Rotationsentgasung unter Verwendung eines ordnungsgemäß spezifizierten Graphitrotor Wenn Rotorgeometrie, Gasart und -durchfluss, Rotationsgeschwindigkeit, Eintauchtiefe und Behandlungszeit auf die Legierungschemie und das Schmelzvolumen abgestimmt sind, können typische Wasserstoffreduzierungen im einstelligen ppm-Bereich und eine drastische Verringerung der Porosität erreicht werden, während die Betriebskosten und die Auswirkungen auf die Zykluszeit akzeptabel bleiben.
1. Was Rotationsentgasung ist und warum sie wichtig ist
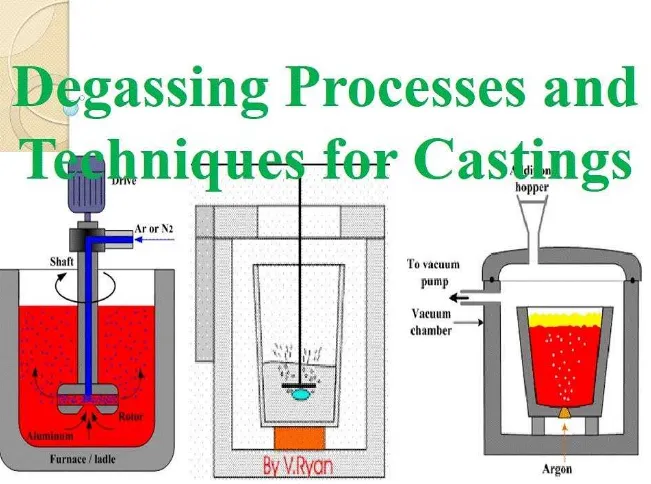
Rotations-Entgasungseinheit ist ein Verfahren zur Schmelzebehandlung, bei dem ein inertes Spülgas durch eine rotierende Sonde mit einem Flügelrad oder Rotor in die Aluminiumschmelze eingebracht wird. Das Verfahren beruht auf der Erzeugung einer hohen Anzahl kleiner Gasblasen, die durch die Schmelze aufsteigen und als mobile Sammler für gelösten Wasserstoff und winzige Oxidfragmente fungieren; die Gasblasen fangen diese Verunreinigungen ein und tragen sie an die Oberfläche, wo sie entfernt werden. Für Aluminiumgießer, die auf Komponenten mit geringer Porosität abzielen, ist die Rotationsentgasung die Standardmethode, da sie robust und kontrollierbar ist und sich von der Labor- bis zur Großserienproduktion skalieren lässt.

Warum die Rotationsentgasung in der Produktion oft gewählt wird
-
Hohe Entfernungseffizienz für gelösten Wasserstoff, wenn die Prozessvariablen optimiert werden.
-
Kompatibel mit einer breiten Palette von Legierungen und Produktionsmaßstäben.
-
Sauberer Betrieb mit geschlossenen Systemen, die eine Wiederaufnahme und Verunreinigung minimieren.
2. Physikalische Grundprinzipien der blasengesteuerten Entgasung
Die Rotationsentgasung beruht auf dem Stoffaustausch und der Physik der Zweiphasenströmung. Schlüsselmechanismen:
-
Gas-Flüssigkeits-Stoffaustausch: Wasserstoff diffundiert aufgrund von Partialdruckunterschieden aus der Schmelze in die Blase. Die Blasenoberfläche und die Verweilzeit sind die wichtigsten Faktoren für die Übertragungsrate.
-
Mitreißen von Partikeln durch Blasen: Oxidfilme und Einschlüsse haften an den Blasenoberflächen oder werden in Blasenströmen eingeschlossen. Eine angemessene Hydrodynamik erhöht die Abscheidungseffizienz.
-
Kontrolle des Aufbrechens und der Koaleszenz von Blasen: Kleinere Blasen haben ein größeres Verhältnis von Oberfläche zu Volumen und fangen mehr Wasserstoff pro Gaseinheit ein; Rotorgeometrie und -geschwindigkeit steuern die Verteilung des Blasendurchmessers.
-
Thermodynamische Grenze: Es gibt einen oberen theoretischen Wirkungsgrad für die Entgasung, der durch das Gleichgewicht zwischen dem gelösten Gas in der Schmelze und der Gasphase bestimmt wird; die Prozessoptimierung zielt darauf ab, sich dieser Grenze praktisch zu nähern.
3. Graphitrotor-Materialien und Herstellungshinweise
Graphit ist das bevorzugte Rotormaterial in vielen Gießereien und Aluminiumverarbeitungsanlagen, da es Wärmeschocktoleranz, Korrosionsbeständigkeit in Umgebungen mit geschmolzenem Aluminium und maschinelle Bearbeitbarkeit zu komplexen Laufradformen kombiniert, die eine feine Blasenbildung fördern.
Typische Graphitrotorsorten und Eigenschaften
Nachfolgend finden Sie eine komprimierte Spezifikationstabelle, die die üblichen Eigenschaftsbereiche von industriellen Entgasungsrotoren zeigt. Die Werte sind repräsentativ; die Lieferanten stellen genaue Datenblätter zur Verfügung.
| Eigentum | Typischer Bereich |
|---|---|
| Schüttdichte | 1,6 - 1,85 g/cm³ |
| Porosität | 10% - 25% (prozessabhängig) |
| Biegefestigkeit | 10 - 85 MPa |
| Maximale Betriebstemperatur | > 1000 °C (Graphit stabil in inerter Atmosphäre) |
| Typische Durchmesser | 70 mm - 250 mm (Rotor) |
| Oberflächengüte | Bearbeitete Rillen oder Schaufeln für eine gleichmäßige Verteilung der Blasen |
Quellen von Industrielieferanten berichten von ähnlichen Sortenparametern und unterstreichen die Notwendigkeit, die Sorte auf die Rotorgeometrie und die Betriebsumgebung abzustimmen (Oxidationskontrolle, ggf. Antioxidationsbeschichtungen).
Herstellungsmethoden
-
Geformter Graphit und isostatisch gepresster Graphit sind üblich. Die Bearbeitungstoleranzen und die Kontrolle der inneren Porosität sind wichtig, um ein vorzeitiges Versagen zu vermeiden.
-
Anti-Oxidations-Behandlungen oder Opferbeschichtungen werden manchmal eingesetzt, wenn in der Nähe der Schmelzoberfläche gearbeitet wird oder wenn sie lange Zeit dem Umgebungssauerstoff ausgesetzt sind.
4. Architektur der Rotationsentgasungseinheit und Zusatzkomponenten
Eine produktionsreife Rotationsentgasungsanlage ist mehr als ein Rotor auf einer Welle. Eine komplette Einheit umfasst in der Regel:
-
Elektrischer oder pneumatischer Motor mit präzisem Antrieb und Kupplung mit variabler Geschwindigkeit.
-
Gasdosier- und Durchflussregelsystem (Massendurchfluss oder Rotameter plus Regler).
-
Vorheizstation oder kontrollierte Einführsequenz zur Vermeidung von Wärmeschocks am Rotor.
-
Dichtungen und Schnellwechselkupplungen, die einen sicheren Rotorwechsel ohne längere Ausfallzeiten ermöglichen.
-
Lokales Bedienfeld oder PLC-Integration zur Protokollierung von Geschwindigkeit, Gasfluss und Behandlungszeiten.
Typische Modulanordnung (Funktionsblöcke)
-
Steuer- und Überwachungsschrank
-
Motor und Frequenzumrichter für stufenlose Drehzahlregelung
-
Gasverteiler und Filter (Stickstoff-/Argonversorgung)
-
Rotor- und Welleneinheit mit Kupplung und Schwingungsdämpfern
-
Einbaurahmen und Bedienerschnittstelle

5. Wichtige Prozessvariablen und empfohlene Parameterfenster (ingenieurfertig)
Die Prozessleistung hängt von einer Wechselwirkung zwischen den Variablen ab. In der nachstehenden Tabelle sind praktische Zeitfenster angegeben, die in Produktionsversuchen und Peer-Review-Studien verwendet werden. Dies sind Ausgangspunkte; der optimale Punkt wird mit Hilfe von RPT- oder H-Gehalt-Messmethoden vor Ort ermittelt.
| Variabel | Typisches Produktionsfenster | Anmerkungen |
|---|---|---|
| Rotordrehzahl (U/min) | 300 - 400 U/min (üblich), bis zu 700 U/min für kleinere Rotoren | In Papieren und Versuchen werden 350-375 U/min für viele Rotoren als effizient bezeichnet. |
| Gasart | Stickstoff oder Argon | Stickstoff ist weit verbreitet und kostengünstig; Argon wird für kritische Anwendungen bevorzugt. |
| Durchflussmenge des Gases | 12 - 20 L/min (typisch industriell); einige Designs verwenden 15-17 L/min als effizientes Fenster | Abhängig von der Rotorgröße und dem Schmelzvolumen. |
| Behandlungszeit | 3 - 10 Minuten pro Ladung | Eine längere Behandlung führt nach Ablauf der optimalen Zeit zu abnehmenden Erträgen. |
| Schmelztemperatur | Legierungsabhängig; typischerweise 700 - 760 °C für gängige Al-Legierungen | Höhere Temperaturen verringern die Gaslöslichkeit, können aber das Verhalten der Oxidschicht verändern. |
| Eintauchtiefe | Rotorspitze einige zehn Millimeter unter der Schmelzeoberfläche; Anti-Wirbelplatten empfohlen | Die richtige Tiefe verhindert das Mitreißen von Luft. |
Die wichtigsten empirischen Ergebnisse: Mehrere experimentelle Studien und Industrieversuche haben ergeben, dass Gasdurchflussraten von etwa 15-17 l/min in Kombination mit Rotordrehzahlen im mittleren Bereich von 300 U/min für viele Rotorgeometrien (Rotoren mit den Bezeichnungen A und C in einer Vergleichsstudie) ein ausgewogenes Verhältnis von Effizienz und Betriebskosten darstellen.
6. Rotorgeometrie, Laufradtypen und deren Einfluss auf die Größe/Verteilung von Blasen
Das Rotordesign ist ein entscheidender Faktor für die Blasenbildung. Es gibt drei allgemeine Kategorien:
-
Schaufel-/Propellerrotoren: produzieren eine Reihe von Blasengrößen; einfachere Herstellung und robust.
-
Radial gelochte oder poröse Rotoren: entwickelt, um sehr feine Blasen zu erzeugen; oft aus behandeltem Graphit mit kontrollierter Porosität hergestellt.
-
Rotoren mit hoher Scherwirkung: zeichnen sich durch enge Spaltgeometrien und hohe Umfangsgeschwindigkeiten aus, um das Gas in extrem feine Blasen zu scheren; sie werden eingesetzt, wenn ein extrem niedriger Wasserstoffgehalt erforderlich ist, können aber den Verschleiß und die Schererwärmung erhöhen.
Wie man Geometrie wählt
-
Bei großvolumigen Gussteilen in Standardqualität bieten ausgewuchtete Schaufeln oder radial beschichtete Graphitrotoren eine dauerhafte Leistung mit gutem Wirkungsgrad.
-
Für kritische Arbeiten in der Luft- und Raumfahrt kann eine Rotorgeometrie erforderlich sein, die eine Blasenverteilung im Submillimeterbereich mit kontrollierter Verweilzeit ermöglicht.

7. Gasauswahl, -versorgung und Durchflusskontrollstrategie
Auswahl an Gas: Stickstoff, Argon oder manchmal auch Gasgemische. Stickstoff ist aufgrund der Kosten und der angemessenen Leistung weit verbreitet; Argon ist inert und nicht reaktiv und wird gewählt, wenn das Risiko der Wasserstoffaufnahme oder die Empfindlichkeit der Legierung dies erfordern.
Durchflusskontrolle und Dosierung: Verwendung von Massendurchflussreglern, wenn die Wiederholbarkeit des Prozesses erforderlich ist; in einfacheren Anlagen können Rotameter ausreichen. Vergewissern Sie sich, dass der Verteiler Partikelfilter und Feuchtigkeitsabscheider enthält, um Verunreinigungen zu vermeiden.
Strategie der Vorspülung: Vor dem Eintauchen sind die Rotorkanäle mit Gas zu spülen, um ein Verstopfen der Oxide zu verhindern und den Rotor thermisch zu konditionieren. Eine gängige Praxis: Vorspülen bei eingestelltem Durchfluss für 1-2 Minuten vor dem Eintauchen.
8. Von Ingenieuren und Einkäufern verwendete Mess-, Stichproben- und Qualitätsmetriken
Zur Validierung der Entgasungsleistung werden unter anderem folgende Verfahren eingesetzt:
-
Messung des Wasserstoffgehalts (H ppm) durch Heißextraktion oder Inertgasschmelzverfahren.
-
Prüfung mit reduziertem Druck (RPT) Dichte und visuelle Bewertung der Proben.
-
Quantifizierung der Porosität durch Sektionierung, Ultraschallprüfung oder CT-Scan für kritische Teile.
-
Anzahl der Oxidschichten durch Metallographie.
Umsetzbare Spezifikation: Einkäufer sollten von den Lieferanten eine Zertifizierung der erwarteten H-Gehaltsreduzierung (z. B. Ausgangswert H 30 ppm → Nachbehandlung < 10 ppm) unter bestimmten Testbedingungen und bei einer repräsentativen Legierung verlangen. Dadurch wird sichergestellt, dass die Beschaffung mit der Prozessfähigkeit übereinstimmt.
9. Integration in Produktionslinien und praktische Installations-Checkliste
Einkäufer und Ingenieure sollten bei der Integration einer Einheit eine einfache Checkliste befolgen:
-
Überprüfen Sie den Durchmesser und die Tiefe des Schmelztopfes, um die richtige Länge von Welle und Rotor zu wählen.
-
Prüfen Sie die Kran- oder Hebezeugabstände für ein sicheres Einsetzen und Entfernen.
-
Validierung der Stromversorgung für Motor und Frequenzumrichter.
-
Planen Sie die Lagerung der Gasflaschen und den Standort des Verteilers in der Nähe des Entgasers mit angemessener Sicherheit.
-
Inbetriebnahme unter Verwendung von Erstversuchen mit RPT/Wasserstoff-Messungen zur Festlegung eines standortspezifischen Parametersatzes.
10. Wartung, Verschleiß und Verwaltung der Rotorlebensdauer (Wartungstabelle)
Graphitrotoren verschleißen durch mechanischen Abrieb und Oxidation. Die typische Lebensdauer hängt von der Sorte, der Legierung und dem Betriebszyklus ab.
| Instandhaltungsmaßnahmen | Frequenz | Typischer Servicehinweis |
|---|---|---|
| Sichtprüfung vor der Operation | Jede Schicht | Auf Risse, Furchen oder Verunreinigungen prüfen |
| Interne Kanäle/Gasanschlüsse reinigen | Wöchentlich oder pro Schicht bei starker Beanspruchung | Verhindert Verstopfungen |
| Inspektion der Rotoroberfläche | Monatlich | Geringfügige Bearbeitungen oder Abrichtarbeiten können möglich sein. |
| Rotor austauschen | Je nach Abnutzung; typisch 6 - 24 Monate | Geschäfte mit hohem Umsatz ersetzen häufiger |
Datenblätter der Lieferanten und Erfahrungen aus der Praxis sollten genutzt werden, um die Erwartungen an den Lebenszyklus vertraglich festzulegen.
11. Vergleich mit alternativen Methoden und Auswahlhilfe für Einkäufer
Flussmitteleinspritzung (Fluxen) vs. Rotationsentgasung:
-
Das Fluxen kann Oxide und nichtmetallische Einschlüsse chemisch abfangen, führt aber zu einem hohen Verbrauch an Flussmitteln und erfordert eine entsprechende Abfallbehandlung. Die Rotationsentgasung ist sauberer und wird oft bevorzugt, wenn gelöster Wasserstoff das Hauptproblem darstellt.
Vorteile der Rotationsentgasung
-
Wiederholbare Kontrolle, minimale Verbrauchskosten (Gas), gut für die Wasserstoffkontrolle.
Nachteile
-
Erfordert Investitionsgüter, regelmäßigen Rotorwechsel und Bedienerschulung.
Wann man was wählen sollte: Für den routinemäßigen Automobil- und Industrieguss, bei dem ein hoher Durchsatz und eine geringe Porosität erforderlich sind, wird in der Regel die Rotationsentgasung bevorzugt. Bei bestimmten Oxiden oder stark verunreinigten Schmelzen können Fluxen oder kombinierte Strategien in Betracht gezogen werden.
12. Typische Probleme, Grundursachen und Schritte zur Fehlerbehebung
Problem: Wiedereinführung von Wasserstoff nach der Behandlung.
Wahrscheinliche Ursachen und Abhilfemaßnahmen: Lufteintrag aufgrund unzureichender Eintauchtiefe oder beschädigter Wirbelunterbrecherplatte - Wirbelunterbrecherplatte einbauen und Eintauchtiefe wiederherstellen.
Problem: Blockierung des Rotorkanals.
Die Ursachen: Oxid- oder Flussmittelablagerungen - eine Gasvorspülung durchführen und einen Reinigungsplan erstellen.
Problem: Übermäßiger Rotorverschleiß oder Rissbildung.
Die Ursachen: Wärmeschock oder Überdrehzahl - Vorwärmstufen einhalten und innerhalb der vom Hersteller angegebenen Drehzahlbereiche arbeiten.
13. Vorlage für Beschaffungsspezifikationen
Nachstehend finden Sie eine kompakte Checkliste für die Beschaffung, die Ingenieure in Ausschreibungen einfügen können:
-
Erforderliches Schmelzvolumen und Abmessungen des Tiegels.
-
Zielwert für den Wasserstoffgehalt nach der Behandlung (z. B. ≤ 10 ppm) und Prüfverfahren (Schmelzen unter Schutzgas).
-
Rotormaterial und Güteklasse mit Datenblatt.
-
Motorleistung und Drehzahlregelbereich (z. B. 0-700 U/min stufenlos).
-
Anforderungen an die Gasversorgung und die Genauigkeit des Massendurchflussreglers.
-
Sicherheitszertifizierungen (CE, ISO) und Installationsservice.
-
Garantiebedingungen und erwartete Lebensdauer des Rotors im Betrieb.
-
Verfügbarkeit und Vorlaufzeit von Ersatzteilen.
Aufnahme einer Abnahmeprüfungsklausel, die Entgasungsversuche vor Ort mit dokumentierten RPT- und H-Gehaltsergebnissen vorschreibt.
14. Datentabellen und Referenzspezifikationen
Tabelle A: Typische Rotorgrößen und empfohlene Anwendung
| Rotordurchmesser (mm) | Typisches Schmelzvolumen (kg) | Empfohlener Gasfluss (L/min) | Typische Drehzahl |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Bei diesen Zahlen handelt es sich um Richtwerte; bei anbieterspezifischen Rotoren werden detaillierte Kurven veröffentlicht.
Tabelle B: Momentaufnahme des Rotormaterialvergleichs
| Material | Stärken | Beschränkungen |
|---|---|---|
| Graphit (isostatisch) | Temperaturwechselbeständigkeit, Bearbeitbarkeit | Oxidationsrisiko bei hoher Oberflächenbelastung |
| Geformter Graphit | Niedrigere Kosten | Höhere Porositätsvarianz |
| Keramisch beschichteter Graphit | Verbesserte Oxidationsbeständigkeit | Höhere Kosten, möglicher Verlust der Beschichtung |
15. Auszüge aus Fallstudien (generisch)
-
Versuch in der Automobilgießerei: Die Umstellung auf einen optimierten Graphitrotor und die Einstellung des Gasflusses auf ~16 l/min bei 360 U/min reduzierte die durchschnittliche RPT-Gasporosität in der Pilotproduktion um 45%, wobei die Zykluszeit nur unwesentlich verändert wurde.
-
Recycling: Eine Studie, in der die Abschaffung der Rotationsentgasung verglichen wurde, zeigte Energieeinsparungen, aber mögliche Veränderungen der Materialeigenschaften; bei der Entscheidung müssen Energie- und Qualitätsziele abgewogen werden.
16. Hinweise zu Umwelt, Sicherheit und Vorschriften
-
Stellen Sie sicher, dass die Gaslagerung und die Rohrleitungen den örtlichen Vorschriften entsprechen und Sauerstoffsensoren enthalten, wenn Stickstoff in geschlossenen Räumen verwendet wird.
-
Rotoren und gebrauchte Teile können als Industrieabfall betrachtet werden; beachten Sie die örtlichen Entsorgungsvorschriften - einige Graphitabfälle können recycelt werden.
-
Sorgen Sie für eine Schulung des Bedienpersonals, um die Exposition gegenüber Dämpfen zu vermeiden und die Aussperrverfahren beim Austausch von Rotoren zu befolgen.
17. Checkliste für die Durchführung
-
Strom- und Kranprüfungen vor Ort abgeschlossen.
-
Gaszufuhr und Regler sind mit Feuchtigkeitsabscheidern ausgestattet.
-
Schaltschrank mit Frequenzumrichter in Betrieb genommen.
-
Grundlegende Wasserstoffmessung vor der Inbetriebnahme.
-
Prozessqualifizierung und Abnahmetests im ersten Durchgang mit vereinbarten Messwerten.
18. FAQs
-
Welchen Wasserstoffgehalt kann ich nach der Rotationsentgasung erwarten?
Typische Zielwerte für die Nachbehandlung von Wasserstoff liegen bei gut optimierten Systemen im einstelligen ppm-Bereich; das tatsächliche Ergebnis hängt von der Legierung, dem Ausgangswasserstoff, der Rotorgeometrie und den Prozesseinstellungen ab. Bei Abnahmeprüfungen sollte die Messmethode angegeben werden. -
Welches Gas sollten wir verwenden: Stickstoff oder Argon?
Stickstoff ist für viele Anwendungen die kosteneffiziente Wahl; Argon wird gewählt, wenn maximale Inertheit oder Legierungsempfindlichkeit erforderlich ist. Kosten und Lieferlogistik entscheiden oft über den Produktionsstandort. -
Wie oft sollten Graphitrotoren ausgetauscht werden?
Die Häufigkeit des Austauschs ist sehr unterschiedlich: In Geschäften mit geringem Gebrauch können sie nach 12-24 Monaten ausgetauscht werden, in Betrieben mit hoher Beanspruchung alle paar Monate; überwachen Sie Verschleiß und Leistung durch Routineinspektionen. -
Kann die Rotordrehzahl zu hoch sein?
Ja, eine zu hohe Geschwindigkeit kann zu erhöhtem Verschleiß, Spritzern und Gaseinschlüssen führen. Halten Sie sich immer an die Geschwindigkeitsbegrenzungen des Herstellers und überprüfen Sie diese durch Versuche. -
Ist ein Vorwärmen des Rotors notwendig?
Ja; ein kurzer Vorheiz- oder Vorspülschritt hilft, den Wärmeschock zu reduzieren und verhindert die Verstopfung der Kanäle. -
Was sind die wichtigsten Wartungsaufgaben?
Regelmäßige Inspektion, Reinigung der Gasanschlüsse, Überprüfung der Kupplungen und Überwachung des Rotorgleichgewichts. Halten Sie einen Ersatzrotor bereit, um Ausfallzeiten zu vermeiden. -
Wie kann die Entgasungsleistung in der Produktion überprüft werden?
Verwendung von Wasserstoffgehaltsanalysen und RPT-Probenahmen. Legen Sie eine innerbetriebliche Akzeptanzschwelle und eine Probenahmehäufigkeit fest. -
Entfernt die Rotationsentgasung nicht nur Wasserstoff, sondern auch Oxide?
Es hilft beim Auffangen von Oxidfragmenten, ist aber am wirksamsten bei der Wasserstoffentfernung; die Oxidkontrolle erfordert möglicherweise kombinierte Maßnahmen. -
Hat die Rotationsentgasung energetische Auswirkungen?
Die Behandlung verbraucht etwas Gas und Strom und kann die Schmelze geringfügig abkühlen; eine Prozessoptimierung minimiert jedoch den Bedarf an Wiedererwärmung. Einige Studien zeigen, dass die vollständige Abschaffung des Entgasungsschritts Energieeinsparungen mit sich bringt. -
Was sollte in der Ausschreibung für eine neue Entgasungsanlage enthalten sein?
Geben Sie das Schmelzvolumen, den angestrebten Wasserstoffgehalt und die Prüfmethode, das Rotormaterial und die erwartete Lebensdauer, den Motor und den Drehzahlbereich, die Sicherheitszertifizierungen und die Inbetriebnahmeprüfungen vor Ort an.
18. Abschließende Empfehlungen für Ingenieure und Einkäufer
-
Behandeln Sie die Auswahl des Rotors als eine Systementscheidung: Rotorsorte, Geometrie und Steuerung der Einheit müssen zusammen betrachtet werden.
-
Verlangen Sie bei der Vertragsannahme Vor-Ort-Versuche des Lieferanten und eine dokumentierte Reduzierung des H-Gehalts.
-
Beginnen Sie mit Parametern im mittleren Bereich (15-17 l/min, 300-400 U/min) und stimmen Sie diese durch häufige RPT/Wasserstoff-Kontrollen ab, um das shopspezifische Optimum zu finden.
