Filtración de lecho profundo ofrece la mayor capacidad de eliminación de inclusiones para aluminio fundido en líneas de producción de gran volumen y alta calidad; cuando se diseña y se utiliza correctamente, un filtro de lecho profundo puede reducir los defectos de las partículas, mejorar la consistencia del producto final y admitir productos exigentes como latas de aluminio, papel de aluminio y láminas para condensadores.
Resumen y principales conclusiones
La filtración en lecho profundo emplea un lecho de gránulos refractarios calibrados para atrapar las inclusiones mediante filtración en profundidad. Cuando se utiliza aguas arriba del equipo de fundición, ofrece una alta retención de partículas no metálicas y películas de óxido, alcanzando eficiencias de filtración a menudo superiores al 90% para partículas de más de 10 micrómetros. La selección del tamaño de las partículas, la profundidad del lecho y la distribución del flujo controlan el equilibrio entre la eficacia de captura y la caída de presión. Las estrategias operativas que reducen la retención de metal durante los cambios de aleación pueden reducir notablemente los costes y la chatarra.

Qué es un filtro de lecho profundo y dónde encaja en una caseta
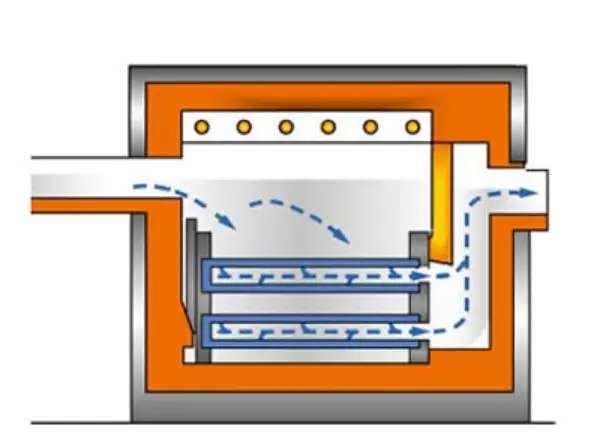
Un filtro de lecho profundo es un revestimiento refractario Recipiente lleno de capas de medios filtrantes granulares. El aluminio fundido entra en el recipiente por la parte superior, fluye hacia abajo a través de las capas y sale por la parte inferior hacia el lavador de transferencia o el equipo de colada. Las ubicaciones típicas incluyen entre un horno de mantenimiento y una colada continua o entre un horno de aleación y un sistema de colada. La configuración es adecuada para operaciones de gran volumen en las que son críticos un flujo constante y unos objetivos de limpieza elevados.
Principio básico de funcionamiento y mecanismos de captura de partículas
La filtración en profundidad difiere de la filtración superficial. En un lecho granular empaquetado, la masa fundida teje un tortuoso camino a través de los intersticios y entra en contacto con muchas superficies de sólidos. Los mecanismos de captura incluyen:
-
Interceptación directa cuando una partícula choca con la superficie de un gránulo.
-
Impactación inercial para partículas más grandes o densas que no pueden seguir las líneas de flujo.
-
Captura por difusión de nanopartículas en las que el movimiento browniano aumenta las probabilidades de colisión.
-
Sedimentación por gravedad de inclusiones muy gruesas.
La eficacia de la filtración aumenta con la profundidad del lecho y con la disminución del tamaño medio de los poros, pero la caída de presión aumenta en consecuencia. Un medio filtrante correctamente escalonado puede capturar una amplia gama de tamaños manteniendo la pérdida de carga dentro de los límites permitidos.
Componentes y materiales de construcción típicos
Un conjunto de filtro de lecho profundo estándar contiene estas zonas y piezas:
-
Carcasa exterior: carcasa de acero estructural que soporta el aislamiento y el revestimiento refractario.
-
Revestimiento refractarioLadrillos moldeados o preformados a base de alúmina o magnesia adaptados a la resistencia al choque térmico.
-
Placa de distribución de entrada: distribuye el flujo sobre el lecho, reduce la canalización localizada.
-
Soporte superior y rejilla de retención: evita la pérdida de medios y sostiene las capas superiores.
-
Paquete de soportes graduados: típicamente bolas de alúmina, de grano grueso y finos dispuestos en múltiples capas.
-
Rejilla de soporte de salida y conexión de lavaderozona de descarga de los filtros y se conecta a la vía de flujo aguas abajo.
-
Instrumentación: termopares, indicadores de nivel, sensores de presión y puertos de acceso para inspección.
Los materiales se seleccionan en función de la compatibilidad química con el aluminio, los requisitos de conductividad térmica y la resistencia mecánica. Los materiales a base de alúmina siguen siendo la norma del sector para los lechos profundos de aluminio.

Selección de medios filtrantes y estrategia de puesta en escena
Los medios se especifican por forma, diámetro nominal, densidad y estado de la superficie. Las disposiciones comunes utilizan tres capas principales:
-
Capa superior (bolas): bolas esféricas tabulares de alúmina relativamente grandes que protegen los finos interiores del desplazamiento y evitan el arrastre. También proporcionan una baja pérdida de carga en la entrada inicial.
-
Capa intermedia (finos o alúmina tabular triturada): la principal zona de captura. La densidad de empaquetamiento de las partículas y la distribución del tamaño de los finos determinan las dimensiones de la garganta de los poros y la eficacia de la filtración.
-
Capa inferior (bolas de apoyo o arena gruesa)impide que los finos se escapen y sostiene el lecho de captura.
El grosor de las capas varía en función del caudal y de la carga de partículas. Un enfoque común es dimensionar los finos de modo que las gargantas de los poros intersticiales atrapen eficazmente el rango de tamaño de inclusión objetivo, limitando al mismo tiempo la caída de presión. Los proveedores del sector publican gradaciones calibradas de los medios y el escalonamiento recomendado para los caudales objetivo.
Cálculos de tamaño, rendimiento y retención
Objetivos de diseño
El diseño selecciona el área de la sección transversal del lecho, la profundidad y la gradación de los medios para alcanzar el rendimiento objetivo, la caída de presión admisible, la eficacia de captura deseada y el volumen máximo aceptable de retención de metales.
Relaciones básicas
-
El área de filtración a menudo se escala con el caudal másico de metal en toneladas por hora. Una relación empírica comúnmente utilizada es
A = k * Q, dondeAes la superficie filtrante en metros cuadrados,Qes la producción de metal en t/h, ykes un coeficiente de capacidad derivado de datos de proveedores e instalaciones anteriores. Los coeficientes típicos se sitúan entre 0,04 y 0,06 m² por t/h para los diseños de lecho profundo utilizados en la producción de hojas y láminas. -
El volumen de retención del metal V_h depende de la porosidad y de la profundidad del lecho:
V_h = (1 - ε) * V_camadondeεes la fracción vacía yV_bedes el volumen geométrico de la zona empaquetada. La fracción vacía de la alúmina esférica empaquetada suele ser del 36% al 40%, lo que da lugar a fracciones de retención importantes en lechos profundos. Minimizar la retención es fundamental en entornos de aleaciones múltiples.
Ejemplo práctico
Supongamos que el caudal requerido es de 50 t/h. Utilizando k = 0,0413 m²-h/t (referencia habitual), la superficie filtrante A = 0,0413 * 50 = 2,065 m². Si la profundidad del lecho es de 0,8 m y el diámetro del lecho corresponde a la superficie, el volumen del lecho es de V_cama = A * profundidad = 1,652 m³. Con una fracción vacía de 0,38, el metal contenido es igual a V_metal = ε * V_cama = 0,6278 m³, que, con una densidad de aluminio fundido de 2,4 t/m³, equivale aproximadamente a 1,51 t de retención de metal. Los diseñadores utilizan esta métrica para calcular las pérdidas por cambio de aleación y los programas de sustitución.

Instalación, integración y colocación de procesos
Las mejores prácticas de colocación minimizan la recontaminación y estabilizan el flujo hacia el punto de vertido:
-
Sitúe el filtro entre el horno de mantenimiento final y la máquina de colada para garantizar que el metal tratado vaya directamente al proceso. Evite las coladas largas y abiertas que favorecen la reformación del óxido.
-
Proporcionar una pieza de transición o garganta que mantenga el flujo laminar del tapón a través de la parte superior del lecho. Las placas de distribución de flujo mitigan la canalización.
-
Incluyen capacidad de derivación y drenaje para permitir el mantenimiento y la manipulación controlada del metal durante el cambio. Un volumen de sobretensión integrado puede compensar breves interrupciones del flujo.
-
La instrumentación de temperatura, nivel y presión diferencial debe alimentar el control del proceso para evitar el sobrecalentamiento o el funcionamiento en seco del lecho.
La integración con las operaciones previas de desgasificación, fundición y aleación mejora la limpieza general de la sala de colada y reduce el reprocesamiento posterior.
Parámetros de funcionamiento y métricas de rendimiento
Los operadores controlan varios indicadores:
-
Presión diferencialLa presión diferencial creciente sugiere una carga progresiva. Los rangos típicos aceptables y los puntos de ajuste de alarma son específicos del proveedor.
-
Temperatura de salida del metalMantener dentro de la tolerancia de colada. Una pérdida excesiva de calor a través del lecho puede aumentar el riesgo de solidificación.
-
CaudalMantener el caudal diseñado para evitar el arrastre o el enfriamiento localizado.
-
Eficacia de filtraciónCaptura de partículas: a menudo se mide por muestreo y recuento de partículas; muchos usuarios informan de una captura superior al 90% para partículas de más de 10 micrómetros con lechos profundos bien diseñados.
Los protocolos de ensayo incluyen la toma de muestras antes y después del filtrado, la inspección microscópica de las inclusiones y la supervisión de los índices de defectos en el producto acabado.
Mantenimiento, sustitución de soportes y gestión del cambio de aleación
El desgaste y la contaminación de los medios obligan a planificar ciclos de sustitución. Factores clave:
-
Sustitución programadadepende de la carga de inclusión, el programa de aleación y la chatarra aceptable por retención de medios. Los cambios planificados se coordinan con la producción para minimizar el tiempo de inactividad y la pérdida de aleación.
-
Gestión de capasSustitución de finos y bolas en la secuencia recomendada. Algunos sistemas permiten rellenar las capas de bolas conservando los finos si la contaminación es baja.
-
Procedimientos de cambio de aleaciónAl cambiar de aleación, el metal retenido en el lecho debe recuperarse o tratarse; las técnicas incluyen el roscado controlado, el espumado o la recuperación en un horno de mezcla para reducir la chatarra. Los proveedores y los talleres suelen utilizar recetas de cambio de aleación prediseñadas para reducir las pérdidas.
Un buen mantenimiento, un registro estricto de los intervalos de sustitución y el recuento de las piezas incluidas ayudan a optimizar los costes del ciclo de vida.
Comparación con filtros de espuma cerámica y otras tecnologías
La filtración de lecho profundo y los filtros de espuma cerámica comparten el principio de filtración interna, pero difieren en el factor de forma y las ventajas y desventajas:
-
Espectro de capturalechos profundos: los lechos profundos pueden lograr una captura a granel superior para una amplia distribución de partículas mediante el escalonamiento de los medios; los filtros de espuma cerámica tienen estructuras de poros fijas y destacan en la filtración de baja retención y en el punto de uso para lotes más pequeños.
-
Atraco metálico: los lechos profundos suelen retener más metal, lo que aumenta el coste durante los cambios de aleación. Los filtros de espuma cerámica presentan una retención por filtro mucho menor.
-
Simplicidad operativaFiltros cerámicos : los filtros cerámicos suelen ser elementos de un solo uso con una sustitución más sencilla. Los lechos profundos requieren una manipulación más compleja, pero ofrecen una mayor capacidad de flujo continuo.
La elección depende de la cadencia de la producción, la mezcla de aleaciones, la limpieza deseada y las compensaciones entre costes de capital y de explotación. Algunas plantas adoptan estrategias híbridas que incluyen la filtración inicial en lecho profundo seguida de filtros de pulido de espuma cerámica localizados para combinar las ventajas.
Consideraciones medioambientales, de seguridad y metalúrgicas
-
Mezcla de chatarra y aleacionesmetal retenido en el lecho crea un inventario de aleaciones que debe ajustarse a las prácticas de control de calidad. La mezcla incontrolada puede contaminar las aleaciones de alto valor.
-
Control de humosLa captación de oxígeno y el fundido generan humos. Los recintos, la extracción local y los lavaderos sellados mitigan las emisiones.
-
Riesgos térmicosPuertos de acceso: requieren procedimientos seguros de bloqueo y controles de trabajo en caliente. La manipulación de refractarios requiere EPI contra el polvo.
-
Eliminación de residuosLos finos usados y las bolas contaminadas pueden clasificarse como residuos industriales; siga la normativa local para la eliminación y el posible reciclado de los materiales de alúmina.
Las buenas prácticas metalúrgicas exigen documentar los inventarios de metales, incluido el metal almacenado en filtros, para garantizar la trazabilidad.
Problemas comunes y lista de comprobación para la solución de problemas
-
Aumento de la presiónCompruebe si hay compactación de finos, restricción de flujo o acumulación de escoria. Si es rápido, inspeccionar si hay objetos extraños o rejilla colapsada.
-
Canalización y captura deficienteVerificar la uniformidad de la placa de distribución de entrada y de la empaquetadura del lecho. Las bolas dañadas o la estratificación desigual pueden crear trayectorias preferenciales.
-
Retención excesiva de metalConfirmar la profundidad del lecho y la porosidad con respecto al diseño; considerar cambios escalonados de los medios o modificaciones del diseño para reducir la retención.
-
Contaminación de la salida tras el mantenimientoAsegurar la correcta reposición de la rejilla de salida y realizar una puesta en marcha controlada para purgar los finos arrastrados.
-
Agrietamiento térmico del revestimientoInspeccione si se producen cambios bruscos de temperatura o impactos mecánicos durante la manipulación del material; siga las recomendaciones de mantenimiento del proveedor.
Un cuaderno de bitácora estructurado que registra las tendencias de la presión, las temperaturas y las acciones de mantenimiento acelera el análisis de la causa raíz.
Aplicaciones industriales y casos prácticos
Los filtros de lecho profundo son de uso común en:
-
Trenes de laminación que producen láminas y hojas para envasado de alimentos y productos electrónicos. Su capacidad se adapta a líneas continuas de gran volumen con estrictos límites de defectos.
-
Colada de desbastes y lingotes en la que un gran rendimiento se beneficia de la filtración continua en profundidad.
-
Viviendas multifamiliares que combinan desgasificación, fundente, y filtración profunda para producir palanquillas destinadas a los procesos posteriores más exigentes.
Las notas de los casos de los proveedores muestran reducciones significativas de los defectos relacionados con la inclusión tras la instalación de DBF, con una amortización impulsada por la reducción de la chatarra y la reelaboración de productos de primera calidad.
Tablas
Cuadro 1: Capas y características típicas de los medios de lecho profundo
| Capa | Material típico | Granulometría nominal | Función principal |
|---|---|---|---|
| Capa superior | Bolas de alúmina tabular | 10 a 30 mm | Distribución del caudal, evitar el arrastre de finos |
| Capa de captura | Finos de alúmina tabular triturados | 0,5 a 6 mm | Zona principal de captura de inclusiones |
| Capa de soporte | Grano grueso o bolas | 6 a 12 mm | Soporte mecánico y retención de finos |
Cuadro 2: Valores de referencia típicos (informes industriales)
| Métrica | Gama típica de lechos profundos | Notas |
|---|---|---|
| Eficacia de filtración para partículas >10 μm | 90 a 98 por ciento | Depende del escalonamiento y de la profundidad del lecho |
| Retención metálica por m³ de lecho | De 0,6 a 0,9 m³ | Depende de la fracción vacía y de la geometría del lecho |
| Profundidades comunes del lecho | 0,5 a 1,0 m | Las camas más largas aumentan la captación pero incrementan la retención |
Cuadro 3: Resumen comparativo: lecho profundo frente a espuma cerámica
| Característica | Filtro de lecho profundo | Filtro de espuma cerámica |
|---|---|---|
| Capacidad de producción | Alta, adecuada para operaciones continuas | Más bajo por elemento, bueno para el punto de uso |
| Atraco metálico | Alta | Bajo |
| Logística de sustitución | Manipulación compleja por etapas | Cambio sencillo |
| Captura para una amplia distribución de tamaños | Excelente | Bueno para poros pequeños y tamaños específicos |
Filtración en lecho profundo (DBF): Preguntas frecuentes sobre el refino de alto rendimiento
1. ¿Qué tamaños de partículas capturará eficazmente un lecho profundo?
2. ¿Qué cantidad de metal suele contener el lecho?
3. ¿Con qué frecuencia debe sustituirse el medio filtrante?
4. ¿Pueden los lechos profundos filtrar todos los tipos de aleaciones de aluminio?
5. ¿Qué causa un aumento rápido de la presión en la cama?
Los picos repentinos de presión suelen indicar:
- Compactación de finos: Medios que se desplazan o se asientan con demasiada fuerza.
- Obstrucción por escoria: Grandes óxidos o refractarios de horno entrando en el lecho.
- Restricciones aguas abajo: Problemas con la rejilla de salida o las placas de soporte.
6. ¿Son compatibles los lechos profundos con el control automatizado de los casetones?
7. ¿Cuáles son los medios más adecuados para una limpieza extrema?
8. ¿Cómo puedo reducir las pérdidas de metal durante los cambios de aleación?
Para minimizar las pérdidas, considere:
- Aplicación de drenaje rápido diseños para recuperar más metal.
- Programación de series de producción para agrupar aleaciones similares.
- Utilización de un horno de salvamento para procesar el metal recuperado del lecho.
9. ¿Qué pruebas validan el rendimiento del lecho profundo?
La validación estándar incluye:
- PoDFA/Prefil: Análisis metalográfico de inclusiones.
- Recuento de partículas de metal líquido: Control en tiempo real del flujo de partículas.
- Seguimiento de defectos del producto final: Correlación de los agujeros de las láminas o las grietas de las pestañas de las latas con los datos de filtración.
