Die Röhrenfiltration ist eine zuverlässige Methode zur Entfernung von nichtmetallischen Einschlüssen und mitgerissenen Oxiden aus der Aluminiumschmelze, wodurch ein gleichmäßigerer Metallfluss erzeugt und die Ausschussrate erheblich gesenkt wird. Richtig spezifiziert und installiert, liefern poröse Aluminiumoxid-Röhrenfilter eine feinere Filtration als viele Schaumstofffilter, verbessern die Gussoberfläche und erhöhen die Ausbeute beim ersten Durchlauf. Gleichzeitig erfordern sie eine routinemäßige thermische Behandlung und ein abgestimmtes Anschnittdesign, um Verstopfungen und Temperaturschocks zu vermeiden.
1. Was Rohrfiltration ist und warum sie beim Aluminiumguss wichtig ist
Bei der Rohrfiltration werden starre, poröse Keramikrohre im Schmelzweg eingesetzt, um Einschlüsse abzufangen und Oxidschichten aufzubrechen, während das geschmolzene Aluminium durchgelassen wird. Filterrohre werden meist in Trögen, Stielrohren, Pfannen oder Inline-Filtergehäusen installiert und sind in Schwerkraft-, Niederdruck- und bestimmten Stranggussanlagen üblich. Der Hauptvorteil besteht in der Verringerung von Einschlüssen, die andernfalls Oberflächenfehler, innere Defekte, Kaltverschlüsse und schlechtere mechanische Eigenschaften verursachen.
Die Erfahrung in der Industrie zeigt, dass ein richtig abgestimmter Rohrfilter zwischen Ofen und Form die Fehlerquote verringert und die Stabilität der nachgeschalteten Verarbeitung verbessert. Diese Verbesserung führt zu weniger Nacharbeit, weniger Ausschuss und höherer Kundenakzeptanz bei oberflächenkritischen Gussteilen.

2. Kernmaterialien und Herstellung von Filterschläuchen
Typische Materialien
-
Geschmolzene Tonerde (Al₂O₃): aufgrund der guten chemischen Beständigkeit gegenüber geschmolzenem Aluminium und der geeigneten thermischen Eigenschaften am häufigsten verwendet.
-
Zirkoniumdioxid-stabilisierte Keramiken: für Legierungen mit höheren Temperaturen oder wenn mechanische Robustheit erforderlich ist.
-
Gebundene Partikel Tonerde: manchmal in Kartuschenformaten angeboten, die Partikel zu einem starren Körper verbinden.
Hinweise zur Herstellung
Filterrohre werden durch Formung poröser Keramikkörper mit kontrollierter Korngröße und Sinterprofilen hergestellt. Die endgültige Porosität und Tortuosität bestimmen die nominale Filtrationsleistung und die Druckverlusteigenschaften. Die Hersteller klassifizieren die Güteklassen häufig nach Korngröße oder nominaler Partikelabscheidegröße, um die Auswahl der Rohre auf die Größenverteilung der Einschlüsse in der Schmelze abzustimmen.
3. Wie die Rohrfiltration in der Gießereipraxis funktioniert
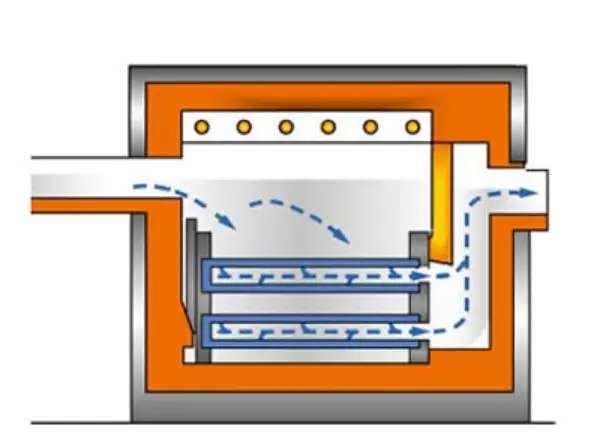
Ein geschmolzener Aluminiumstrom, der den Filter erreicht, wird durch viele kleine, miteinander verbundene Poren gepresst. Einschlüsse und Oxidfragmente, die größer sind als die effektive Porenweite, werden in der Filtermatrix aufgefangen oder in den gewundenen Kanälen eingeschlossen. Der Filter leitet auch turbulente Strömungen ab und begünstigt eine laminare Füllung, was die Mitnahme von Oberflächenoxiden während der Formfüllung verringert.
Schlüsselmechanismen:
-
Mechanische Siebung: Größere Partikel werden an den Porenverschlüssen festgehalten.
-
Abfangen und Adsorption: Kleinere Partikel haften aufgrund der Geometrie der Fließwege an den Porenwänden.
-
Nachgeschaltete Flotation und Agglomeration: Der Filter kann die Strömungsstruktur verändern, so dass kleine Partikel eine größere Chance haben, sich zusammenzuballen und aufgefangen zu werden.
Praktischer Hinweis: Rohrfilter sind passiv; ihre Wirksamkeit hängt stark von der Schmelzesauberkeit, der Schmelzetemperaturregelung und den vorgeschalteten Entgasungsprozessen ab. Die Kombination von Rohrfiltration mit Online-Entgasung oder Rotationsentgasung führt in der Regel zu den besten Ergebnissen.
| Merkmal | Keramischer Schaumstofffilter (CFF) | Rohr-Filtrationssystem |
| Filtrationsbereich | Standard (Einzelebene) | 3-5x größer (Mehrröhrig) |
| Entfernung von feinen Einschlüssen | Gut | Ausgezeichnet (hohe Präzision) |
| Metallqualität | Allgemeines Gießen | High-End-Folie / Luft- und Raumfahrt |
| Feuerfeste Auskleidung | Einfach | Spezialisierte Filterbox |
4. Filterklassen, Porengrößen und Auswahlkriterien
Die Auswahl der richtigen Rohrfilterqualität ist ein Gleichgewicht zwischen der angestrebten Einschlussgröße, dem akzeptablen Druckabfall, der Gießzykluszeit und der Schmelzchemie. Die meisten Lieferanten bieten abgestufte Porengrößen oder Korngrößencodes an, die der nominalen Abscheideleistung entsprechen.
Typische Auswahlkriterien
-
Legierung und Gussart: Hochfeste Legierungen für die Luft- und Raumfahrt erfordern eine feinere Filtration als bei Allzwecksandguss.
-
Durchflussmenge und Druckhöhe: In Systemen mit geringer Förderhöhe können keine sehr feinen Filter verwendet werden, da der Druckverlust zu groß ist.
-
Größenverteilung der Einschlüsse: Laborproben oder Online-Analysen geben Aufschluss über den erforderlichen Grenzwert.
-
Risiko eines thermischen Schocks: Dünnwandige Feinfilter können bei unsachgemäßem Vorheizen reißen.
-
Mechanische Festigkeit: Bei häufiger Handhabung sollten Sie stärkere Verbundrohre wählen.
Die Hersteller veröffentlichen Sortestabellen und Anwendungsempfehlungen. Die Verwendung einer etwas gröberen Sorte in einer Freispiegelleitung mit geringer Förderhöhe kann ein vorzeitiges Verstopfen verhindern und dennoch eine sinnvolle Entfernung von Einschlüssen gewährleisten.
5. Gängige Rohrfilterdesigns und Montagemethoden
Entwürfe
-
Gerade Röhrenkartuschen: einfache Zylinder, die in Gehäuse oder Tröge eingesetzt werden.
-
StielrohrbaugruppenEin Filter, der an der Basis eines Stielrohrs angebracht wird, um das vom Ofenboden abgezogene Metall bei jedem Abstichzyklus zu reinigen. Empfohlen für den Radguss und andere Präzisionsteile.
-
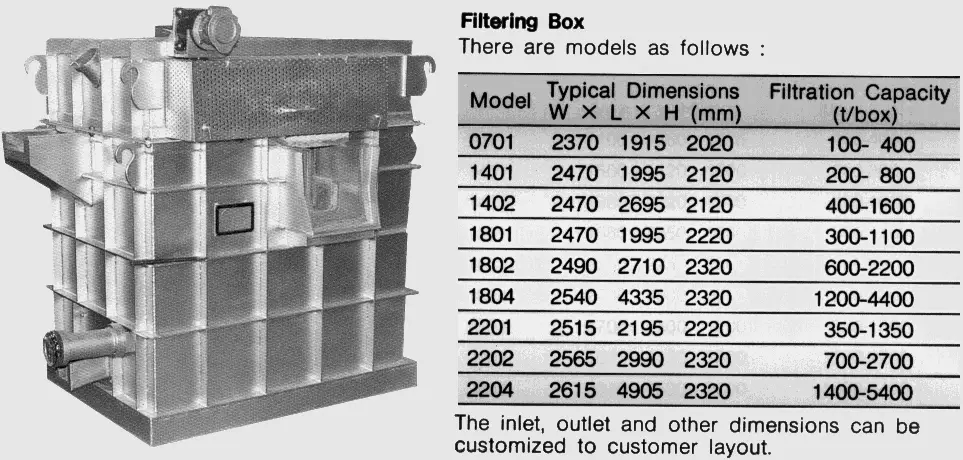
Kassetten-Arrays in Kartons: mehrere parallel angeordnete Röhren in einem Filterkasten für große Durchflussmengen.
Überlegungen zur Montage
-
Versiegeln: Sicherstellen, dass ein Metallbypass verhindert wird. Die Dichtungen müssen der Umgebung des geschmolzenen Metalls standhalten oder eine Gleitringdichtung mit feuerfestem Material vorsehen.
-
OrientierungHorizontale oder vertikale Montage ändert die Art des Verstopfens und die Handhabung. Die vertikale Ausrichtung unterstützt in der Regel die Selbstreinigung, da sich eingeschlossene Einschlüsse unterhalb des Schmelzspiegels absetzen können.
-
Unterstützung beim Vorwärmen: Die Halterungen sollten ein sicheres Vorwärmen und Einsetzen ohne Wärmeschock ermöglichen.
6. Installation, Wärmemanagement und bewährte Verfahren zur Handhabung
Ein Röhrenfilter muss vorsichtig gehandhabt werden, um Brüche zu vermeiden und das Risiko eines Temperaturschocks zu verringern.
Vorwärmen und Einsetzen
-
Heizen Sie die Filterröhrchen auf eine angemessene Temperatur vor (Herstellerangaben), um Feuchtigkeit zu entfernen und den Wärmegradienten beim Einsetzen zu verringern.
-
Verwenden Sie beim direkten Eintauchen eine kontrollierte Rampe; vermeiden Sie es, kalte Filter in die heiße Schmelze fallen zu lassen.
Betriebliche Tipps
-
Halten Sie die Schmelztemperatur innerhalb des für die Legierung und den Filtertyp empfohlenen Bereichs, um einen chemischen Angriff oder ein vorzeitiges Verstopfen zu vermeiden.
-
Kombinieren Sie die Rohrfiltration mit einem vorgeschalteten Grobabscheider oder einer Abschöpfung, um die Standzeit zu verlängern.
-
Prüfen Sie Dichtungen und Gehäuse regelmäßig auf undichte Stellen, die eine Umgehung des Metalls ermöglichen.
Sicherheit
-
Verwenden Sie Schutzwerkzeuge und Stangenrahmen oder mechanische Hebevorrichtungen für schwere Kassettenfelder.
-
Schulung des Bedienpersonals in sicheren Einführtechniken und Notfallmaßnahmen bei Filterbruch.
-
Überwachung von Sauerstoff und brennbaren Gasen in der Nähe von Filterhandhabungsstationen.
Die Hersteller legen Wert auf eine korrekte thermische Behandlung, da Keramikkörper spröde sind und bei schnellen Temperaturschwankungen versagen können.
7. Filtrationsleistung: Metriken, Tests und erwartete Vorteile
Zu verfolgende Metriken
-
Effizienz der EinbindungProzentuale Reduzierung der Partikel über einer bestimmten Größe nach der Filtration.
-
Druckverlust: gemessen über dem Filter bei Betriebsdurchsatz. Höhere Tropfen deuten auf Beladung oder eine zu feine Körnung hin.
-
Durchsatz vor dem AustauschSchmelzevolumen, das pro Element gefiltert wird, bevor ein inakzeptabler Durchflussverlust oder Defekte zurückkehren.
-
Verbesserung der Ausbeute: reduzierter Ausschussanteil oder reduzierte Bearbeitungszugabe.
Typische Vorteile
-
Reduzierung von Oberflächenfehlern bei bearbeiteten Bauteilen.
-
Verbesserte Gleichmäßigkeit der mechanischen Eigenschaften.
-
Geringere Porosität und weniger oxidbedingte Defekte.
-
Geringerer Bedarf an nachgeschalteter Filtration.
Zu den Prüfmethoden gehören die Partikelzählung der eingeschlossenen Schlacke im Labor, die metallografische Untersuchung von Gussproben und die Fehlerstatistik auf Formebene. Viele Gießereien kombinieren Rohrfilter mit keramischen Schaumstoffplatten, um ein breites Spektrum an Einschlussgrößen zu erfassen.
8. Vergleiche: Röhrenfilter versus Keramikschaum, gebundene Partikel- und Gewebefilter
Nachfolgend finden Sie eine vergleichende Zusammenfassung als Entscheidungshilfe.
Tabelle 1. Vergleichende Merkmale gängiger Aluminium-Filtermedien
| Merkmal | Schlauchfilter (poröse Tonerde) | Keramische Schaumstofffilter | Gebundene Partikelfilter | Filtertücher und -gewebe |
|---|---|---|---|---|
| Typische Fangfeinheit | Fein bis sehr fein | Mittel bis grob | Mittel; stark | Unterschiedlich; oft grob |
| Druckverlust | Mäßig bis hoch für feine Sorten | Niedriger pro Flächeneinheit | Mäßig | Gering (aber begrenzte Lebensdauer) |
| Mechanische Festigkeit | Hoch (starr) | Mäßig | Hoch | Gering bis mäßig |
| Empfindlichkeit gegenüber Temperaturschocks | Hoch, wenn dünnwandig | Mäßig | Mäßig | Hoch für einige Kleidungsstücke |
| Beste Verwendung | Präzisionsgussteile, Stielrohrsysteme | Großserienfertigung, Anschnittkästen | Dauerhafter Einsatz in Pumpen und Trögen | Ergänzende oder besondere Fälle |
| Typische Kosten pro Einheit | Mäßig bis hoch | Gering bis mäßig | Höher | Niedrig |
Diese Tabelle gibt typische Merkmale wieder, die von Lieferanten und Gießereiingenieuren dokumentiert wurden.
Beobachtungen:
-
Röhrenfilter bieten für bestimmte Größenbereiche von Einschlüssen oft eine höhere Abscheidegenauigkeit als Schaumstoffplatten.
-
Schaumkeramikfilter bieten eine große Filtrationsfläche zu geringeren Kosten und werden für viele Anwendungen mit hohem Volumen bevorzugt.
9. Praktische Überlegungen: Kosten, Inventar und Lebenszyklusökonomie
Die Gesamtkosten der Filtration hängen ab von:
-
Stückpreis der Filterelemente.
-
Häufigkeit der Änderungen und Kosten der Ausfallzeiten.
-
Verringerung des Ausschusses und Rückgewinnung von Wert durch weniger Fehler.
-
Integration von Arbeitskräften und Handhabungsgeräten.
Eine einfache Schätzung des Lebenszyklus:
-
Berechnung der Kosten pro gefilterter Tonne: (Elementkosten + Arbeit + Entsorgung) / gefilterte Tonnen pro Element.
-
Schätzen Sie die Einsparungen pro Tonne, die sich aus der Verringerung von Mängeln ergeben (weniger Nacharbeit, weniger Bearbeitung, weniger Kundenrücksendungen).
-
Vergleichen Sie, um den Break-even- oder ROI-Zeithorizont zu bestimmen.
Da Röhrenfilter je nach System für eine bestimmte Anzahl von Zyklen wiederverwendet werden können und feinkörnige Elemente oft schneller beladen werden, sollten Sie eine Lagerpolitik verfolgen, die sich an dem erwarteten Durchsatz und den Vorlaufzeiten orientiert. Viele Gießereien berichten von einer Amortisation innerhalb von Wochen bis Monaten, wenn Filter schwer zu detektierende Einschlüsse entfernen, die andernfalls große Verluste bei der Schrotterzeugung verursachen würden.
10. Fehlersuche und häufige Fehlerarten
Symptom: Plötzlicher Anstieg des Druckabfalls
Mögliche Ursachen:
-
Filterverstopfung durch hohe Einschlussbelastung oder Schlackeneintritt.
-
Gesinterter Verschluss vor Reaktion mit Flussmittel oder Beschichtungen.
Maßnahme: Guss stoppen, auswechseln oder rückspülen, wenn die Konstruktion dies zulässt, stromaufwärts gelegene Abschöpfung überprüfen.
Symptom: Rissbildung beim Einsetzen des Filters
Mögliche Ursachen:
-
Thermoschock durch unzureichendes Vorheizen.
-
Mechanische Einwirkungen bei der Handhabung.
Maßnahme: Überprüfung des Vorwärmverfahrens, Kontrolle der Arbeitsgeräte.
Symptom: Bypassing und unveränderte Fehlerquote
Mögliche Ursachen:
-
Schlechte Abdichtung oder falsche Montageausrichtung.
Maßnahme: Überprüfen Sie die mechanischen Dichtungen, die Anschnittwege und stellen Sie sicher, dass alle Metalle den Filter passieren.
Symptom: hohe Aluminiumanhaftung auf der Filteroberfläche
Mögliche Ursachen:
-
Chemische Reaktion durch Verunreinigungen oder Flussmittelrückstände.
Maßnahme: Überprüfen Sie die Schmelzchemie und die Verwendung von Flussmitteln; versuchen Sie eine andere Filterqualität oder ein anderes Material.
Ein einfaches Verfahren zur Fehlerbehebung hilft, Probleme mit vorgelagerten Systemen und Filtern schnell zu isolieren und Ausfallzeiten zu minimieren.
11. Momentaufnahmen von Fallstudien und Branchenbeispiele
-
Stielrohrfiltration für den Radguss: Am Ziehpunkt des Ofens angebrachte Stielrohrfilter reduzieren Oxideinschlüsse beim Ziehen von Metall für den Radguss und verbessern die Integrität des Rades. Pyrotek dokumentiert eine signifikante Reduktion von Einschlüssen durch am Stielrohr montierte Elemente.
-
Patronen-Arrays für Gießereien mit hohem Durchfluss: Filterkästen mit parallelen Keramikrohren werden in Anlagen mit hohem Durchsatz eingesetzt, um den Druckabfall gering zu halten und gleichzeitig die Filterfläche zu erhalten. Diese Systeme werden üblicherweise in Walzwerken für die Beschickung eingesetzt.
-
Kombinierte Entgasung und Filtration: Viele Gießereien kombinieren die Online-Rotationsentgasung mit nachgeschalteten Rohrfiltern, um Restpartikel nach der Gasflotation zu entfernen. Dieser kombinierte Ansatz führt zu einer deutlichen Verbesserung der Schmelzqualität.
12. Umwelt-, Sicherheits- und regulatorische Erwägungen
-
Entsorgung: Verbrauchte Keramikelemente enthalten eingeschlossene Einschlüsse und sollten wie Gießereiabfälle behandelt werden. Recyceln oder entsorgen Sie sie gemäß den örtlichen Vorschriften.
-
Staub: Beim Umgang mit trockenen Keramikelementen kann Staub entstehen; verwenden Sie Staubschutzmaßnahmen und PSA.
-
Sicherheit des Bedieners: Bei Arbeiten mit Roheisen sind strenge Verfahren für das Einsetzen, Entfernen und die Handhabung in Notfällen erforderlich.
Gießereien sollten die Verfahren zur Handhabung von Filtern im Rahmen ihres Sicherheitsmanagementsystems dokumentieren und Aufzeichnungen über Elementänderungen zur Rückverfolgbarkeit führen.
13. Checkliste für die Umsetzung und Wartungstabelle
Tabelle 2. Checkliste für die Umsetzung vor der ersten Anwendung
| Schritt | Aktion |
|---|---|
| 1 | Überprüfen Sie die Empfehlungen der Lieferanten für Ihre Legierung und Ihr Gießverfahren |
| 2 | Gehäuse oder Stielrohr mit den richtigen Dichtungen und Halterungen vorbereiten |
| 3 | Schulung des Personals in den Verfahren zum Vorwärmen und Einführen |
| 4 | Lagern Sie Ersatzteile und Dichtungselemente für eine Woche Betrieb |
| 5 | Erste Qualifikationsabgüsse durchführen und die Anzahl der Einschlüsse messen |
Tabelle 3. Routinemäßiger Wartungsplan (Beispiel)
| Frequenz | Aufgabe | Anmerkungen |
|---|---|---|
| Täglich | Sichtprüfung von Gehäusedichtungen und Schmelzweg | Überprüfen Sie, dass es keine Bypass-Pfade gibt. |
| Wöchentlich | Druckabfall und Durchsatz aufzeichnen | Trending verhindert Überraschungen |
| Monatlich | Untersuchen Sie die gelagerten Elemente auf Schäden | Ersetzen Sie alle, die Bruchstellen aufweisen |
| Pro Elementwechsel | Dokumentieren Sie das gefilterte Volumen und den Grund für den Austausch | Rückverfolgbarkeit aufrechterhalten |
Keramische Rohrfiltration & Präzisionsgießen FAQ
1. Was ist der Unterschied zwischen Röhrenfiltern und Schaumkeramikplatten in der Praxis?
2. Wie wähle ich die richtige Porensorte für meine Legierung?
3. Können Schlauchfilter mit Niederdruckguss (NDK) verwendet werden?
4. Wie oft sollte ein Schlauchfilterelement gewechselt werden?
5. Schützen die Schlauchfilter vor gelöstem Wasserstoff oder Gasporosität?
6. Welche Vorwärmmethode wird für Keramikrohre empfohlen?
7. Wie kann ich die Filtrationsleistung in meiner Gießerei überprüfen?
Die Verifizierung erfolgt durch:
- Metallographische Analyse: Prüfung von polierten Querschnitten auf Einschlüsse.
- K-Mold- oder PoDFA-Tests: Quantitative Bewertung der Schmelzesauberkeit.
- Verfolgung von Schrott: Korrelieren Sie den Einsatz von Filtern mit der Verringerung des Bearbeitungsausschusses.
8. Können Schlauchfilter gereinigt und wiederverwendet werden?
9. Verändern Filter das Strömungsmuster in Angusssystemen?
10. Welche Branchen profitieren am meisten von der Rohrfiltration?
-
- Extrusion Knüppel
| Industrie | Nutzen Sie |
|---|---|
| Luft- und Raumfahrt | Kritische Fehlerbeseitigung für die Flugsicherheit. |
| Automobilindustrie | Verbesserte Werkzeugstandzeit bei der CNC-Bearbeitung von Motorblöcken. |
| Verringerung von Formlinien und Oberflächenfehlern. |
Hochleistungssegmente profitieren am meisten aufgrund ihrer strengen Anforderungen an die mechanischen Eigenschaften und der Null-Fehler-Toleranz.
Abschließende praktische Empfehlungen
-
Betrachten Sie die Rohrfiltration als ein Element in einem Schmelzequalitätsprogramm. Kombinieren Sie sie mit Entgasung und guter Abschöpfung.
-
Validieren Sie die Auswahl der Filtersorte mit Hilfe von Testgüssen und Einschlussanalysen vor der Markteinführung in großem Maßstab.
-
Investieren Sie in Schulungen und Handhabungsvorrichtungen, um Schäden durch Temperaturschocks zu minimieren und die Sicherheit des Bedieners zu gewährleisten.
-
Überwachen Sie Druckabfall, Fehlermetriken und Elementdurchsatz, um die Austauschintervalle zu optimieren und die Kosten zu kontrollieren.
