que parece manejable en el horno puede crear una porosidad importante cuando se funde.
Conversión de unidades útil para debates sobre plantas
Las distintas plantas informan del hidrógeno en unidades diferentes. Esto crea confusión durante las auditorías, la transferencia de procesos o las conversaciones con los proveedores.
| Expresión unitaria | Significado | Relación aproximada |
|---|---|---|
| cm³ H2 / 100 g Al | Unidad de solubilidad técnica común | Muy utilizado en referencias metalúrgicas |
| mL H2 / 100 g Al | Mismo significado práctico que cm³ / 100 g | 1 ml = 1 cm³ |
| ppm en peso | Contenido de hidrógeno basado en la masa | Aproximadamente, 1 mL de H2 / 100 g de Al equivale a 0,89 ppm de H |
| Índice de densidad | Indicador de tendencia relativa al gas | Unidad de solubilidad indirecta, no directa |
Muchos malentendidos en las plantas se deben a la mezcla de estas unidades sin conversión.
¿Qué regla termodinámica describe la disolución de hidrógeno en aluminio fundido?
El punto de partida más habitual es la ley de Sieverts. En términos sencillos, la concentración de hidrógeno disuelto en la masa fundida es proporcional a la raíz cuadrada de la presión parcial de hidrógeno sobre el metal, multiplicada por una constante dependiente de la temperatura.
Expresión simplificada
[H]=K(T)×√PH2
Dónde:
- [H] es la concentración de hidrógeno disuelto.
- K(T) es una constante de solubilidad dependiente de la temperatura.
- √PH2 es la presión parcial del gas hidrógeno.
Qué significa esto en lenguaje vegetal
Si la atmósfera sobre la masa fundida contiene más hidrógeno potencial, a menudo debido a la humedad, los hidrocarburos o los productos de combustión, la captación de hidrógeno se hace más fácil. Si la temperatura de la fusión aumenta, la solubilidad del hidrógeno en el líquido también tiende a aumentar. Por eso, el metal caliente, húmedo y turbulento es una receta perfecta para los problemas de gas.
Por qué la humedad es más importante de lo que muchas plantas esperan
Las fundiciones suelen decir que “el agua es enemiga del aluminio fundido”, y esto no es un eslogan. Es una realidad termodinámica. El vapor de agua cerca del metal caliente se disocia, permitiendo la absorción de hidrógeno. Las fuentes incluyen:
- Material de carga húmeda.
- Herramientas húmedas
- Cazos sin calentar.
- Condensación en las cubiertas de la lavandería.
- Gases de combustión húmedos.
- Fugas cerca de los circuitos de refrigeración.
Una planta puede desgasificarse cuidadosamente, pero seguir teniendo problemas de porosidad del gas si el control de la humedad es deficiente.
¿Qué le ocurre al hidrógeno disuelto cuando el aluminio pasa de líquido a sólido?
Cuando comienza la solidificación, el hidrógeno se vuelve menos soluble en el sólido recién formado. El sólido que avanza rechaza el hidrógeno hacia el líquido restante. Esto aumenta la concentración local de hidrógeno en los canales interdendríticos y en las zonas de última congelación.
Por qué se produce la nucleación de poros en la zona blanda
Durante la congelación, se dan varias condiciones al mismo tiempo:
- El volumen de líquido restante se reduce.
- La concentración de hidrógeno aumenta en ese líquido restante.
- La alimentación se vuelve más difícil.
- Las películas de óxido y las inclusiones pueden actuar como lugares de nucleación.
- Las condiciones de presión dentro de la zona blanda se vuelven favorables para el crecimiento de poros.
Si el gas no puede difundirse hacia el exterior, nuclea poros. Estos poros pueden ser esféricos, alargados, interdendríticos o estar unidos a cavidades de contracción.
La porosidad del gas y la porosidad de contracción suelen interactuar
Las plantas a veces separan la porosidad del gas y la porosidad de la contracción como si no estuvieran relacionadas. En realidad, a menudo interactúan. El hidrógeno puede agrandar huecos que de otro modo seguirían siendo pequeños. Una alimentación deficiente puede amplificar los defectos relacionados con el gas. La red de porosidad resultante puede reflejar ambos mecanismos.
Por qué las bifilms empeoran el problema
Las películas de óxido plegadas en la masa fundida, a menudo denominadas bifilms en la metalurgia del aluminio, pueden atrapar aire o crear interfaces similares a grietas. Estas superficies internas son lugares ideales para la nucleación de poros de hidrógeno. Por este motivo, el control de la turbulencia es tan importante como la desgasificación.
Secuencia de solidificación y comportamiento del hidrógeno
| Escenario | Estado del hidrógeno | Riesgo de defectos |
|---|---|---|
| Fundición totalmente líquida | El hidrógeno permanece disuelto si está por debajo del límite de solubilidad | Carga de gas oculta, no siempre visible |
| Congelación precoz | El sólido rechaza el hidrógeno en el líquido restante | Comienza el enriquecimiento local de hidrógeno |
| Zona blanda | El líquido interdendrítico se vuelve rico en hidrógeno | Nucleación y crecimiento de poros |
| Solidificación final | Las vías de escape se cierran | La porosidad queda atrapada en el interior del metal |
| Enfriamiento a temperatura ambiente | La solubilidad del hidrógeno sólido se vuelve extremadamente baja | Los poros existentes permanecen, no pueden desaparecer por sí solos |
¿De dónde procede el hidrógeno en las operaciones reales de fusión y mantenimiento del aluminio?
La mayoría de los problemas de producción de hidrógeno provienen de la humedad, no de una química misteriosa. La captación de hidrógeno suele deberse a la disciplina de manipulación, la atmósfera del horno o el estado de la materia prima.
Fuentes comunes de hidrógeno en las plantas de aluminio
| Fuente | Cómo entra el hidrógeno en la masa fundida | Síntoma vegetal típico |
|---|---|---|
| Desechos o devoluciones húmedas | La humedad se disocia al entrar en contacto con el metal caliente | Aumento rápido del hidrógeno tras la carga |
| Herramientas húmedas y espumaderas | Contacto del agua con la superficie fundida | Llamarada local, escoria, recogida de gas |
| Cucharas y lavaplatos sin precalentar | Condensación o humedad residual | Nivel de gas variable entre calentamientos |
| Atmósfera húmeda del horno | El vapor de agua interactúa con el fundido expuesto | Recogida lenta pero persistente |
| Fundentes con contaminación por humedad | Fuente de hidrógeno durante el tratamiento | Desgasificación irregular |
| Productos para quemadores | La combustión crea vapor de agua | Alta tendencia al gas en hornos mal ventilados |
| Transferencia turbulenta | La renovación constante de la superficie expone el metal fresco | Más oxidación y absorción de gases |
Por qué la carga reciclada suele aumentar el riesgo
El aluminio reciclado puede ser una materia prima excelente, pero a menudo contiene aceite, pintura, óxido y un historial variable de exposición a la humedad. Si la preparación y el secado no son uniformes, el riesgo de captación de hidrógeno aumenta considerablemente.
Por qué es importante el tiempo de espera
El mantenimiento prolongado a temperatura elevada da más tiempo al hidrógeno para entrar en la masa fundida, especialmente cuando la superficie está expuesta y la atmósfera es húmeda. Esta es una de las razones por las que las buenas plantas no confían únicamente en la desgasificación de emergencia en la fase final. También reducen la captación aguas arriba.
¿Qué condiciones de proceso aumentan más la solubilidad del hidrógeno o la captación de hidrógeno?
El comportamiento del hidrógeno depende de más de una variable. La temperatura es importante, pero también lo son la atmósfera, el tiempo de exposición, las turbulencias y la química de las aleaciones.
Variables clave del proceso y su efecto
| Variable | Efecto sobre el hidrógeno disuelto | Consecuencia de la producción |
|---|---|---|
| Mayor temperatura de fusión | Tiende a aumentar la solubilidad del hidrógeno | Puede quedar más hidrógeno en el líquido antes de la colada |
| Humedad elevada o vapor de agua | Aumenta el potencial de captación de hidrógeno | El nivel de gas sube rápidamente |
| Tiempo de retención prolongado | Más tiempo para la absorción | Mayor riesgo de porosidad si no se trata |
| Vertido o trasvase turbulento | Renueva constantemente la superficie reactiva | Más captación de hidrógeno y más arrastre de óxido |
| Superficie sucia del horno y alteración de la escoria | Expone el metal a condiciones oxidantes | Defectos combinados de gas e inclusión |
| Control deficiente del flujo de cobertura | La superficie fundida permanece expuesta | Contenido variable de gas |
| Refundición frecuente de las devoluciones | Ciclos de exposición repetidos | Deriva del proceso y pérdida de limpieza |
¿Cambia la química de las aleaciones el comportamiento del hidrógeno?
Sí, pero el efecto no siempre es sencillo. Los elementos de aleación pueden influir:
- Tendencia a la oxidación superficial.
- Interacción con las inclusiones.
- Características de la alimentación durante la congelación.
- Sensibilidad a la porosidad efectiva.
- Respuesta a la desgasificación.
Es más seguro decir que la química de las aleaciones modifica el riesgo de defectos relacionados con el hidrógeno que afirmar que existe una regla universal de cambio de solubilidad en todas las composiciones.
Influencia general de la familia de la aleación
| Familia o característica de la aleación | Preocupación típica relacionada con el hidrógeno |
|---|---|
| Aleaciones con alto contenido en magnesio | Superficies más reactivas, más formación de óxido y espinela |
| Aleaciones de fundición que contienen silicio | La porosidad puede ser prominente en secciones críticas |
| Aleaciones secundarias recicladas | Historial variable de contaminación y humedad |
| Aleaciones de tocho de alta calidad | Límites de hidrógeno estrictos debido a la extrusión posterior y a las exigencias de superficie |
| Aleaciones para laminación | Sensibilidad a las ampollas e inclusiones durante el laminado y el tratamiento térmico |
¿Por qué la porosidad del hidrógeno aparece en algunas piezas moldeadas y no en otras?
Esta es una de las preguntas más comunes en la planta. Una masa fundida puede tener un contenido moderado de hidrógeno y seguir fundiendo aceptablemente en una geometría, mientras que otra pieza falla gravemente. La explicación reside en el efecto combinado del contenido de hidrógeno, la velocidad de solidificación, la capacidad de alimentación, la presión y la población de óxidos.
Principales condiciones que influyen en la formación de poros
- Nivel de hidrógeno disuelto antes de la colada.
- Presencia de sitios de nucleación de poros, como óxidos o bifilms.
- Presión de solidificación en el molde o la matriz.
- Velocidad de enfriamiento y anchura de la zona blanda.
- Capacidad de la fundición para alimentar la contracción.
- Espesor local de la sección
- Diseño del molde y turbulencia de la compuerta.
Por qué los procesos de alta presión pueden ocultar parte del problema
Los procesos con alta presión del metal pueden suprimir la expansión visible de los poros de gas. Esto no significa que el hidrógeno sea irrelevante. Puede seguir afectando a la calidad interna, la respuesta al tratamiento térmico o el rendimiento de las fugas.
Expresión de defectos por tipo de producto
| Tipo de producto | Defecto común relacionado con el hidrógeno |
|---|---|
| Tocho de fundición de CC | Porosidad central, variación de la superficie de extrusión, riesgo de ampollas |
| Losa rodante | Defectos internos de gas, ampollas tras el laminado en caliente o el tratamiento térmico |
| Fundición por gravedad | Poros de gas en secciones gruesas, fallos de estanqueidad, mala mecanizabilidad |
| Fundición a baja presión | Porosidad interna si la calidad de la masa fundida disminuye |
| Suministro de fundición inyectada | Problemas de estanqueidad, gas atrapado que interactúa con defectos del proceso |
| Fundición de ruedas y estructuras | Reducción de la vida a fatiga e interacción local contracción-gas |
Por qué dos moldes idénticos pueden dar resultados diferentes
Si una cuchara se ha mantenido durante más tiempo, si una ruta de transferencia es más turbulenta o si un turno utiliza un precalentamiento de herramientas ligeramente diferente, los niveles de hidrógeno y óxido pueden diferir lo suficiente como para cambiar la formación de poros. Por eso es más importante un control disciplinado del proceso que un juicio basado en la apariencia.
¿Cómo miden los ingenieros y las fundiciones el hidrógeno en el aluminio fundido?
El hidrógeno no puede controlarse bien si no se mide. Las plantas líderes combinan métodos directos e indirectos en función del valor del producto y la precisión requerida.
Métodos habituales de evaluación del hidrógeno y la porosidad
| Método | Qué mide | Fuerza | Limitación |
|---|---|---|---|
| Prueba de presión reducida | Tendencia de la porosidad al vacío | Rápido y práctico | Interpretación indirecta, dependiente del operador |
| Índice de densidad | Tendencia relativa de los gases basada en la diferencia de densidad | Control de tendencias útil | No es una concentración directa de hidrógeno |
| Analizadores First Bubble o similares | Medición directa del hidrógeno disuelto | Gran valor de control de procesos | Coste del equipo y disciplina de calibración necesaria |
| Muestra de solidificación al vacío | Gravedad de la porosidad | Buena herramienta comparativa | La interpretación sigue siendo necesaria |
| Metalografía | Estructura real de los poros e interacción de inclusión | Potente herramienta de causa raíz | No es un método rápido para el taller |
| Ultrasonidos o rayos X en el producto final | Detección de defectos internos | Validación sólida | Demasiado tarde para evitar el problema del deshielo |
Por qué se sigue utilizando tanto el índice de densidad
Es asequible, rápido y familiar. Las plantas pueden tender a calentarlo por calor. El punto débil es que refleja la tendencia de la porosidad, no sólo el hidrógeno disuelto. Las inclusiones y la práctica de muestreo pueden afectar al resultado.
Los productores de tochos, desbastes y fundición estructural de primera calidad suelen preferir los analizadores directos porque reducen la ambigüedad. El desarrollo del proceso resulta más sencillo cuando los ingenieros pueden separar el contenido real de hidrógeno de la variabilidad de la muestra de fundición.
Estrategia de control típica según la madurez de la planta
| Nivel de planta | Práctica común |
|---|---|
| Fundición básica | Prueba ocasional de presión reducida |
| Funcionamiento de control medio | Índice de densidad rutinario más registros del operador |
| Caseta avanzada | Análisis directo de hidrógeno, gráficos de tendencias y control estadístico |
| Proveedor aeroespacial o de automoción de primera calidad | Medición directa de hidrógeno, control de inclusión, validación de recetas y trazabilidad de auditorías |
¿Qué métodos reducen más eficazmente el contenido de hidrógeno en el aluminio fundido?
El método más eficaz en la producción moderna es la desgasificación rotativa mediante gas inerte, normalmente argón o nitrógeno, dispersado a través de un rotor de grafito. Otros métodos pueden ayudar, pero el tratamiento rotatorio sigue siendo la norma industrial en muchas plantas.
Comparación de los métodos de control del hidrógeno
| Método | Mecanismo principal | Fuerza | Limitación |
|---|---|---|---|
| Desgasificación rotativa | Finas burbujas de gas inerte extraen el hidrógeno de la masa fundida | Alta eficacia, buena repetibilidad | Necesita equipo, piezas de grafito y un funcionamiento disciplinado |
| Burbujeo estático de la lanza | Las burbujas de gas se elevan a través de la masa fundida | Configuración sencilla | Menor eficacia debido a las burbujas gruesas |
| Tratamiento de flujos | Ayuda a la eliminación de inclusiones y a la protección de superficies | Favorece la limpieza de la masa fundida | Eliminación limitada de hidrógeno en comparación con el tratamiento rotativo |
| Tratamiento al vacío | Disminuye la presión parcial de hidrógeno | Fuerte en sistemas específicos | Menos común en muchas líneas estándar de aluminio |
| Sólo desnatado superficial | Elimina la escoria de la parte superior | Limpieza necesaria | No elimina el hidrógeno disuelto |
| Mejor secado de la carga y manejo de bajas turbulencias | Evita la captación de hidrógeno | Excelente valor preventivo | No puede eliminar el gas ya disuelto |
Por qué prevenir es más barato que corregir
El hidrógeno más barato es el que nunca entra en la masa fundida. La carga seca, las herramientas precalentadas, la transferencia tranquila y la práctica de mantenimiento cubierto reducen la carga del sistema de desgasificación.
Por qué el tratamiento rotativo también ayuda a la limpieza
Las finas burbujas de gas generadas por un rotor de grafito pueden ayudar a la flotación de óxidos. Esta es una de las razones por las que una desgasificación bien realizada mejora más de una categoría de defectos.
¿Cómo afecta el control del hidrógeno al rendimiento de los tochos, los desbastes y la fundición?
Muchos equipos piensan en el hidrógeno sólo en términos de poros visibles en las superficies de las fracturas. El verdadero impacto es más amplio.
Efectos derivados de un mal control del hidrógeno
- Ampollas superficiales al enrollar o recalentar
- Menor estanqueidad a la presión en piezas de fundición.
- Reducción de la vida a fatiga.
- Mala respuesta de la soldadura en algunos productos.
- Mecanizado inestable.
- Más chatarra durante la inspección por ultrasonidos o rayos X.
- Reclamaciones de clientes relacionadas con fugas o calidad visual.
- Aspecto anodizado inconsistente debido a defectos subsuperficiales.
Por qué los tochos y los desbastes son muy sensibles
Los productos forjados sufren grandes deformaciones y un posterior tratamiento térmico. Los defectos de gas ocultos pueden abrirse, agrandarse o hacerse visibles sólo después de un tratamiento posterior. Un tocho que parece aceptable en el taller de fundición puede crear problemas en la extrusión o el laminado.
Tabla de sensibilidad de los productos
| Ruta del producto | Por qué es importante el control del hidrógeno |
|---|---|
| Palanquilla de extrusión | Acabado superficial, resistencia a las ampollas, consistencia del perfil |
| Losa rodante | Calidad de la lámina, integridad de la lámina, control del blíster |
| Piezas de fundición | Estanqueidad, maquinabilidad, propiedades mecánicas |
| Piezas estructurales de automóviles | Fatiga, comportamiento en caso de choque, integridad interna |
| Piezas moldeadas tratadas térmicamente | Expansión de los poros y reducción de la fiabilidad mecánica |
¿Qué deben especificar los ingenieros al redactar una norma de control del hidrógeno?
Una buena especificación de proceso no debe limitarse a “desgasificar la masa fundida”. Debe definir criterios de aceptación y condiciones de funcionamiento mensurables.
Elementos prácticos que debe incluir una norma técnica
| Especificación | Por qué es importante |
|---|---|
| Contenido máximo admisible de hidrógeno o índice de densidad | Establece un objetivo de calidad mensurable |
| Frecuencia de muestreo | Evita la deriva “calor bueno, calor malo |
| Ventana de temperatura de fusión | La solubilidad y la eficacia del tratamiento dependen de la temperatura |
| Tiempo de mantenimiento permitido antes de la colada | Limita la reabsorción |
| Necesidad de secado de la carga y precalentamiento de la herramienta | Reduce la captación relacionada con la humedad |
| Tipo de gas de desgasificación | El argón y el nitrógeno pueden comportarse de forma diferente en la economía vegetal |
| Velocidad del rotor, tiempo de tratamiento y profundidad de inmersión | Hace que el proceso sea repetible |
| Criterios para la sustitución del rotor de grafito | Las piezas desgastadas reducen la calidad de la burbuja |
| Formato de registro | Apoya el análisis de causas y las auditorías |
Por qué los límites de aceptación deben ajustarse a la ruta del producto
Una colada por gravedad con requisitos modestos de estanqueidad a la presión no necesita el mismo límite que se utiliza en el desbaste por laminación de primera calidad. La capacidad del proceso y las necesidades del cliente deben determinar el objetivo.
Por qué las tendencias importan más que los valores de una sola prueba
El resultado de una prueba sólo ofrece una instantánea. Una norma sólida sigue la tendencia:
- Aleación
- horno
- operador
- turno
- receta de tratamiento.
- tasa de defectos aguas abajo.
Esto revela si la causa principal es estable o está a la deriva.
¿Qué deben comprobar los equipos de compras al adquirir equipos de desgasificación, rotores de grafito o analizadores de hidrógeno?
Este artículo se centra en la solubilidad del hidrógeno, pero muchos lectores también necesitan información sobre las compras, ya que la ciencia determina directamente la elección de los equipos.
Lista de comprobación para la adquisición de sistemas de control de hidrógeno
| Elemento a evaluar | Qué deben preguntar los compradores |
|---|---|
| Unidad de desgasificación rotativa | ¿Puede mantener estables las rpm, el flujo de gas y la profundidad de inmersión? |
| Grado del rotor de grafito | ¿Qué densidad, contenido de cenizas, revestimiento y vida útil prevista se especifican? |
| Diseño de eje de grafito | ¿Es el control de alineación lo suficientemente fuerte como para evitar el tambaleo? |
| Sistema de suministro de gas | ¿Qué pureza y estabilidad de flujo pueden garantizarse? |
| Precisión del analizador | ¿De qué rutina de calibración y datos de repetibilidad se dispone? |
| Plazo de entrega de las piezas de recambio | ¿Puede el proveedor atender necesidades urgentes de sustitución? |
| Apoyo al proceso | ¿Ayudará el proveedor a optimizar las recetas de tratamiento en la producción real? |
| Documentación | ¿Se incluyen procedimientos operativos, planos e instrucciones de mantenimiento? |
Por qué el coste total es más importante que el precio unitario
Un rotor de bajo coste que produce un tamaño de burbuja inestable puede aumentar:
- consumo de gas
- tiempo de tratamiento
- chatarra
- generación de escoria
- tiempo de inactividad
- riesgo del cliente
Eso significa que el repuesto más barato suele ser el más caro en la producción real.
Si el aluminio líquido puede contener mucho más hidrógeno que el aluminio sólido, todas las plantas necesitan una forma de controlar esa diferencia antes de que comience la congelación. Esta es la razón por la que las unidades de desgasificación, los rotores de grafito, los analizadores y los componentes de manipulación de la masa fundida no son accesorios opcionales en las líneas exigentes. Son respuestas directas a la caída de la solubilidad.
¿Qué errores comunes conducen a repetidos problemas de porosidad?
Incluso las plantas experimentadas repiten a veces los mismos supuestos erróneos.
Error 1: “La masa fundida parecía limpia, así que el hidrógeno debe ser bajo”.”
Una superficie brillante no demuestra que haya poco gas disuelto. El hidrógeno es invisible hasta que causa problemas.
Concepto erróneo 2: “El desnatado elimina el hidrógeno”.”
El desnatado elimina la escoria y los contaminantes flotantes. No elimina el hidrógeno disuelto en la masa fundida.
Error 3: “Un ciclo de desgasificación lo arregla todo”.”
El hidrógeno puede volver a entrar durante la retención, el trasvase o el vertido turbulento. La desgasificación debe combinarse con una manipulación disciplinada.
Error 4: “Sólo las fundiciones necesitan control de hidrógeno”.”
Las operaciones de palanquilla, desbaste, laminado y extrusión también son muy sensibles, a menudo en formas que aparecen más adelante.
Error 5: “Porosidad significa sólo gas, no contracción”.”
Muchos defectos implican tanto limitaciones de gas como de alimentación. La revisión metalográfica suele mostrar la interacción.
Errores comunes y consecuencias
| Error | Efecto inmediato | Resultado a largo plazo |
|---|---|---|
| Carga de devoluciones húmedas | Recogida rápida de gas | Porosidad persistente en todo el turno |
| Desgasificación prematura y mantenimiento prolongado | Reabsorción antes del vaciado | Buena prueba, mal producto |
| Remover la superficie | Arrastre de óxido | Defectos combinados de gas e inclusión |
| Uso de rotores de grafito desgastados | Burbujas gruesas, desgasificación débil | Mayor hidrógeno y resultados variables |
| Ignorar la calibración del analizador | Falsa confianza | Malas decisiones de proceso |
¿Cómo pueden las plantas reducir la captación de hidrógeno antes de que el metal llegue al molde?
El programa de control de hidrógeno más estricto comienza antes de que la masa fundida entre en la estación de desgasificación.
Acciones preventivas de gran valor
- Secar y precalentar los materiales de carga.
- Guarde las devoluciones a cubierto.
- Precalentar herramientas, cazos, lavaplatos y espumaderas.
- Mantener estable la atmósfera del horno.
- Minimizar el tiempo de exposición de la masa fundida abierta.
- Reducir la transferencia turbulenta y el vertido en cascada.
- Retire la escoria con cuidado en lugar de removerla en el baño.
- Verificar la pureza del gas y la calibración del analizador.
- Sustituya a tiempo las piezas de grafito desgastadas.
- Adaptar el tiempo de tratamiento al volumen real de fusión.
Por qué la prevención y la eliminación deben ir de la mano
La prevención reduce la carga de hidrógeno entrante. La desgasificación elimina el gas disuelto restante. La filtración ayuda a eliminar las inclusiones en suspensión. La mejor calidad del metal procede de esta estrategia por capas, no de confiar en un solo paso.
¿Cuál es la relación práctica entre la solubilidad del hidrógeno, la desgasificación y el riesgo de porosidad?
Esta relación puede resumirse en una cadena de procesos:
- La humedad y la exposición introducen hidrógeno en el aluminio fundido.
- El aluminio líquido disuelve fácilmente ese hidrógeno.
- El aluminio sólido no puede contener la misma cantidad.
- La solidificación rechaza el hidrógeno en el líquido restante.
- Si el hidrógeno no tiene adónde ir, se forman poros.
- La porosidad perjudica la calidad y aumenta la chatarra.
- La desgasificación y la manipulación disciplinada interrumpen esta cadena.
Cuadro sinóptico de la cadena de procesos
| Paso | Evento metalúrgico | Método de control |
|---|---|---|
| Recogida de hidrógeno | La humedad interactúa con el metal líquido | Carga seca, precalentamiento, atmósfera controlada |
| Disolución en fusión | El aluminio líquido retiene fácilmente el hidrógeno | Corto tiempo de mantenimiento, manipulación de masa fundida cubierta |
| Rechazo de solidificación | El sólido rechaza el hidrógeno y lo convierte en líquido | Bajar el hidrógeno inicial antes de la colada |
| Nucleación de poros | El hidrógeno se acumula en el último líquido congelado | Desgasificación, baja turbulencia, fusión limpia |
| Formación del defecto final | Los poros quedan atrapados en el producto | Pruebas, control de procesos, inspección posterior |
Preguntas frecuentes sobre la solubilidad del hidrógeno en el aluminio fundido frente al aluminio sólido
Hidrógeno en aluminio fundido: 10/10 FAQ
1. ¿Por qué el hidrógeno es más soluble en aluminio fundido que en sólido?
Todo se reduce a disposición atómica. El aluminio líquido tiene una estructura desordenada con más “huecos” temporales y una gran movilidad atómica, lo que permite que los átomos de hidrógeno encajen fácilmente. Una vez que se solidifica en una red cristalina cúbica centrada en la cara (FCC), hay mucho menos espacio intersticial disponible para retener el gas.
2. ¿Cuánto mayor es la solubilidad del hidrógeno en el aluminio líquido?
La diferencia es dramática. En el punto de fusión, el aluminio líquido puede contener aproximadamente De 10 a 20 veces más hidrógeno que la fase sólida. Esta caída repentina de la solubilidad durante el cambio de fase es la raíz física de casi todos los defectos relacionados con el gas en la fundición de aluminio.
3. ¿Qué le ocurre al hidrógeno cuando se solidifica el aluminio?
Al congelarse el metal, la fase sólida “rechaza” el hidrógeno disuelto en el líquido restante. Esto hace que la concentración de hidrógeno en el líquido se dispare hasta alcanzar un punto en el que forma burbujas de gas. Si estas burbujas quedan atrapadas por el frente sólido que avanza, permanecen como poros internos.
4. ¿Es el hidrógeno el único gas preocupante en el aluminio?
5. ¿Una mayor temperatura de fusión aumenta la solubilidad del hidrógeno?
Sí. La solubilidad aumenta exponencialmente con la temperatura. El “sobrecalentamiento” de la masa fundida no sólo le permite retener más hidrógeno, sino que también aumenta la velocidad a la que el aluminio reacciona con la humedad atmosférica para recoger más gas.
6. ¿Puede el desnatado eliminar el hidrógeno disuelto?
7. ¿Cuál es el mejor método industrial para reducir el hidrógeno?
Desgasificación rotativa es la norma del sector. Mediante la inyección de finas burbujas de un gas inerte (argón o nitrógeno) a través de un rotor de grafito giratorio, los átomos de hidrógeno se difunden en las burbujas y son transportados a la superficie, donde se liberan de forma segura.
8. ¿Por qué una pieza moldeada puede presentar porosidad incluso después de la desgasificación?
9. ¿Cómo prueban las plantas el hidrógeno en aluminio fundido?
CONTROL DE CALIDAD
La herramienta más común es el Prueba de presión reducida (RPT), que aumenta el contenido de gas para la inspección visual. Las operaciones más precisas utilizan Índice de densidad cálculo o analizadores directos de hidrógeno disuelto (como el Alscan o el Telegas) para obtener datos numéricos en tiempo real.
10. ¿Por qué es importante el control del hidrógeno en la producción de tochos y desbastes?
Resumen técnico final
La solubilidad del hidrógeno en el aluminio fundido frente al aluminio sólido es uno de los conceptos más importantes en la metalurgia del aluminio. El metal líquido puede contener mucho más hidrógeno que el metal sólido. Durante la congelación, esa diferencia convierte el gas disuelto en una amenaza de porosidad. Por eso, el tratamiento de la fusión no consiste sólo en ajustar la química o desnatar la superficie. Se trata de gestionar una transición termodinámica que expulsa de forma natural el hidrógeno de la solución en el peor momento posible, justo dentro del producto durante la solidificación.
Las lecciones prácticas son claras:
- El aluminio líquido puede absorber hidrógeno con facilidad, especialmente en condiciones de calor, humedad y turbulencia.
- El aluminio sólido tiene una capacidad de hidrógeno muy baja.
- La caída de la solubilidad durante la congelación es la causa directa de la porosidad del gas.
- Los óxidos, los bifilmes y la mala alimentación agravan el defecto.
- La prevención comienza con una carga seca, herramientas secas y una manipulación tranquila de la masa fundida.
- El control requiere mediciones, no conjeturas visuales.
- La desgasificación rotativa y el control disciplinado del proceso siguen siendo fundamentales en la fundición de aluminio de calidad.
En el pensamiento de procesos de AdTech, este tema no es una cuestión estrecha de laboratorio. Afecta a la especificación del equipo, al diseño de la manipulación de la masa fundida, a la práctica de desgasificación, a la selección del rotor de grafito, a la elección del analizador y a la calidad final del cliente. Cualquier ingeniero, jefe de producción o especialista en compras que trabaje con aluminio debe entender claramente este contraste de solubilidad, porque explica por qué algunos calores se funden limpiamente mientras que otros generan porosidad, ampollas y costosos fallos aguas abajo.
