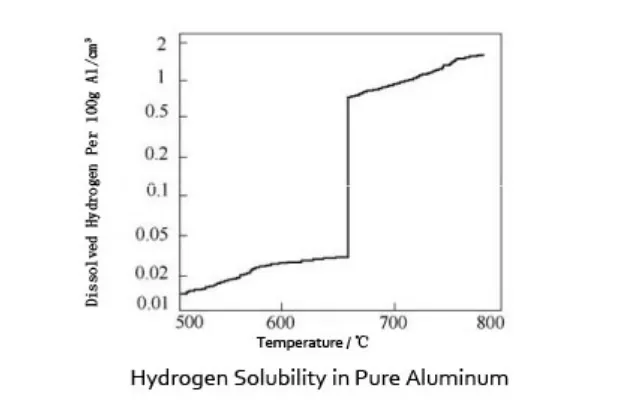
Wasserstoff löst sich in geschmolzenem Aluminium viel leichter als in festem Aluminium, typischerweise um das 10- bis 20-fache in der Nähe des Schmelzbereichs, und dieser plötzliche Abfall der Löslichkeit beim Gefrieren ist der direkte Grund dafür, dass unbehandeltes Aluminium Nadellöcher, Gasporosität, Blasen und innere Hohlräume entwickelt. Diese einzige metallurgische Tatsache erklärt, warum die Qualitätskontrolle der Schmelze beim Aluminiumguss so wichtig ist. Wenn eine Anlage saubere Knüppel-, Brammen-, Rad-, Druckguss- oder Schwerkraftgussteile produzieren will, muss sie die Feuchtigkeitsaufnahme begrenzen, Turbulenzen reduzieren, den gelösten Wasserstoff überprüfen und eine wirksame Entgasung durchführen, bevor das Metall in die Form gelangt. Kurz gesagt, der Unterschied zwischen der Kapazität von flüssigem und festem Wasserstoff ist kein Detail aus dem Lehrbuch. Er ist einer der wichtigsten Hebel für die Ausschussrate, die Druckdichtigkeit, die Oberflächengüte und die nachgeschaltete mechanische Leistung.
Wenn Ihr Projekt die Verwendung von Entgasungseinheit für geschmolzenes Aluminium, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Wasserstoff ist das einzige Gas, das unter normalen Gießerei- und Gießereibedingungen in Aluminium löslich ist. Diese Aussage taucht in den meisten technischen Diskussionen über die Behandlung von Aluminiumschmelzen auf, doch die praktische Bedeutung wird oft nicht ausreichend erläutert. Ingenieure wissen, dass Wasserstoff wichtig ist. Die Betreiber wissen, dass Porosität auftritt, wenn die Schmelzebehandlung nachlässt. Einkäufer wissen, dass Rotationsentgasungsanlagen, Graphitrotoren, Analysatoren und Filtersysteme Geld kosten. Was all diese Entscheidungen miteinander verbindet, ist die thermodynamische Kluft zwischen Wasserstoff in flüssigem Aluminium und Wasserstoff in festem Aluminium. Sobald diese Beziehung klar ist, werden Entscheidungen über Entgasung, Prüfung, Legierungshandhabung und Geräteauswahl einfacher und rationaler.
Wasserstofflöslichkeit in Reinaluminium, Entgasungsmethode
Warum ist Wasserstoff in geschmolzenem Aluminium viel besser löslich als in festem Metall?
Die kurze Antwort lautet: strukturelle Freiheit. Flüssiges Aluminium hat eine ungeordnete Anordnung der Atome, während festes Aluminium ein geordnetes kristallines Gitter hat. Wasserstoffatome können im flüssigen Zustand leichter existieren, weil die Schmelze mehr temporären Zwischenraum und größere atomare Mobilität bietet. Sobald sich Aluminium verfestigt, ist das Kristallgitter für Wasserstoff viel weniger zugänglich.
Was passiert auf atomarer Ebene?
In der Schmelze liegt der Wasserstoff nach der Dissoziation an der Metalloberfläche in atomarer Form vor. Er diffundiert in die Flüssigkeit und bleibt gemäß dem thermodynamischen Gleichgewicht gelöst. Im festen Aluminium sind die verfügbaren Gitterplätze begrenzt und energetisch ungünstiger. Das bedeutet, dass das Metall nicht mehr die gleiche Menge an Wasserstoff aufnehmen kann.
Dies ist die Wurzel des Problems beim Gießen:
- Flüssiges Aluminium kann relativ viel gelösten Wasserstoff enthalten.
- Massives Aluminium kann nur sehr wenig halten.
- Der Überschuss muss beim Einfrieren irgendwo hin.
- Wenn sie nicht entweichen kann, bildet sie Poren.
Warum ist das beim Erstarren so wichtig?
Die Erstarrung erfolgt nicht schlagartig. Ein Gussstück oder ein Knüppel gefriert mit der Zeit und bildet Dendriten und Taschen mit Restflüssigkeit. Der aus dem vorrückenden Festkörper abgestoßene Wasserstoff sammelt sich in den letzten flüssigen Bereichen an. Die lokale Gaskonzentration steigt schnell an. Wenn die Druck- und Keimbildungsbedingungen dies zulassen, bilden sich in den interdendritischen Bereichen Poren.
Das heißt, die Gefahr ist nicht nur “hoher Wasserstoffgehalt in der Schmelze”. Die Gefahr ist Wasserstoff plus Erstarrung.
Gibt es dieses Verhalten nur bei Aluminium?
Wasserstofflöslichkeitsunterschiede spielen auch bei anderen Metallen eine Rolle, doch Aluminium ist besonders empfindlich:
- Wasserstoff ist das wichtigste gelöste Gas.
- Oxidfilme und Bifilme bieten einfache Möglichkeiten zur Bildung von Poren.
- Viele Aluminiumprodukte erfordern eine hohe Oberflächen- und Innenqualität.
- Wiederaufbereitete Ladung und Feuchtigkeitseinwirkung können die Gasabnahme schnell erhöhen.
Wie groß ist der Unterschied in der Wasserstofflöslichkeit zwischen geschmolzenem Aluminium und festem Aluminium?
In der Nähe des Schmelzpunkts ist der Unterschied dramatisch. Je nach Datenquelle, Legierungsfamilie und Einheitssystem kann flüssiges Aluminium nahe der Gießtemperatur etwa 10 bis 20 Mal mehr Wasserstoff lösen als festes Aluminium an der Gefriergrenze.
Vergleich der ungefähren Wasserstofflöslichkeit
| Zustand von Aluminium | Typischer Temperaturbereich | Ungefähre Wasserstofflöslichkeit im Gleichgewicht | Praktische Bedeutung |
|---|---|---|---|
| Geschmolzenes Aluminium | Etwa 700°C bis 750°C | Etwa 0,6 bis 0,8 cm³ H2 pro 100 g Al | Schmelze kann erheblichen gelösten Wasserstoff zurückhalten |
| Geschmolzenes Aluminium nahe dem Liquidus | Etwa 660°C bis 700°C | Etwa 0,5 bis 0,7 cm³ H2 pro 100 g Al | Immer noch viel höher als der Festkörper |
| Festes Aluminium nahe dem Gefrierpunkt | Etwa 660°C | Etwa 0,03 bis 0,04 cm³ H2 pro 100 g Al | Sehr geringe Wasserstoffkapazität |
| Massives Aluminium bei Raumtemperatur | Etwa 20°C bis 25°C | Äußerst gering, in der Praxis nahezu vernachlässigbar | Wasserstoff kann nicht auf dem vorherigen Flüssigkeitsniveau gelöst bleiben |
Diese Werte sind repräsentative Bereiche, die in der industriellen Diskussion verwendet werden. Die genauen Zahlen variieren je nach Referenzquelle, Legierungschemie und Prüfverfahren. Der kritische Punkt ist nicht die letzte Dezimalstelle. Der kritische Punkt ist die steile Lücke beim Übergang von flüssig zu fest.
Warum Ingenieure oft ein Verhältnis statt eines einzelnen Wertes angeben
Da sich die Zahlen mit der Temperatur, dem Druck und den Legierungszusätzen ändern, beschreiben viele Metallurgen das Problem anhand des Verhältnisses. In der Nähe des Schmelzpunkts kann der flüssige Zustand etwa 15 bis 20 Mal mehr Wasserstoff enthalten als der feste Zustand. Dieses Verhältnis erklärt, warum selbst eine Schmelze, die im Ofen handhabbar erscheint, beim Gießen eine erhebliche Porosität aufweisen kann.
Nützliche Einheitenumrechnung für Pflanzendiskussionen
Verschiedene Werke melden Wasserstoff in unterschiedlichen Einheiten. Das schafft Verwirrung bei Audits, Prozesstransfer oder Lieferantengesprächen.
| Ausdruck der Einheit | Bedeutung | Ungefähres Verhältnis |
|---|---|---|
| cm³ H2 / 100 g Al | Gemeinsame technische Löslichkeitseinheit | Weit verbreitete Referenzen in der Metallurgie |
| mL H2 / 100 g Al | Gleiche praktische Bedeutung wie cm³ / 100 g | 1 mL = 1 cm³ |
| ppm nach Gewicht | Massenbezogener Wasserstoffgehalt | Grob gesagt, 1 ml H2 / 100 g Al entspricht etwa 0,89 ppm H |
| Dichte-Index | Indikator der relativen Gasneigung | Indirekt, keine direkte Löslichkeitseinheit |
Viele Missverständnisse in den Betrieben entstehen durch die Vermischung dieser Einheiten ohne Umrechnung.
Welche thermodynamische Regel beschreibt die Auflösung von Wasserstoff in geschmolzenem Aluminium?
Der häufigste Ausgangspunkt ist das Sieverts'sche Gesetz. Vereinfacht ausgedrückt ist die Konzentration von gelöstem Wasserstoff in der Schmelze proportional zur Quadratwurzel des Wasserstoffpartialdrucks über dem Metall, multipliziert mit einer temperaturabhängigen Konstante.
Vereinfachter Ausdruck
[H]=K(T)×√PH2
Wo:
- [H] ist die Konzentration an gelöstem Wasserstoff.
- K(T) ist eine temperaturabhängige Löslichkeitskonstante.
- √PH2 ist der Partialdruck des Wasserstoffgases.
Was dies in der Pflanzensprache bedeutet
Wenn die Atmosphäre über der Schmelze ein höheres Wasserstoffpotenzial enthält, was häufig auf Feuchtigkeit, Kohlenwasserstoffe oder Verbrennungsprodukte zurückzuführen ist, wird die Aufnahme von Wasserstoff erleichtert. Steigt die Temperatur der Schmelze, nimmt auch die Löslichkeit des Wasserstoffs in der Flüssigkeit tendenziell zu. Deshalb ist heißes, feuchtes, turbulentes Metall ein perfektes Rezept für Gasprobleme.
Warum Feuchtigkeit noch wichtiger ist, als viele Pflanzen erwarten
Gießereien sagen oft “Wasser ist der Feind von geschmolzenem Aluminium”, und das ist kein Slogan. Es ist eine thermodynamische Realität. Wasserdampf in der Nähe von heißem Metall dissoziiert und ermöglicht die Absorption von Wasserstoff. Zu den Quellen gehören:
- Feuchtes Ladungsmaterial.
- Nasse Werkzeuge
- Unbeheizte Schöpfkellen.
- Kondenswasser auf den Abdeckungen der Waschmaschine.
- Feuchte Verbrennungsgase.
- Lecks in der Nähe von Kühlkreisläufen.
Eine Anlage kann zwar sorgfältig entgasen, aber dennoch mit der Gasporosität zu kämpfen haben, wenn die Feuchtigkeitskontrolle schlecht ist.
Was passiert mit dem gelösten Wasserstoff, wenn Aluminium von flüssig zu fest wird?
Wenn die Verfestigung beginnt, wird der Wasserstoff in dem neu gebildeten Feststoff weniger löslich. Der fortschreitende Festkörper stößt Wasserstoff in die verbleibende Flüssigkeit ab. Dadurch erhöht sich die lokale Wasserstoffkonzentration in den interdendritischen Kanälen und den letzten Gefrierzonen.
Warum die Porenkernbildung in der matschigen Zone stattfindet
Während des Einfrierens treten mehrere Bedingungen gleichzeitig auf:
- Das verbleibende Flüssigkeitsvolumen schrumpft.
- Die Wasserstoffkonzentration in dieser verbleibenden Flüssigkeit steigt.
- Das Füttern wird schwieriger.
- Oxidschichten und Einschlüsse können als Keimbildungsstellen dienen.
- Die Druckverhältnisse innerhalb der matschigen Zone werden für das Porenwachstum günstig.
Wenn das Gas nicht ausdiffundieren kann, bildet es Poren. Diese Poren können kugelförmig, langgestreckt, interdendritisch oder mit Lunkerräumen verbunden sein.
Gasporosität und Schrumpfungsporosität stehen oft in Wechselwirkung
In der Pflanzenwelt werden Gasporosität und Schrumpfungsporosität manchmal getrennt, als ob sie nichts miteinander zu tun hätten. In Wirklichkeit stehen sie oft in Wechselwirkung. Wasserstoff kann Hohlräume vergrößern, die sonst klein bleiben würden. Schlechte Fütterung kann gasbedingte Defekte verstärken. Das resultierende Porositätsnetzwerk kann beide Mechanismen widerspiegeln.
Warum Bifilme das Problem verschlimmern
In die Schmelze gefaltete Oxidschichten, die in der Aluminiummetallurgie oft als Bifilme bezeichnet werden, können Luft einschließen oder rissartige Grenzflächen bilden. Diese inneren Oberflächen sind ideale Orte für die Bildung von Wasserstoffporen. Aus diesem Grund ist die Turbulenzkontrolle fast genauso wichtig wie die Entgasung.
Erstarrungsablauf und Wasserstoffverhalten
| Bühne | Zustand des Wasserstoffs | Defektrisiko |
|---|---|---|
| Vollständig flüssige Schmelze | Wasserstoff bleibt gelöst, wenn er unter der Löslichkeitsgrenze liegt | Versteckte Gasbelastung, nicht immer sichtbar |
| Frühes Einfrieren | Feststoff stößt Wasserstoff in die verbleibende Flüssigkeit ab | Beginn der lokalen Wasserstoffanreicherung |
| Matschige Zone | Interdendritische Flüssigkeit wird wasserstoffreich | Keimbildung und Wachstum von Poren |
| Endgültige Verfestigung | Fluchtwege schließen | Porosität wird im Inneren des Metalls eingeschlossen |
| Abkühlung auf Raumtemperatur | Die Löslichkeit von festem Wasserstoff wird extrem niedrig | Vorhandene Poren bleiben bestehen, können nicht von selbst verschwinden |
Woher kommt der Wasserstoff in echten Aluminiumschmelz- und -haltevorgängen?
Die meisten Wasserstoffprobleme in der Produktion sind auf Feuchtigkeit zurückzuführen, nicht auf eine mysteriöse Chemie. Die Aufnahme von Wasserstoff lässt sich in der Regel auf die Art der Handhabung, die Ofenatmosphäre oder den Zustand des Rohmaterials zurückführen.
Übliche Wasserstoffquellen in Aluminiumwerken
| Quelle | Wie Wasserstoff in die Schmelze gelangt | Typisches Symptom der Pflanze |
|---|---|---|
| Nassschrott oder Retouren | Feuchtigkeit dissoziiert bei Kontakt mit heißem Metall | Schneller Wasserstoffanstieg nach dem Laden |
| Feuchte Werkzeuge und Abschäumer | Wasserkontakt mit der Schmelzoberfläche | Lokale Fackel, Schlacke, Gasabholung |
| Unerhitzte Schöpfkellen und Wäscher | Kondenswasser oder Restfeuchtigkeit | Variables Gasniveau zwischen den Heizvorgängen |
| Feuchte Ofenatmosphäre | Wasserdampf interagiert mit freiliegender Schmelze | Langsame, aber beharrliche Abholung |
| Flussmittel mit Feuchtigkeitskontamination | Wasserstoffquelle während der Behandlung | Inkonsistente Entgasungsleistung |
| Brenner-Produkte | Bei der Verbrennung entsteht Wasserdampf | Hohe Gasneigung bei schlecht belüfteten Öfen |
| Turbulente Übertragung | Ständige Oberflächenerneuerung setzt frisches Metall frei | Mehr Oxidation und Gasaufnahme |
Warum recycelte Ladung oft das Risiko erhöht
Recyceltes Aluminium kann ein hervorragendes Ausgangsmaterial sein, ist jedoch häufig mit Öl, Farbe, Oxid und unterschiedlichen Feuchtigkeitseinflüssen belastet. Wenn Aufbereitung und Trocknung uneinheitlich sind, steigt das Risiko der Wasserstoffaufnahme erheblich.
Warum die Wartezeit wichtig ist
Ein langes Halten bei erhöhter Temperatur gibt dem Wasserstoff mehr Zeit, in die Schmelze einzudringen, insbesondere wenn die Oberfläche exponiert ist und die Atmosphäre feucht ist. Dies ist ein Grund, warum sich gute Anlagen nicht allein auf die Notentgasung in der Spätphase verlassen. Sie reduzieren auch die stromaufwärts gelegene Ansaugung.
Welche Prozessbedingungen erhöhen die Wasserstofflöslichkeit oder die Wasserstoffaufnahme am stärksten?
Das Verhalten von Wasserstoff hängt von mehr als einer Variable ab. Die Temperatur spielt eine Rolle, aber auch die Atmosphäre, die Expositionszeit, Turbulenzen und die chemische Zusammensetzung der Legierung.
Wichtige Prozessvariablen und ihre Auswirkungen
| Variabel | Wirkung auf gelösten Wasserstoff | Folgen der Produktion |
|---|---|---|
| Höhere Schmelztemperatur | Neigt dazu, die Wasserstofflöslichkeit zu erhöhen | Vor dem Gießen kann mehr Wasserstoff in der Flüssigkeit verbleiben |
| Hohe Luftfeuchtigkeit oder Wasserdampf | Erhöht das Potenzial zur Aufnahme von Wasserstoff | Gaspegel steigt schnell an |
| Lange Haltezeit | Mehr Zeit für die Aufnahme | Größeres Porositätsrisiko, wenn unbehandelt |
| Turbulentes Gießen oder Umfüllen | Erneuert ständig die reaktive Oberfläche | Mehr Wasserstoffaufnahme und mehr Oxidmitnahme |
| Verschmutzte Ofenoberfläche und Krätzenstörung | Setzt Metall oxidierenden Bedingungen aus | Kombinierte Gas- und Einschlussfehler |
| Schlechte Kontrolle des Deckungsflusses | Schmelzoberfläche bleibt frei | Variabler Gasgehalt |
| Häufiges Umschmelzen der Erträge | Wiederholte Expositionszyklen | Prozessdrift und Reinheitsverlust |
Verändert die Chemie der Legierung das Verhalten von Wasserstoff?
Ja, aber die Wirkung ist nicht immer einfach. Legierungselemente können Einfluss nehmen:
- Neigung zur Oberflächenoxidation.
- Interaktion mit Einschlüssen.
- Fütterungseigenschaften beim Einfrieren.
- Empfindlichkeit der effektiven Porosität.
- Reaktion auf Entgasung.
Es ist sicherer zu sagen, dass die Legierungschemie das wasserstoffbedingte Defektrisiko modifiziert, als eine universelle Regel zur Änderung der Löslichkeit für alle Zusammensetzungen zu behaupten.
Allgemeiner Einfluss der Legierungsfamilie
| Legierungsfamilie oder Merkmal | Typische wasserstoffbezogene Bedenken |
|---|---|
| Hochmagnesiumhaltige Legierungen | Reaktivere Oberflächen, mehr Oxid- und Spinellbildung |
| Siliziumhaltige Gusslegierungen | Porosität kann in kritischen Abschnitten deutlich werden |
| Recycelte Sekundärlegierungen | Variable Verschmutzungs- und Feuchtigkeitsgeschichte |
| Hochwertige Knüppel-Legierungen | Enge Wasserstoffgrenzwerte aufgrund nachgelagerter Extrusions- und Oberflächenanforderungen |
| Walzbarren-Legierungen | Blasen- und Einschlussempfindlichkeit beim Walzen und bei der Wärmebehandlung |
Warum tritt die Wasserstoffporosität bei einigen Gussstücken auf und bei anderen nicht?
Dies ist eine der häufigsten Fragen bei Anlagen. Eine Schmelze kann einen mäßigen Wasserstoffgehalt aufweisen und trotzdem in einer Geometrie akzeptabel gießen, während ein anderes Teil schlecht gelingt. Die Erklärung liegt in der kombinierten Wirkung von Wasserstoffgehalt, Erstarrungsgeschwindigkeit, Speisungsfähigkeit, Druck und Oxidpopulation.
Die wichtigsten Bedingungen, die beeinflussen, ob sich tatsächlich Poren bilden
- Gehalt an gelöstem Wasserstoff vor dem Gießen.
- Vorhandensein von Porenkernbildungsstellen wie Oxyde oder Bifilme.
- Erstarrungsdruck in der Form oder im Werkzeug.
- Abkühlungsrate und Breite der matschigen Zone.
- Fähigkeit des Gussteils, Schrumpfung zu speisen.
- Lokale Querschnittsdicke
- Formgestaltung und Anschnittturbulenzen.
Warum Hochdruckverfahren einen Teil des Problems verschleiern können
Prozesse mit hohem Metalldruck können die Ausdehnung sichtbarer Gasporen unterdrücken. Das bedeutet jedoch nicht, dass Wasserstoff irrelevant ist. Er kann immer noch die innere Qualität, die Wärmebehandlung oder die Dichtheit beeinträchtigen.
Defektausprägung nach Produkttyp
| Produkttyp | Häufiger wasserstoffbedingter Defekt |
|---|---|
| DC-Gussknüppel | Zentrale Porosität, Variation der Extrusionsoberfläche, Blasenrisiko |
| Walzbarren | Innere Gasfehler, Blasen nach Warmwalzen oder Wärmebehandlung |
| Schwerkraftguss | Gasporen in dicken Abschnitten, undichte Stellen, schlechte Bearbeitbarkeit |
| Niederdruckguss | Interne Porosität bei nachlassender Schmelzequalität |
| Versorgung mit Druckgussschmelze | Druckdichtigkeitsprobleme, eingeschlossenes Gas in Wechselwirkung mit Prozessfehlern |
| Rad- und Strukturguss | Reduzierte Ermüdungslebensdauer und lokale Schwindungs-Gas-Wechselwirkung |
Warum zwei identische Formen trotzdem unterschiedliche Ergebnisse liefern können
Wenn eine Pfanne länger gehalten wurde, wenn ein Transportweg turbulenter ist oder wenn in einer Schicht eine etwas andere Werkzeugvorwärmung verwendet wird, können die Wasserstoff- und Oxidkonzentrationen so unterschiedlich sein, dass sich die Porenbildung ändert. Aus diesem Grund ist eine disziplinierte Prozesskontrolle wichtiger als ein auf Äußerlichkeiten basierendes Urteil.
Wie messen Ingenieure und Gießereien Wasserstoff in geschmolzenem Aluminium?
Wasserstoff kann nicht gut kontrolliert werden, wenn er nicht gemessen wird. Führende Unternehmen kombinieren direkte und indirekte Methoden je nach Produktwert und erforderlicher Präzision.
Gängige Methoden zur Bewertung von Wasserstoff und Porosität
| Methode | Was sie misst | Stärke | Begrenzung |
|---|---|---|---|
| Test mit reduziertem Druck | Tendenz zur Porosität unter Vakuum | Schnell und praktisch | Indirekte, bedienerabhängige Interpretation |
| Dichte-Index | Relative Gastendenz basierend auf dem Dichteunterschied | Nützliche Trendkontrolle | Keine direkte Wasserstoffkonzentration |
| First Bubble oder ähnliche Analysegeräte | Direkte Messung des gelösten Wasserstoffs | Starker Wert der Prozesskontrolle | Kosten der Ausrüstung und erforderliche Kalibrierungsdisziplin |
| Vakuumverfestigungsprobe | Schweregrad der Porosität | Gutes vergleichendes Instrument | Interpretation noch erforderlich |
| Metallographie | Tatsächliche Porenstruktur und Einschlussinteraktion | Starkes Instrument zur Ursachenbekämpfung | Keine schnelle Methode für die Werkstatt |
| Ultraschall- oder Röntgenprüfung des Endprodukts | Interne Fehlererkennung | Starke Validierung | Zu spät, um das Schmelzproblem zu verhindern |
Warum der Dichteindex weiterhin so weit verbreitet ist
Sie ist erschwinglich, schnell und vertraut. Pflanzen können es durch Wärme entwickeln. Die Schwäche ist, dass es die Porositätstendenz widerspiegelt, nicht nur den gelösten Wasserstoff. Einschlüsse und die Probenahmepraxis können das Ergebnis beeinflussen.
Hersteller von hochwertigen Knüppeln, Brammen und Strukturgussteilen bevorzugen oft direkte Analysatoren, da sie Unklarheiten reduzieren. Die Prozessentwicklung wird einfacher, wenn Ingenieure den wahren Wasserstoffgehalt von der Variabilität der Gussproben trennen können.
Typische Kontrollstrategie nach Reifegrad der Anlage
| Ebene der Anlage | Übliche Praxis |
|---|---|
| Basic Gießerei | Gelegentlicher Druckabfalltest |
| Mittlerer Regelbetrieb | Routine-Dichte-Index plus Bedienerprotokolle |
| Fortgeschrittene Gießerei | Direkte Wasserstoffanalyse, Trenddarstellung und statistische Kontrolle |
| Premium-Luftfahrt- oder Automobilzulieferer | Direkte Wasserstoffmessung, Einschlusskontrolle, Rezepturvalidierung und Rückverfolgbarkeit im Audit |
Welche Methoden reduzieren den Wasserstoffgehalt in geschmolzenem Aluminium am effektivsten?
Die wirksamste Methode in der modernen Produktion ist die Rotationsentgasung unter Verwendung von Inertgas, in der Regel Argon oder Stickstoff, das durch einen Graphitrotor geleitet wird. Andere Methoden können helfen, aber die Rotationsentgasung bleibt in vielen Betrieben der Industriestandard.
Methoden zur Wasserstoffkontrolle im Vergleich
| Methode | Hauptmechanismus | Stärke | Begrenzung |
|---|---|---|---|
| Rotationsentgasung | Feine Inertgasblasen entziehen der Schmelze Wasserstoff | Hohe Effizienz, gute Wiederholbarkeit | Erfordert Ausrüstung, Graphitteile und diszipliniertes Arbeiten |
| Statisches Lanzenblasen | Gasblasen steigen durch die Schmelze auf | Einfache Einrichtung | Geringere Effizienz durch grobe Blasen |
| Flussmittelbehandlung | Hilft bei der Entfernung von Einschlüssen und schützt die Oberfläche | Unterstützt die Sauberkeit der Schmelze | Begrenzte Wasserstoffentfernung im Vergleich zur Rotationsbehandlung |
| Vakuum-Behandlung | Senkt den Wasserstoffpartialdruck | Stark in spezifischen Systemen | Weniger häufig in vielen Standard-Aluminiumlinien |
| Nur Oberflächenabschöpfung | Entfernt Schlacke von der Spitze | Erforderliche Haushaltsführung | Entfernt keinen gelösten Wasserstoff |
| Bessere Ladungstrocknung und turbulenzarme Handhabung | Verhindert die Aufnahme von Wasserstoff | Ausgezeichneter präventiver Wert | Kann bereits gelöstes Gas nicht entfernen |
Warum Prävention billiger ist als Korrektur
Der billigste Wasserstoff ist der, der nie in die Schmelze gelangt. Trockene Beschickung, vorgewärmte Werkzeuge, ruhiger Transfer und abgedeckte Warmhaltepraxis reduzieren die Belastung des Entgasungssystems.
Warum die Rotationsbehandlung auch der Sauberkeit dient
Feine Gasblasen, die von einem Graphitrotor erzeugt werden, können die Oxidflotation unterstützen. Dies ist ein Grund dafür, dass eine gut durchgeführte Entgasung mehr als eine Fehlerkategorie verbessert.
Wie wirkt sich die Wasserstoffkontrolle auf die Leistung von Knüppeln, Brammen und Gießereien in der Folgezeit aus?
Viele Teams denken bei Wasserstoff nur an die Poren, die auf der Oberfläche von Brüchen sichtbar sind. Die wahren Auswirkungen sind jedoch weitreichender.
Nachgelagerte Effekte im Zusammenhang mit schlechter Wasserstoffkontrolle
- Blasenbildung auf der Oberfläche beim Walzen oder Aufwärmen
- Geringere Druckdichtigkeit bei Gussteilen.
- Verkürzte Ermüdungslebensdauer.
- Schlechtes Schweißverhalten bei einigen Produkten.
- Instabile Bearbeitung.
- Mehr Ausschuss bei der Ultraschall- oder Röntgenprüfung.
- Kundenbeschwerden im Zusammenhang mit Undichtigkeiten oder der visuellen Qualität.
- Uneinheitliches Eloxalbild aufgrund von unterirdischen Defekten.
Warum Knüppel und Brammen hochsensibel sind
Kneterzeugnisse werden stark verformt und später wärmebehandelt. Versteckte Gasfehler können sich öffnen, vergrößern oder erst nach der Weiterverarbeitung sichtbar werden. Ein Knüppel, der in der Gießerei akzeptabel aussieht, kann beim Strangpressen oder Walzen zu Problemen führen.
Tabelle der Produktempfindlichkeit
| Produkt-Route | Warum Wasserstoffkontrolle wichtig ist |
|---|---|
| Strangpressbarren | Oberflächengüte, Blasenfestigkeit, Profilkonsistenz |
| Walzbarren | Bogenqualität, Folienintegrität, Blisterkontrolle |
| Gussstücke aus der Gießerei | Dichtheit, Bearbeitbarkeit, mechanische Eigenschaften |
| Kfz-Strukturteile | Ermüdung, Crash-Verhalten, innere Integrität |
| Wärmebehandelte Gussteile | Porenerweiterung und geringere mechanische Zuverlässigkeit |
Was sollten Ingenieure bei der Erstellung einer Wasserstoffnorm angeben?
Eine gute Prozessspezifikation sollte nicht bei “Entgasung der Schmelze” aufhören. Sie sollte messbare Akzeptanzkriterien und Betriebsbedingungen festlegen.
Praktische Punkte für die Aufnahme in eine technische Norm
| Spezifikation Artikel | Warum das wichtig ist |
|---|---|
| Höchstzulässiger Wasserstoffgehalt oder Dichteindex | setzt ein messbares Qualitätsziel |
| Häufigkeit der Probenahme | Verhindert “gute Hitze, schlechte Hitze”-Drift |
| Fenster für die Schmelztemperatur | Löslichkeit und Behandlungseffizienz hängen von der Temperatur ab |
| Zulässige Haltezeit vor dem Gießen | Begrenzt die Rückresorption |
| Anforderung an die Ladungstrocknung und das Vorheizen der Werkzeuge | Reduziert die feuchtigkeitsbedingte Aufnahme |
| Art des Entgasungsgases | Argon und Stickstoff können sich in der Pflanzenwirtschaft unterschiedlich verhalten |
| Rotordrehzahl, Behandlungszeit und Eintauchtiefe | Macht den Prozess wiederholbar |
| Kriterien für den Austausch von Graphitrotoren | Verschlissene Teile verringern die Blasenqualität |
| Format der Aufzeichnungen | Unterstützt Ursachenanalyse und Audits |
Warum Akzeptanzgrenzen zum Produktweg passen sollten
Ein Schwerkraftgussteil mit bescheidenen Anforderungen an die Druckdichtigkeit benötigt nicht die gleichen Grenzwerte wie eine hochwertige Walzbramme. Die Prozessfähigkeit und der Kundenbedarf sollten das Ziel bestimmen.
Warum Trends wichtiger sind als einzelne Testwerte
Ein Testergebnis ist nur eine Momentaufnahme. Ein starker Standard verfolgt den Trend:
- Legierung
- Ofen
- Betreiber
- verschieben
- Behandlungsrezept.
- nachgelagerte Fehlerquote.
So lässt sich feststellen, ob die Ursache stabil ist oder abdriftet.
Worauf sollten Beschaffungsteams beim Kauf von Entgasungsanlagen, Graphitrotoren oder Wasserstoffanalysatoren achten?
Dieser Artikel konzentriert sich auf die Wasserstofflöslichkeit, doch viele Leser benötigen auch eine Anleitung für den Einkauf, da die Wissenschaft die Wahl der Geräte direkt beeinflusst.
Beschaffungs-Checkliste für Wasserstoffkontrollsysteme
| Zu bewertender Gegenstand | Was Käufer fragen sollten |
|---|---|
| Rotations-Entgasungseinheit | Kann es Drehzahl, Gasfluss und Eintauchtiefe stabil halten? |
| Graphit-Rotorsorte | Welche Dichte, welcher Aschegehalt, welche Beschichtung und welche erwartete Lebensdauer sind angegeben? |
| Graphit-Schaftkonstruktion | Ist die Ausrichtungskontrolle stark genug, um ein Wackeln zu verhindern? |
| Gasversorgungssystem | Welche Reinheit und Fließstabilität kann garantiert werden? |
| Genauigkeit des Analysators | Welche Kalibrierungsroutine und Wiederholbarkeitsdaten sind verfügbar? |
| Ersatzteilvorlaufzeit | Kann der Lieferant dringenden Ersatzbedarf decken? |
| Prozessunterstützung | Hilft der Lieferant bei der Optimierung von Behandlungsrezepten in der realen Produktion? |
| Dokumentation | Sind Betriebsverfahren, Zeichnungen und Wartungsanweisungen enthalten? |
Warum die Gesamtkosten wichtiger sind als der Stückpreis
Ein kostengünstiger Rotor, der eine instabile Blasengröße erzeugt, kann sich vergrößern:
- Gasverbrauch
- Behandlungszeit
- Schrott
- Krätzebildung
- Ausfallzeit
- Kundenrisiko
Das bedeutet, dass das billigste Ersatzteil in der realen Produktion oft das teuerste ist.
Wenn flüssiges Aluminium viel mehr Wasserstoff aufnehmen kann als festes Aluminium, dann braucht jede Anlage eine Möglichkeit, diese Lücke zu kontrollieren, bevor das Gefrieren beginnt. Aus diesem Grund sind Entgasungseinheiten, Graphitrotoren, Analysatoren und Schmelzebehandlungskomponenten kein optionales Zubehör für anspruchsvolle Anlagen. Sie sind eine direkte Reaktion auf den Löslichkeitsabfall.
Welche häufigen Missverständnisse führen zu wiederholten Porositätsproblemen?
Selbst erfahrene Betriebe wiederholen manchmal die gleichen falschen Annahmen.
Irrtum 1: “Die Schmelze sah sauber aus, also muss der Wasserstoffgehalt niedrig sein.”
Eine helle Oberfläche ist kein Beweis für wenig gelöstes Gas. Wasserstoff ist unsichtbar, bis er Probleme verursacht.
Irrtum 2: “Abschöpfen entfernt Wasserstoff”.”
Beim Abschöpfen werden Krätze und schwimmende Verunreinigungen entfernt. Gelöster Wasserstoff wird dabei nicht aus der Schmelze entfernt.
Irrglaube 3: “Ein Entgasungszyklus bringt alles in Ordnung”.”
Wasserstoff kann beim Halten, Umfüllen oder turbulenten Gießen wieder eintreten. Die Entgasung muss mit einer disziplinierten Handhabung kombiniert werden.
Irrtum 4: “Nur Gießereien brauchen Wasserstoffkontrolle”.”
Auch Knüppel-, Brammen-, Folienmaterial- und Strangpressverfahren sind sehr empfindlich, oft in einer Weise, die sich erst später in der Produktion zeigt.
Irrtum 5: “Porosität bedeutet nur Gas, nicht Schrumpfung”.”
Bei vielen Fehlern sind sowohl Gas- als auch Zuführungsbeschränkungen beteiligt. Die metallographische Untersuchung zeigt in der Regel die Wechselwirkung.
Häufige Fehler und Folgen
| Irrtum | Unmittelbare Wirkung | Längerfristiges Ergebnis |
|---|---|---|
| Beschickung von Nassrückläufern | Schnelle Gasannahme | Anhaltende Porosität während der Schicht |
| Zu frühes Entgasen, dann langes Halten | Reabsorption vor dem Gießen | Guter Test, schlechtes Produkt |
| Überrühren der Oberfläche | Mitnahme von Oxid | Kombinierte Gas- und Einschlussfehler |
| Verwendung abgenutzter Graphitrotoren | Grobe Blasen, schwache Entgasung | Höherer Wasserstoff und variable Ergebnisse |
| Kalibrierung des Analysegeräts ignorieren | Falsches Vertrauen | Schlechte Prozessentscheidungen |
Wie können Anlagen die Wasserstoffaufnahme reduzieren, bevor das Metall die Form erreicht?
Das strengste Wasserstoffkontrollprogramm beginnt, bevor die Schmelze in die Entgasungsstation gelangt.
Präventivmaßnahmen mit hohem Wert
- Trocknen und Vorwärmen der Einsatzmaterialien.
- Lagern Sie die Rücksendungen unter Verschluss.
- Vorheizen von Werkzeugen, Schöpfkellen, Gießkannen und Abschäumern.
- Halten Sie die Atmosphäre des Ofens stabil.
- Minimieren Sie die Expositionszeit der offenen Schmelze.
- Verringern Sie turbulente Übertragungen und Wasserfallgießen.
- Entfernen Sie die Krätze vorsichtig, anstatt sie in das Bad zu rühren.
- Überprüfen Sie die Gasreinheit und die Kalibrierung des Analysators.
- Ersetzen Sie verschlissene Graphitteile nach Plan.
- Passen Sie die Behandlungszeit dem tatsächlichen Schmelzvolumen an.
Warum Prävention und Entfernung zusammenarbeiten müssen
Die Vorbeugung senkt die eintretende Wasserstoffbelastung. Die Entgasung entfernt das verbleibende gelöste Gas. Die Filtration hilft dann bei schwebenden Einschlüssen. Die beste Metallqualität wird durch diese mehrstufige Strategie erreicht, nicht durch einen einzigen Schritt.
Welche praktische Beziehung besteht zwischen Wasserstofflöslichkeit, Entgasung und Porositätsrisiko?
Dieser Zusammenhang lässt sich in einer Prozesskette zusammenfassen:
- Durch Feuchtigkeit und Exposition gelangt Wasserstoff in geschmolzenes Aluminium.
- Flüssiges Aluminium löst diesen Wasserstoff leicht auf.
- Massives Aluminium kann nicht die gleiche Menge aufnehmen.
- Bei der Verfestigung wird Wasserstoff in die verbleibende Flüssigkeit zurückgestoßen.
- Wenn der Wasserstoff nirgendwo hin kann, bilden sich Poren.
- Porosität beeinträchtigt die Qualität und erhöht den Ausschuss.
- Entgasung und disziplinierter Umgang unterbrechen diese Kette.
Übersichtstabelle der Prozesskette
| Schritt | Metallurgisches Ereignis | Kontrollmethode |
|---|---|---|
| Wasserstoff-Pickup | Feuchtigkeit interagiert mit flüssigem Metall | Trockenladung, Vorwärmung, kontrollierte Atmosphäre |
| Auflösung in der Schmelze | Flüssiges Aluminium enthält leicht Wasserstoff | Kurze Verweilzeit, verdeckte Schmelzebehandlung |
| Ablehnung der Erstarrung | Feststoff stößt Wasserstoff in Flüssigkeit ab | Niedrigerer Startwasserstoff vor dem Gießen |
| Porenkeimbildung | Wasserstoff reichert sich in der zuletzt gefrierenden Flüssigkeit an | Entgasung, geringe Turbulenzen, saubere Schmelze |
| Endgültige Fehlerbildung | Poren bleiben im Produkt eingeschlossen | Prüfung, Prozesskontrolle, nachgelagerte Inspektion |
FAQs zur Wasserstofflöslichkeit in geschmolzenem Aluminium im Vergleich zu festem Aluminium
Wasserstoff in geschmolzenem Aluminium: 10/10 FAQ
1. Warum ist Wasserstoff in geschmolzenem Aluminium besser löslich als in festem?
Es kommt darauf an Atomanordnung. Flüssiges Aluminium hat eine ungeordnete Struktur mit mehr temporären “Leerräumen” und einer hohen atomaren Mobilität, so dass sich Wasserstoffatome leicht einfügen können. Sobald es zu einem dichten, kubisch-flächenzentrierten (FCC) Kristallgitter erstarrt ist, steht weit weniger Zwischenraum zur Verfügung, um das Gas aufzunehmen.
2. Um wie viel größer ist die Löslichkeit von Wasserstoff in flüssigem Aluminium?
Der Unterschied ist dramatisch. Am Schmelzpunkt kann flüssiges Aluminium etwa 10 bis 20 Mal mehr Wasserstoff als die feste Phase. Dieser plötzliche Abfall der Löslichkeit während des Phasenwechsels ist die physikalische Ursache für fast alle gasbedingten Fehler beim Aluminiumguss.
3. Was passiert mit Wasserstoff, wenn Aluminium erstarrt?
Wenn das Metall gefriert, “stößt” die feste Phase den gelösten Wasserstoff in die verbleibende Flüssigkeit ab. Dadurch steigt die Wasserstoffkonzentration in der Flüssigkeit sprunghaft an, bis sie einen Punkt erreicht, an dem sie sich zu Gasblasen. Wenn diese Blasen von der vorrückenden Festkörperfront eingeschlossen werden, bleiben sie als innere Poren bestehen.
4. Ist Wasserstoff das einzige Gas, das in Aluminium von Bedeutung ist?
5. Erhöht eine höhere Schmelztemperatur die Wasserstofflöslichkeit?
Ja. Die Löslichkeit nimmt mit der Temperatur exponentiell zu. Eine “Überhitzung” der Schmelze ermöglicht nicht nur die Aufnahme von mehr Wasserstoff, sondern erhöht auch die Geschwindigkeit, mit der das Aluminium mit Luftfeuchtigkeit reagiert, um abholen mehr Gas.
6. Kann durch Abschäumen gelöster Wasserstoff entfernt werden?
7. Welches ist die beste industrielle Methode zur Reduzierung von Wasserstoff?
Rotationsentgasung ist der Industriestandard. Durch Einspritzen feiner Blasen eines Inertgases (Argon oder Stickstoff) durch einen sich drehenden Graphitrotor diffundieren die Wasserstoffatome in die Blasen und werden an die Oberfläche getragen, wo sie sicher freigesetzt werden.
8. Warum kann ein Gussstück auch nach dem Entgasen Porosität aufweisen?
9. Wie testen Pflanzen Wasserstoff in geschmolzenem Aluminium?
QUALITÄTSKONTROLLE
Das gebräuchlichste Werkzeug ist das Prüfung mit reduziertem Druck (RPT), die den Gasgehalt zur visuellen Kontrolle vergrößert. Präzisere Operationen verwenden Dichte-Index Berechnung oder direkte Analysegeräte für gelösten Wasserstoff (wie das Alscan oder Telegas) für numerische Echtzeitdaten.
10. Warum ist die Kontrolle des Wasserstoffs bei der Knüppel- und Brammenproduktion wichtig?
Endgültige technische Zusammenfassung
Die Wasserstofflöslichkeit in geschmolzenem Aluminium gegenüber festem Aluminium ist eines der wichtigsten Konzepte in der Aluminiummetallurgie. Das flüssige Metall kann viel mehr Wasserstoff aufnehmen als das feste Metall. Während des Gefrierens verwandelt dieser Unterschied das gelöste Gas in eine Gefahr für die Porosität. Aus diesem Grund geht es bei der Schmelzebehandlung nicht nur um die Einstellung der Chemie oder das Abschöpfen der Oberfläche. Es geht darum, einen thermodynamischen Übergang zu steuern, der den Wasserstoff auf natürliche Weise zum ungünstigsten Zeitpunkt aus der Lösung drängt, nämlich direkt im Produkt während der Erstarrung.
Die praktischen Lektionen sind klar:
- Flüssiges Aluminium kann leicht Wasserstoff absorbieren, insbesondere unter heißen, feuchten und turbulenten Bedingungen.
- Massives Aluminium hat eine sehr geringe Wasserstoffkapazität.
- Der Löslichkeitsabfall beim Gefrieren ist die direkte Ursache für die Gasporosität.
- Oxide, Bifilme und schlechte Fütterung verschlimmern den Fehler.
- Prävention beginnt mit trockener Ladung, trockenen Werkzeugen und ruhigem Umgang mit der Schmelze.
- Kontrolle erfordert Messung, nicht visuelles Rätselraten.
- Die Rotationsentgasung und die disziplinierte Prozesskontrolle sind nach wie vor von zentraler Bedeutung für den Qualitätsaluminiumguss.
Im AdTech-Prozessdenken ist dieses Thema nicht nur eine Frage des Labors. Es wirkt sich auf die Spezifikation der Ausrüstung, die Gestaltung der Schmelzebehandlung, die Entgasungspraxis, die Auswahl des Graphitrotors, die Wahl des Analysegeräts und die Qualität beim Endkunden aus. Jeder Ingenieur, Produktionsleiter oder Beschaffungsspezialist, der mit Aluminium arbeitet, sollte diesen Löslichkeitskontrast genau verstehen, denn er erklärt, warum manche Schmelzen sauber gießen, während andere Porosität, Blasen und kostspielige Ausfälle in der Weiterverarbeitung verursachen.
