Die effektivste Kokille für den Aluminiumguss beruht auf einem bestimmten Gleichgewicht von Hitzebeständigkeit, Wärmeleitfähigkeit und struktureller Integrität, das in der Regel durch die Verwendung von Stahlguss der Güteklasse ASTM A27 60-30 oder hochwertigem Sphäroguss erreicht wird. Für eine optimale Leistung müssen diese Formen mit nicht benetzenden Beschichtungen kombiniert werden, um eine Eisenaufnahme zu verhindern und eine einfache Entformung zu gewährleisten. AdTech hat nachgewiesen, dass die Verwendung korrekt konstruierter Formen mit ordnungsgemäßen Wartungsprotokollen die Ausschussrate um mehr als 12% reduziert und die Lebensdauer der Gussausrüstung erheblich verlängert.
Die kritische Rolle der Kokillen in modernen Gießereien
Aluminiumguss ist eine präzise Wissenschaft. Die Kokille ist nicht nur ein Behälter, sondern ein Wärmetauscher, der die Mikrostruktur des endgültigen Blocks bestimmt. Unabhängig davon, ob Sie eine Primärschmelze oder eine Sekundärrecyclinganlage betreiben, dient die Kokille als letztes Gefäß, bevor das Metall zu einem marktfähigen Produkt erstarrt.
Die Konstruktion der Form beeinflusst die Erstarrungsgeschwindigkeit. Wenn das Metall zu schnell abkühlt, treten innere Spannungen auf. Wenn es zu langsam abkühlt, wird das Korngefüge grob und schwächt die Legierung. Wir konzentrieren uns hier auf die technischen Parameter, die eine überlegene Formleistung definieren.

Thermoschock und Ermüdung verstehen
Jedes Mal, wenn geschmolzenes Aluminium in eine Form fließt, dehnt sich die Innenfläche schnell aus, während die Außenfläche kühler bleibt. Diese unterschiedliche Ausdehnung erzeugt enorme Spannungen. Über Tausende von Zyklen hinweg führt dies zu thermischer Ermüdung, die allgemein als “Feuerrissbildung” bekannt ist.”
Hochwertige Formen von AdTech legen Wert auf Materialien mit hoher thermischer Ermüdungsbeständigkeit. Wir verwenden Legierungen, die wiederholten Temperaturschwankungen von Umgebungstemperatur bis 700 °C (1292 °F) standhalten, ohne dass tiefe Risse entstehen, in denen sich Metall ansammelt und “Sticker” verursacht.”
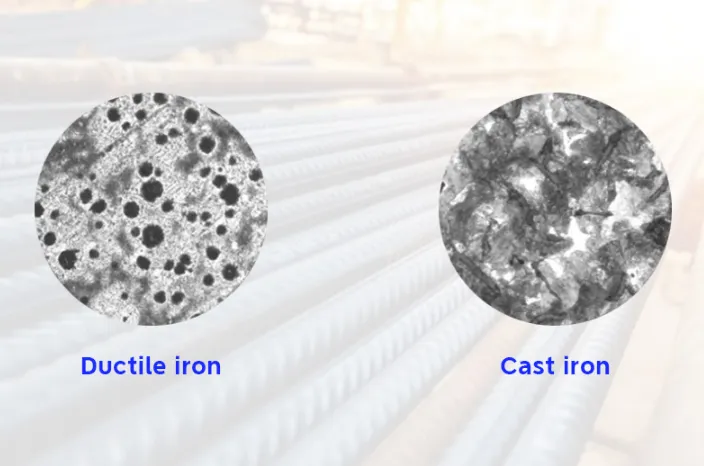
Materialauswahl: Sphäroguss vs. Stahlguss
Die Wahl des richtigen Grundmaterials ist die wichtigste Entscheidung für einen Gießereileiter. Der Industriestandard schwankt zwischen Grauguss, Sphäroguss und Stahlguss.
Sphäroguss (Nodular Iron): Dieses Material enthält Graphitkugeln, die Risse aufhalten. Es bietet eine bessere Duktilität als Grauguss, das heißt, es kann sich leicht verformen, ohne zu brechen. Es ist die bevorzugte Wahl für Sauenformen und große Barrenformen, bei denen physische Einwirkungen ein Problem darstellen.
Stahlguss: Stahl lässt sich besser reparieren. Wenn eine Stahlform bricht, kann sie oft geschweißt werden. Eisenformen sind bekanntermaßen schwer zuverlässig zu schweißen. Stahl hat außerdem eine höhere Zugfestigkeit und ist daher bei gleichem Fassungsvermögen leichter.
Vergleich von Formmaterialien
In der folgenden Tabelle sind die für den Aluminiumguss relevanten physikalischen Eigenschaften aufgeführt.
| Materialeigenschaft | Grauguss (Klasse 30) | Sphäroguss (65-45-12) | Stahlguss (ASTM A27) |
| Kohlenstoffgehalt | 3,01 TP3T – 3,51 TP3T | 3,01 TP3T – 4,01 TP3T | 0,201 TP3T – 0,501 TP3T |
| Wärmeleitfähigkeit | Hoch | Mäßig | Unter |
| Widerstandsfähigkeit gegen Verformung | Niedrig | Hoch | Sehr hoch |
| Reparierbarkeit (Schweißen) | Schlecht | Schwierig | Ausgezeichnet |
| Anfängliche Kosten | Niedrig | Mittel | Hoch |
| Typische Lebenserwartung | Kurz | Mittel | Lang |
Optimierung von Geometrie und Design
Die Geometrie einer Kokille für Aluminium ist nicht willkürlich. Sie folgt strengen physikalischen Regeln für Erstarrungsfronten.
Entnahmewinkel und Freigabe
Um sicherzustellen, dass sich der erstarrte Block ohne mechanisches Hämmern aus der Form löst, müssen die Wände einen bestimmten Entformungswinkel aufweisen. AdTech Engineering empfiehlt einen Mindestverzug von 7 bis 10 Grad. Dadurch kann sich der Aluminiumblock beim Abkühlen von den Wänden der Form lösen.
Konsistenz der Wanddicke
Ein häufiger Fehler bei billigen Formen ist eine ungleichmäßige Wandstärke. Wenn die Ecken deutlich dicker sind als die Seitenwände, speichern sie die Wärme länger. Dadurch entstehen “Hot Spots”, an denen das Aluminium flüssig bleibt, während der Rest bereits erstarrt ist. Dies führt zu Schrumpfhohlräumen.
Unsere Konstruktionsphilosophie sorgt für eine gleichmäßige thermische Masse. Wir verwenden Finite-Elemente-Analysen (FEA), um Kühlzyklen zu simulieren und sicherzustellen, dass der Boden und die Seiten Wärme in einer Geschwindigkeit abführen, die eine gerichtete Verfestigung fördert.
Die Notwendigkeit von Formbeschichtungen
Selbst die beste Stahlform versagt, wenn geschmolzenes Aluminium direkt mit dem blanken Metall in Kontakt kommt. Aluminium hat eine hohe Affinität zu Eisen. Es löst die Formoberfläche auf, was zu einer “Verlötung” führt.”
Arten von Beschichtungen
-
Knochenasche: Die traditionelle Methode. Sie ist billig, bietet aber eine schlechte Suspension und setzt sich schnell ab. Außerdem kann es zu Verunreinigungen durch Kalziumphosphat kommen.
-
Synthetische Beschichtungen (Bornitrid): Dies ist der von ADtech-Kunden verwendete Goldstandard. Es bietet eine völlig unbenetzbare Oberfläche. Geschmolzenes Aluminium gleitet darüber wie Quecksilber.
Anwendungstechniken
Das Auftragen der Beschichtung ist ebenso wichtig wie die Beschichtung selbst.
-
Vorheizen: Die Temperatur der Form muss zwischen 150°C und 200°C liegen.
-
Sprühen: Ein feiner Nebel verhindert Auslaufen und Tropfen.
-
Aushärten: Durch die Hitze der Form härtet das Bindemittel aus und es entsteht eine harte, keramikähnliche Schale.

Operative Fallstudie: Ohio, USA (Januar 2024)
Standort: Sekundäraluminiumschmelze, Cleveland, Ohio.
Datum: 12. Januar 2024.
Problem: Das Werk verzeichnete eine Ausschussrate von 6% bei seinen 1000-Pfund-Sau-Formen aufgrund von Oberflächeneinschlüssen und schweren Aufkleberproblemen. Die Bediener setzten Vorschlaghämmer ein, um die Barren zu lösen, wodurch die Formen weiter beschädigt wurden.
Intervention:
Der Werksleiter wechselte zu AdTech-Spezifikationen für Gusseisen mit Kugelgraphit und führte einen strengen Zeitplan für die Bornitridbeschichtung ein.
Prozessänderungen:
-
Alte Graugussformen wurden verschrottet.
-
Die neuen Formen wurden vor dem ersten Guss auf 200°C vorgeheizt.
-
Ein automatisches Sprühsystem wurde installiert, um die Formen alle 5 Zyklen neu zu beschichten.
Ergebnisse (Stand: März 2024):
-
Ablehnungsquote: Von 6% auf 0,4% gesunken.
-
Zykluszeit: Reduziert um 15%, weil das Kleben weggefallen ist.
-
Mold Life Projektion: Schätzungsweise eine Verdoppelung im Vergleich zum vorherigen Bestand.
Dieser Fall zeigt, dass sich die anfängliche Investition in hochwertigere Kokillenmaterialien und Verbrauchsmaterialien durch die Betriebszeit bezahlt macht.
Wenn ein Aluminiumbarren bei der Qualitätskontrolle durchfällt, ist oft die Form der Schuldige. Um die Ursache zu ermitteln, muss die Morphologie des Fehlers analysiert werden.
Wasserverschmutzung und Explosionen
Wasser ist der Feind. Wenn eine Form Haarrisse hat, kann die Feuchtigkeit aus den Kühlsprays in das Metall sickern. Wenn geschmolzenes Aluminium auf dieses eingeschlossene Wasser trifft, dehnt es sich sofort zu Dampf aus und verursacht Explosionen. Wir schreiben strenge Rissprüfungen (Farbeindringverfahren) für alle in Betrieb befindlichen Formen vor.
Oberfläche Einschlüsse
Wenn die Formschlichte abblättert, landet sie im Barren. Dies ist in der Regel darauf zurückzuführen, dass die Schlichte auf eine kalte Form oder zu dick aufgetragen wurde.
Tabelle der Defektlösungen
| Defekt Typ | Erscheinungsbild | Grundursache (Schimmelpilz) | Abhilfemaßnahmen |
| Eisen Pickup | Rostige Schlieren auf Barren | Blanker Metallkontakt | Die Sperrschicht sofort wieder auftragen. |
| Kälteschutz | Gefaltete Linien auf der Oberfläche | Schimmel zu kalt | Erhöhen Sie die Vorwärmtemperatur der Form. |
| Aufkleber | Barren mit Form verschmolzen | Raue Oberfläche / Hinterschnitt | Glatt schleifen und Trennmittel auftragen. |
| Verzug | Konvexer/konkaver Boden | Thermische Belastung durch Zyklen | Wechsel zu spannungsfreiem Stahlguss. |
Sauenformen vs. Standard-Masselformen
Obwohl die Begriffe “Barren” und “Sow” in Gesprächen oft synonym verwendet werden, beziehen sie sich auf unterschiedliche Größenordnungen beim Gießen.
Standard-Masselformen:
In der Regel werden Barren mit einem Gewicht von 25 bis 50 Pfund hergestellt. Diese werden zum Umschmelzen in kleineren Öfen verwendet. Die Kokillen sind oft in einem kontinuierlichen Kettenfördersystem verbunden. Die mechanische Belastung ist hier gering, aber die Häufigkeit der thermischen Zyklen ist hoch (Hunderte von Malen pro Tag).
Schimmelpilze säen:
Diese produzieren große Blöcke mit einem Gewicht von 1000 bis 2000 Pfund. Sie sind statisch oder werden mit einem Gabelstapler bewegt. Die größte Herausforderung hierbei ist die immense Wärmekapazität. Eine Sow-Form muss eine enorme Energiemenge aufnehmen, ohne sich zu verformen. ADtech Sow-Formen verfügen über verstärkte Rippen an der Unterseite, um den “Bauch”-Effekt zu verhindern, bei dem sich der Boden nach außen wölbt.
Verlängern der Lebensdauer von Schimmelpilzen durch Wartung
Wartung ist keine Option, sondern eine Voraussetzung für Rentabilität.
Der Reinigungszyklus
Rückstände von Flussmitteln und Krätze sammeln sich in den Ecken der Form. Wenn sie nicht entfernt werden, härten sie aus und verändern die Geometrie des Blocks. Mechanisches Drahtbürsten ist Standard, aber Sandstrahlen ist besser geeignet, um das Oberflächenprofil vor der Neubeschichtung wiederherzustellen.
Speicherprotokolle
Schimmelpilze sollten niemals unbedeckt im Freien gelagert werden. Durch Rost entsteht eine raue Oberfläche, die die Haftfläche für Aluminium vergrößert. Wir empfehlen, die Formen in einer trockenen, feuchtigkeitsregulierten Umgebung zu lagern. Wenn eine Lagerung im Freien unvermeidlich ist, müssen sie umgedreht und auf Paletten gelagert werden, um Wasseransammlungen zu vermeiden.
-
Schlackenpfannen: Die Gefäße, die zum Abschöpfen von Abfällen verwendet werden.
-
Pfannen abschöpfen: Ähnlich wie Schlackenpfannen, aber oft leichtere Ausführung.
-
Schlackenkübel: Für schwerere Abfälle.
-
Wäscher: Die Kanäle, die die Schimmelpilze speisen.
AdTech bietet Lösungen für dieses gesamte Spektrum. Indem Sie sicherstellen, dass die Rinnenauskleidung intakt ist, verhindern Sie, dass feuerfeste Partikel in die Form gelangen. Dieser ganzheitliche Ansatz stellt sicher, dass die Form ihre Hauptfunktion erfüllt: die Formung von sauberem Metall.
Wirtschaftliche Analyse: ROI von Premium-Werkzeugen
Billige Formen kosten im Vorfeld weniger, sind aber pro Tonne produzierten Aluminiums teurer.
Die Mathematik des Scheiterns:
Eine kostengünstige Form könnte $500 kosten und für 500 Güsse reichen. Kosten pro Guss = $1.00.
Eine hochwertige ADtech-Stahlform könnte $1.500 kosten, hält aber 3.000 Güsse. Kosten pro Guss = $0,50.
Darüber hinaus können die Ausfallkosten bei einem Ausfall einer billigen Form und einem dadurch verursachten Ausbruch mehr als $10.000 pro Stunde an Produktionsausfall betragen. Der “Sicherheitsfaktor” ist eine unverhandelbare Kennzahl in unserer Konstruktionsabteilung.

Umweltauswirkungen und Nachhaltigkeit
Die Aluminiumindustrie strebt nach Null-Abfall. Masselformen spielen dabei eine Rolle.
-
Wiederverwertbarkeit der Form: Stahl- und Eisenformen sind am Ende ihrer Lebensdauer 100% recycelbar.
-
Energie-Effizienz: Eine Form mit optimaler Wärmeleitfähigkeit erfordert weniger Wasserkühlung, wodurch der Wasserverbrauch der Anlage reduziert wird.
-
Reduzierung von Schrott: Bessere Formen bedeuten weniger zurückgeworfene Blöcke. Das Wiedereinschmelzen eines zurückgewiesenen Barrens erfordert viel Energie. Wenn man es beim ersten Mal richtig macht, verringert sich der Kohlenstoff-Fußabdruck pro Tonne Aluminium.
Fortschrittliche Gusstechnologien
Wir erleben derzeit eine Verlagerung hin zu automatischen Gießsystemen. Diese Systeme verwenden Lasersensoren zur Erkennung des Metallpegels in der Form. Damit diese Sensoren funktionieren, muss die Formlippe maßhaltig sein. Verzogene Formen verwirren die Sensoren, was zu Übergießen oder Verschütten führt. ADtech-Formen werden mit engen Toleranzen gefertigt, um die Kompatibilität mit Laser- und Bildverarbeitungssystemen zu gewährleisten.
Strangguss vs. Chargenguss
Beim Strangguss ist die “Form” ein wassergekühlter Kupfermantel. Bei vielen Legierungen, insbesondere Gusslegierungen (A356, 319), ist jedoch der Chargenguss in permanenten Stahlformen nach wie vor die überlegene Methode, um die Korngröße zu kontrollieren und eine Entmischung der Legierungselemente zu verhindern.
Strategische Beschaffung für globale Hüttenwerke
Die Beschaffung von Gussformen ist mit Logistik verbunden. Gussformen sind schwer und schwerfällig. Die Transportkosten können den Produktkosten entsprechen, wenn sie nicht gut verwaltet werden. ADtech optimiert die Logistik durch effiziente Palettierung der Formen und die Auswahl strategischer Vertriebszentren.
Bei der Erstellung einer Angebotsanfrage (RFQ) sollten die Einkäufer Angaben machen:
-
Legierungstyp (Eisen vs. Stahl).
-
Erforderliche chemische Zusammensetzung (ASTM-Norm).
-
Gewichtstoleranz.
-
Anforderungen an die Oberflächengüte (RMS-Wert).
-
Anforderungen an die Prüfung von Hebeösen (für die Sicherheit).
Schlussfolgerung: Der AdTech-Vorteil
Die Kokille für Aluminium ist das Fundament der Gießerei. Sie hält extremen Bedingungen stand, damit Ihr Betrieb reibungslos ablaufen kann. Durch die Auswahl des richtigen Materials, das Auftragen der richtigen Beschichtungen und die Wartung der Ausrüstung sichern Sie die Qualität Ihrer Produktion.
ADtech steht an der Schnittstelle zwischen Metallurgie und Technik. Wir verkaufen nicht nur Eisen und Stahl, wir verkaufen Langlebigkeit und Effizienz.
Häufig gestellte Fragen (FAQs)
1. Welches ist das beste Material für eine Aluminium-Masselform?
Welches Material am besten geeignet ist, hängt von der Anwendung ab. Für Standardanwendungen, ASTM A27 Güteklasse 60-30 Stahlguss ist aufgrund seiner Verformungsbeständigkeit und seiner Fähigkeit, durch Schweißen repariert zu werden, überlegen. Sphäroguss ist eine gute Alternative für größere Sauenformen.
2. Wie oft sollte ich meine Kokillen neu beschichten?
Dies hängt von der Art der Beschichtung ab. Bei Knochenasche müssen Sie möglicherweise jede Schicht beschichten. Bei den von ADtech verwendeten hochwertigen Bornitrid-Schlichten ist eine erneute Beschichtung möglicherweise nur alle 5 bis 10 Güsse erforderlich, vorausgesetzt, die Beschichtung wurde in einer vorgewärmten Form korrekt ausgeführt.
3. Warum haben meine Aluminium-Barren Risse?
Barrenrisse werden häufig durch eine zu kalte Form oder ein zu heißes Gießen des Metalls verursacht. Wenn die Form kalt ist, verfestigt sich die Oberfläche des Aluminiums sofort, während der Kern flüssig ist, was zu Spannungsrissen führt. Ein Vorheizen der Form auf 150 °C bis 200 °C schafft hier in der Regel Abhilfe.
4. Kann ich Grauguss für Aluminium-Masselformen verwenden?
Ja, aber es wird nicht für die Massenproduktion empfohlen. Grauguss hat eine schlechte thermische Ermüdungsbeständigkeit. Es entstehen viel schneller “Feuerrisse” (spinnennetzartige Risse) als bei duktilem Gusseisen oder Stahl, was zu rauen Oberflächen der Barren führt.
5. Wodurch bleibt das Aluminium an der Form haften?
Das Anhaften wird durch ein Versagen der Sperrschicht verursacht. Wenn geschmolzenes Aluminium mit blankem Eisen oder Stahl in Berührung kommt, setzt es sich an der Oberfläche fest. Um dies zu beheben, muss die Form von allen Aluminiumrückständen gereinigt und gründlich neu beschichtet werden.
6. Was ist der Unterschied zwischen einer Sauenform und einer Kokille?
In erster Linie ist es die Größe. Masselformen fassen in der Regel 25 bis 50 Pfund Aluminium. Sauenformen sind für den Massentransport und das Umschmelzen ausgelegt und fassen 1.000 bis 2.000 Pfund. Sauenformen erfordern robustere Verstärkungsrippen, um das Gewicht zu bewältigen.
7. Wie verhindere ich “Wasserexplosionen” in der Form?
Stellen Sie sicher, dass die Form 100% vor dem Gießen trocken ist. Dies lässt sich nur durch Vorheizen gewährleisten. Selbst ein kleiner Tropfen Kondenswasser oder ein Haarriss, der Feuchtigkeit enthält, kann eine gefährliche Explosion verursachen, wenn geschmolzenes Aluminium eingeleitet wird.
8. Wie hoch ist die typische Lebensdauer einer ADtech-Kokille?
Bei ordnungsgemäßer Wartung und Beschichtung kann eine Gussform aus Stahl mehrere Jahre lang im täglichen Einsatz bleiben. Der begrenzende Faktor ist in der Regel eher eine physische Beschädigung (Handhabung) als ein thermisches Versagen.
9. Warum sind die Formen von ADtech besser als die von anderen Anbietern?
Wir achten auf Materialreinheit und geometrische Konsistenz. Generische Formen haben oft Schwankungen in der Wandstärke, die heiße Stellen verursachen. ADtech-Formen sind für eine gleichmäßige Wärmeabfuhr konzipiert und gewährleisten eine gleichmäßige Erstarrungsgeschwindigkeit.
10. Wirkt sich die Form auf die Aluminiumqualität aus?
Ja. Der Entformungswinkel und der Eckenradius spielen eine große Rolle. Scharfe Ecken in einer Form erzeugen Spannungspunkte im Block. ADtech-Konstruktionen verwenden großzügige Radien, um die Spannungskonzentration zu verringern und sicherzustellen, dass der Barren eine feine, gleichmäßige Kornstruktur aufweist.
