Beim modernen Aluminiumguss ist der zuverlässigste Weg zu einem geringeren Wasserstoffgehalt, weniger Nadellöchern, saubererem Metall und gleichmäßigerer Knüppel-, Brammen- oder Gussqualität ein AdTech Rotationsentgasungsanlage mit einer korrekt spezifizierten Graphitrotor und Graphitwelle, innerhalb eines kontrollierten Fensters von Gasfluss, Rotordrehzahl, Eintauchtiefe, Schmelzetemperatur und Behandlungszeit betrieben. Wenn diese Variablen auf den Legierungstyp und die Ofenbedingungen abgestimmt sind, weist die Aluminiumschmelze einen niedrigeren Dichteindex, weniger Gasdefekte, eine bessere Flotation von Einschlüssen, eine geringere Verstopfung der nachgeschalteten Anlage, eine bessere Oberflächenbeschaffenheit und eine höhere Prozessbeständigkeit auf. In der praktischen Anwendung ist eine gute Rotationsentgasung kein sekundärer Behandlungsschritt. Sie ist ein zentraler metallurgischer Kontrollpunkt.
Wenn Ihr Projekt die Verwendung der Entgasungseinheit für geschmolzenes Aluminium erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Geschmolzenes Aluminium mag an der Oberfläche ruhig aussehen, doch im Inneren der Schmelze kann es gelösten Wasserstoff, zersplitterte Oxidschichten, Flussmittelrückstände und feine nichtmetallische Partikel enthalten. Wasserstoff ist das hartnäckigste Gasproblem, da flüssiges Aluminium Wasserstoff viel leichter löst als festes Aluminium. Beim Erstarren verliert der gelöste Wasserstoff seine Löslichkeit und bildet Poren. Das Ergebnis können sichtbare Nadellöcher, innere Porosität, geringere Druckfestigkeit, schwächere Ermüdungsfestigkeit, schlechte Bearbeitungseigenschaften oder ein instabiles Eloxalbild sein. Die Rotationsentgasung behebt dieses Problem durch einen rotierenden Graphitrotor, der das Inertgas in sehr feine Blasen aufteilt. Diese Bläschen bilden eine große Oberfläche, die die Wasserstoffdiffusion aus dem Metall beschleunigt und gleichzeitig das Aufsteigen von Einschlüssen an der Oberfläche fördert. Diese Kombination macht die Rotationsbehandlung zu einer der am weitesten verbreiteten Reinigungsmethoden für geschmolzenes Aluminium in Gießereien, Druckgießereien, Knüppellinien und Walzbarrenwerken.

Was löst die Entgasung von geschmolzenem Aluminium, und warum ist sie vor dem Gießen unerlässlich?
Durch die Entgasung wird gelöster Wasserstoff entfernt und schwebende Verunreinigungen werden aus der Schmelze transportiert. In der Aluminiummetallurgie ist Wasserstoff das wichtigste gelöste Gas, da er leicht durch Feuchtigkeit, nasse Werkzeuge, feuchtes Chargenmaterial, feuchte Verbrennungsprodukte oder die Ofenatmosphäre in die Schmelze gelangen kann.
Wenn das Metall abkühlt und zu erstarren beginnt, sinkt die Wasserstofflöslichkeit drastisch. Durch diesen Abfall wird das Gas aus der Lösung gezwungen, was zu Porosität führt. Der Defekt kann in verschiedenen Formen auftreten:
- Feine Nadellöcher in der Nähe der Oberfläche.
- Interne Poren, die bei Bruch oder Makroätzung sichtbar sind.
- Reduzierte Druckdichtigkeit bei Gussteilen.
- Geringere Dehnung und Ermüdungsfestigkeit.
- Blasenbildung auf der Oberfläche nach dem Walzen oder der Wärmebehandlung.
- Inkonsistentes Bearbeitungsverhalten.
- Zurückweisung in vakuum- oder leckempfindlichen Anwendungen.
Eine Anlage, die die Entgasung auslässt oder unzureichend durchführt, weist in der Regel größere Qualitätsschwankungen auf, selbst wenn Chemie und Temperatur akzeptabel erscheinen.
Lesen Sie auch:Was ist Entgasung – Bedeutung, Zweck, Methoden?
Wasserstoff in geschmolzenem Aluminium: das metallurgische Kernproblem
Wasserstoff gelangt durch den Kontakt mit Wasserdampf oder Kohlenwasserstoffen in die Schmelze. Schon eine geringe Menge an Feuchtigkeit kann die Aufnahme von Wasserstoff auslösen. Zu den üblichen Quellen gehören:
- Nassschrott
- Feuchte Ofenatmosphäre.
- Nassflüsse
- Feuchte feuerfeste Oberflächen.
- Undichte Kühlsysteme in der Nähe von Übergabestellen.
- Kondenswasser auf Werkzeugen oder Rinnen während der Inbetriebnahme.
Aus diesem Grund können zwei Schmelzen mit nahezu identischer Legierungszusammensetzung sehr unterschiedlich gegossen werden. Eine Schmelze kann wenig Wasserstoff enthalten und sauber gießen. Eine andere kann so viel gelöstes Gas enthalten, dass sie über den gesamten Guss porös wird.
Hauptrisiken für die Schmelzequalität in Verbindung mit schlechter Entgasung
| Problem in der Produktion | Typische Grundursache | Ergebnis im Endprodukt |
|---|---|---|
| Nadellöcher und Gasporosität | Hoher gelöster Wasserstoff | Geringere Dichte, Leckagen, Bearbeitungsfehler |
| Blasen nach dem Walzen oder der Wärmebehandlung | Im Metall eingeschlossener Wasserstoff | Ablehnung von Oberflächen und Kundenbeschwerden |
| Geringe Ermüdungslebensdauer | Gasporen und Oxidwechselwirkung | Frühe Rissauslösung |
| Instabile Filtration | Starke Einschlüsse, gemischt mit Gasblasen | Druckschwankungen und verkürzte Filterstandzeiten |
| Schlechte Oberflächenbeschaffenheit | Krätze und Oxid, die in das Gussteil gelangen | Schlieren, Splitter, Unebenheiten |
Eine nützliche Regel bei der Schmelzebehandlung ist einfach: Chemie allein garantiert keine Gussqualität. Die Kontrolle des Wasserstoffs bleibt ebenso wichtig.
Wie wird mit einer Rotationsentgasungsanlage Wasserstoff aus flüssigem Aluminium entfernt?
Bei einer Rotationsentgasungsanlage wird ein inertes oder halbinertes Behandlungsgas durch eine sich drehende Graphitwelle und einen Graphitrotor, manchmal auch Laufrad genannt, eingeblasen. Der Rotor zerlegt den Gasstrom in eine Wolke aus kleinen Blasen und lässt gleichzeitig die Schmelze zirkulieren. Diese kombinierte Wirkung ist der Grund, warum Rotationssysteme in der Regel besser abschneiden als einfache Lanzenblasen.
Das physikalische Prinzip der Wasserstoffentfernung
Wasserstoff diffundiert aus dem geschmolzenen Aluminium in die Behandlungsgasblasen, da der Wasserstoffpartialdruck in der neu gebildeten Blase sehr niedrig ist. Kleine Blasen sind wichtig, weil sie für eine gute Qualität sorgen:
- Mehr Oberfläche pro Gasvolumeneinheit.
- Längere Kontaktzeit in der Schmelze.
- Bessere Verteilung in der Behandlungszone.
- Effizientere Wasserstoffübertragung.
Der sich drehende Rotor bewegt die Schmelze auch von einem Bereich zum anderen, wodurch tote Zonen reduziert und die Gleichmäßigkeit in der gesamten Behandlungskammer oder Ofentasche verbessert werden.
Rotationsentgasung im Vergleich zur einfachen Gasspülung
| Behandlungsmethode | Blasenqualität | Metallkreislauf | Effizienz der Entgasung | Typisches Anlagenergebnis |
|---|---|---|---|---|
| Statische Lanzenspülung | Grobe Blasen | Schwach | Mäßig bis gering | Ungleichmäßige Behandlung und längere Zykluszeit |
| Rotationsentgasung | Feine, gut dispergierte Blasen | Stark | Hoch | Weniger Wasserstoff und bessere Konsistenz |
| Behandlung nur mit Tabletten oder Flussmitteln | Begrenzte Gaswirkung | Minimal | Geringe Wasserstoffentfernung | Hilft vielleicht bei Einschlüssen, aber nicht genug bei der Gaskontrolle |
Warum die Blasengröße die Leistung so stark beeinflusst
Sehr große Blasen steigen schnell auf und verlassen die Schmelze, bevor viel Wasserstoff übertragen wird. Ein gut konstruierter Rotor erzeugt ein feines und stabiles Blasenfeld. Das verlängert die Verweilzeit und verbessert die Behandlungseffizienz erheblich. Die Betriebe sehen den Unterschied oft sofort am Dichteindex, an den reduzierten Druckprüfungsergebnissen und an der Gussfehlerrate.
Einschlussflotation bei der Rotationsbehandlung
Bei der Rotationsentgasung geht es nicht nur um Wasserstoff. Feine Blasen können sich an Oxidschichten, Flussmittelrückstände und andere Schwebeteilchen anlagern. Wenn sie sich einmal festgesetzt haben, erhalten diese Verunreinigungen mehr Auftrieb und bewegen sich in Richtung Schmelzoberfläche oder Skimschicht. Das bedeutet, dass ein gutes Rotationssystem sowohl die Gasentfernung als auch die Verbesserung der Sauberkeit unterstützt.

Welche Gase werden bei der Rotationsentgasung verwendet, und wie sollten sie ausgewählt werden?
Die Wahl des Gases beeinflusst die Behandlungskosten, die Effizienz der Wasserstoffentfernung, die Reinheit des Metalls, die Umweltbelastung und den Verschleiß der Anlagen. Die gebräuchlichsten Gase sind Argon und Stickstoff. In einigen Betrieben werden in besonderen Fällen auch chlorhaltige Gemische verwendet, obwohl viele Anlagen aufgrund von Sicherheits- und Emissionsbedenken heute chlorfreie Verfahren bevorzugen.
Gas-Vergleichstabelle
| Gasart | Hauptvorteil | Wichtigste Einschränkung | Typischer Anwendungsfall |
|---|---|---|---|
| Argon | Hochgradig inert, starke Entgasungsleistung, geringes Reaktionsrisiko | Höhere Kosten | Erstklassige Reinheitslinien, reaktive Legierungsfamilien, strenge Qualitätsziele |
| Stickstoff | Geringere Kosten, weithin verfügbar, wirksam in vielen Aluminiumlegierungen | Etwas weniger inert als Argon, das Anwendungsfenster hängt von der Legierung und der Anlagenpraxis ab | Allgemeiner Gusshausgebrauch, kostenempfindliche Operationen |
| Argon plus Chlor oder chlorhaltige Mischung | Hilft bei der Entfernung von Wasserstoff und bestimmten gelösten alkalischen Verunreinigungen | Sicherheit, Korrosion, Rauchkontrolle, gesetzlicher Druck | Ältere Systeme oder spezielle Behandlungswege |
Wenn Argon bevorzugt wird
Argon wird häufig gewählt, wenn:
- Die Sauberkeitsvorgaben sind sehr streng.
- Der Produktwert ist hoch.
- Die Chemie der Legierungen ist reaktiver.
- Die Anlage will den stabilsten und inertesten Prozessweg.
- Bei den Kundenaudits liegt der Schwerpunkt auf den Aufzeichnungen über die Schmelzbehandlung.
Wenn Stickstoff eine praktische Option ist
Stickstoff ist in vielen Gießereien nach wie vor üblich, weil damit sehr gute Ergebnisse zu geringeren Kosten erzielt werden können, sofern die Legierungsfamilie, die Behandlungstemperatur und die Betriebsdisziplin geeignet sind.
Warum die Gasreinheit wichtig ist
Selbst das richtige Gas kann eine schlechte Leistung erbringen, wenn die Reinheit mangelhaft ist oder undichte Leitungen Feuchtigkeit einbringen. Ingenieure sollten dies überprüfen:
- Spezifikation der Gasreinheit.
- Taupunktniveau.
- Stabilität der Strömung.
- Integrität der Schläuche und Armaturen.
- Zustand des Reglers.
Ein hochwertiger Rotor kann feuchtes Gas oder instabile Gaszufuhr nicht kompensieren.
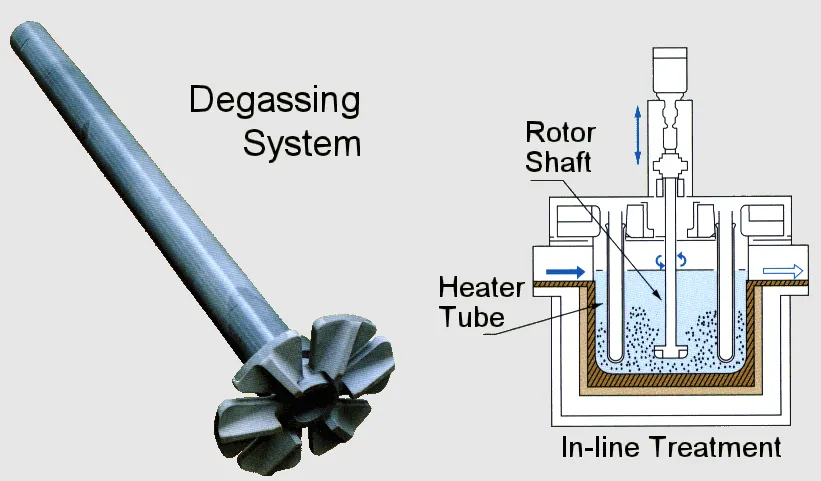
Was sind die Hauptbestandteile einer AdTech-Rotationsentgasungsanlage?
Eine Rotationsentgasungsanlage besteht nicht nur aus einem Motor mit einem Graphitlaufrad. Eine zuverlässige Behandlung hängt von der gesamten Anlage ab.
Kernbestandteile der Einheit
| Komponente | Funktion | Warum das wichtig ist |
|---|---|---|
| Antriebsmotor | Dreht die Welle und den Rotor | Stabile Geschwindigkeitskontrolle beeinflusst die Blasenqualität |
| Hebemechanismus | Hebt und senkt die Schachtanlage | Steuert die Eintauchtiefe und schützt den Rotor beim An- und Abschalten |
| Graphit-Schaft | Überträgt Gas und Drehmoment auf den Rotor | muss oxidations- und temperaturwechselbeständig sein |
| Graphit-Rotor | Zerbricht Gas in feine Blasen und lässt die Schmelze zirkulieren | Wichtigste aktive Behandlungskomponente |
| Gasversorgungssystem | Sendet Argon oder Stickstoff in den Schacht | Strömungsstabilität beeinflusst Wasserstoffentfernung |
| Schaltschrank | Legt Geschwindigkeit, Zeit, Gasrate und Bewegungsablauf fest | Wiederholbare Verarbeitung hängt von konsistenten Einstellungen ab |
| Schutzhaube oder Dichtungsanordnung | Reduziert Rauchausbreitung und Wärmeverlust | Verbessert die Sicherheit der Anlage und die Stabilität der Behandlung |
| Montagerahmen oder Schlitten | Stützt die Einheit über dem Ofen, der Pfanne oder dem Behandlungskasten | Strukturelle Genauigkeit unterstützt zuverlässiges Eintauchen und Ausrichten |
Standorte von Rotationseinheiten in der Produktion
AdTech Rotationsentgasungsanlagen können in:
- Warmhalteöfen
- Schöpfkellen
- Tiegel
- Inline-Behandlungsboxen.
- An die Waschanlage angeschlossene Raffineriestationen.
Die beste Stelle hängt vom Schmelzvolumen, dem Chargenrhythmus, der Häufigkeit des Legierungswechsels und der nachgeschalteten Gießstrecke ab.
Warum Präzision bei der Kontrolle wichtig ist
Zwei Geräte mit ähnlicher Motorleistung können sehr unterschiedliche Behandlungsergebnisse liefern, wenn es dem einen an präziser Drehzahlregelung oder stabiler Eintauchpositionierung fehlt. Die Wiederholbarkeit ist entscheidend, da sich die Wasserstoffaufnahme von Hitze zu Hitze schnell ändern kann. Die Anlagen brauchen ein Entgasungsrezept, das sie wiederholen können, und keine Behandlungsmethode, die auf dem Gefühl des Bedieners beruht.
Welche Graphitrotorspezifikationen sind im realen Anlagenbetrieb am wichtigsten?
Der Suchverkehr zu diesem Thema konzentriert sich meist auf eine Frage: “Worauf sollte ich in einem Datenblatt für Graphitrotoren achten?” Die Antwort ist umfassender als nur der Durchmesser. Die Lebensdauer des Rotors und die Qualität der Behandlung hängen von der Materialqualität, der Struktur, der Geometrie, der Konstruktion des Gasauslasses, dem Oxidationsschutz, der Maßhaltigkeit und der Kompatibilität mit der Welle ab.
Die wichtigsten Spezifikationen für Graphitrotoren
| Spezifikation Artikel | Typischer industrieller Schwerpunkt | Warum das wichtig ist |
|---|---|---|
| Graphit-Sorte | Feinkörniger, hochreiner, dichter Graphit | Festigkeit, Oxidationsbeständigkeit, geringes Kontaminationsrisiko |
| Schüttdichte | Sorten mit höherer Dichte werden oft bevorzugt | Bessere Verschleißfestigkeit und geringerer Gasaustritt durch das Gehäuse |
| Aschegehalt | Sehr wenig Asche wird bevorzugt | Reduziert das Kontaminationsrisiko in geschmolzenem Aluminium |
| Oxidationsschutz | Imprägnierung oder Oberflächenbeschichtung | Verlängert die Lebensdauer unter heißen, oxidierenden Bedingungen |
| Durchmesser des Rotors | Abgestimmt auf Schmelzvolumen und Gefäßgeometrie | Steuert das Zirkulationsmuster und die Verteilung der Blasen |
| Form des Rotors | Offene, geschlossene, geschlitzte und Multi-Port-Ausführungen | Einflüsse von Blasengröße, Scherung und Einschlussflotation |
| Ausführung der Gasbohrung | Anzahl, Größe und Winkel der Auslässe | Entscheidend für die Blasenverteilung |
| Gewinde oder Verbindungsart | Sicherer Sitz mit Schaft | Verhindert Wackeln, Lecks und mechanisches Versagen |
| Maximale Betriebstemperatur | Abhängig von Graphitsorte und Beschichtung | Hilft bei der Definition des Servicefensters |
| Erwartete Lebensdauer | Gemessen in Zyklen, Stunden oder Tonnen | Wichtig für die Kostenplanung |
Typische Eigenschaftsbereiche von Graphitrotoren
Die genauen Werte variieren je nach Hersteller und Güteklasse. Die folgenden Bereiche spiegeln eher die gängige industrielle Praxis wider als eine einzige universelle Norm.
| Eigentum | Typischer Bereich bei hochwertigen Graphitrotoren | Praktische Bedeutung |
|---|---|---|
| Schüttdichte | 1,70 bis 1,86 g/cm³ | Höhere Dichte unterstützt in der Regel eine längere Lebensdauer |
| Aschegehalt | Weniger als 0,3% | Geringerer Übergang von Verunreinigungen in die Schmelze |
| Biegefestigkeit | 20 bis 45 MPa | Widerstandsfähig gegen Rissbildung bei Rotation und Eintauchen |
| Druckfestigkeit | 50 bis 100 MPa | Unterstützt die strukturelle Stabilität |
| Offensichtliche Porosität | Niedrig und kontrolliert | Geringere Oxidation und weniger Gasaustritt |
| Nutzungsdauer | Dutzende bis Hunderte von Zyklen je nach Verwendung | Wichtiger Kostenfaktor bei der Beschaffung |
Warum die Rotorgeometrie kein unwichtiges Detail ist
Die Rotorgeometrie steuert die Blasenbildung und die Schmelzezirkulation. Eine schlechte Geometrie kann zu großen Blasen und toten Zonen führen, selbst wenn Gasfluss und Drehzahl korrekt aussehen. Eine gute Konstruktion verteilt das Gas gleichmäßig, hält die Blasenwolke stabil und vermeidet heftige Wirbelbildung, die Oxid von der Oberfläche zurück in die Schmelze ziehen kann.
Gemeinsame Rotordesignfamilien
| Rotor-Typ | Typisches Verhalten | Geeignete Situationen |
|---|---|---|
| Offener Schlitzrotor | Starke Gasbrechung, einfache Reinigung | Behandlung für allgemeine Zwecke |
| Geschlossener oder halbgeschlossener Rotor | Kontrolliertere Freisetzung von Luftblasen | Anwendungen, die eine stabile feine Dispersion erfordern |
| Mehrloch-Radialrotor | Breites Blasenfeld | Mittleres bis großes Schmelzvolumen |
| Pumpenartiger Rotor | Starke Zirkulation plus Entgasung | Größere Behandlungskammern oder Inline-Boxen |
Was die Lebensdauer des Rotors verkürzt
Die wichtigsten lebensbegrenzenden Faktoren sind:
- Oxidation an der Luft bei Hitzeeinwirkung im Leerlauf.
- Thermoschock durch schlechtes Vorheizen.
- Mechanische Einwirkungen beim Eintauchen.
- Unzureichender Gasfluss, der eine instabile Verbrennung oder lokale Überhitzung verursacht.
- Chemischer Angriff in aggressiven Ofenatmosphären.
- Überdrehzahlbetrieb.
- Schlechte Ausrichtung der Welle.
Ein preisgünstiger Rotor mag bei der Bestellung verlockend aussehen, doch häufiges Auswechseln, plötzlicher Bruch und instabile Behandlung machen ihn oft zu einer teuren Wahl.
Welchen Einfluss haben die Spezifikationen des Graphitschafts auf die Entgasungsstabilität?
Der Welle wird oft weniger Aufmerksamkeit geschenkt als dem Rotor, doch die Welle transportiert Gas, überträgt das Drehmoment und hält den Rotor in einer feindlichen Umgebung aus geschmolzenem Metall in Position. Wenn die Qualität der Welle mangelhaft ist, kann der Rotor nicht sein Bestes geben.
Wichtige Graphitwellenparameter
| Parameter | Was Käufer überprüfen sollten | Auswirkungen auf den Betrieb |
|---|---|---|
| Qualität des Materials | Dichter, hochreiner Graphit mit Antioxidationsbehandlung | Bessere Beständigkeit gegen Verschleiß und Oxidation |
| Länge der Welle | Abgestimmt auf Ofentiefe und Hubweg | Korrektes Eintauchen und sicherer Betrieb |
| Äußerer Durchmesser | Abgestimmt auf Drehmomentbedarf und Gasdurchlassgröße | Stabilität während der Rotation |
| Größe der Innenbohrung | Bemessen nach dem Gasfluss der Behandlung | Vermeidet Gasbeschränkungen |
| Gemeinsamer Entwurf | Gewindeverbindung oder benutzerdefinierte verriegelte Verbindung | Begrenzt Vibrationen und Leckagen |
| Geradheitstoleranz | Enge Kontrolle der Bearbeitung | Reduziert Taumeln und ungleichmäßigen Rotorverschleiß |
| Qualität der Beschichtung | Gleichmäßiger Antioxidationsschutz | Längere Heißhaltbarkeit oberhalb der Schmelzlinie |
Warum die obere heiße Zone kritisch ist
Der Schachtabschnitt in der Nähe der Metalloberfläche und der Ofenöffnung ist oft am schnellsten von Oxidation betroffen. In diesem Bereich herrschen Heißluft, thermische Zyklen und Rauchgaseinwirkung. Eine gute Beschichtung und eine kluge Betriebspraxis können die Lebensdauer um viele Zyklen verlängern.
In der Produktion auftretende Wellenausfälle
- Oxidationsverdünnung oberhalb der Schmelzlinie.
- Gewindeschaden am Rotoranschluss.
- Verbiegen durch Stöße oder schlechte Handhabung.
- Verstopfung der Innenbohrung durch Ablagerungen.
- Rissbildung nach wiederholten Temperaturschocks.
Ein Käufer, der Graphitkomponenten bewertet, sollte die Welle und den Rotor als eine aufeinander abgestimmte Einheit betrachten und nicht als unverbundene Einzelteile.
Welche Betriebsparameter entscheiden über die Effizienz der Wasserstoffentfernung?
Selbst erstklassige Geräte können keine gute Leistung erbringen, wenn das Prozessfenster falsch eingestellt ist. Bei der Rotationsentgasung gibt es mehrere einstellbare Variablen, deren Zusammenspiel darüber entscheidet, ob die Schmelze besser wird oder einfach nur durchgerührt wird.
Wichtigste Prozessvariablen
| Parameter | Wenn zu niedrig | Wenn zu hoch | Praktische Ziellogik |
|---|---|---|---|
| Rotordrehzahl | Große Blasen, schwache Zirkulation | Oberflächenwirbel, Krätzeeintrag, übermäßiger Verschleiß | Verwenden Sie eine Geschwindigkeit, die feine Blasen erzeugt, ohne Oberflächenoxid nach unten zu ziehen. |
| Durchflussmenge des Gases | Begrenzte Wasserstoffübertragung | Blasenkoaleszenz, Turbulenz, Metallstörung | Anpassung an Schmelzevolumen und Rotorgeometrie |
| Eintauchtiefe | Schlechte Durchmischung nur im oberen Bereich | Bodenspülung oder feuerfeste Interaktion | Rotor in der aktiven Schmelzzone mit Abstand zum Boden halten |
| Behandlungszeit | Unvollständige Entgasung | Zusätzliche Krätze, Oxidation, geringere Produktivität | Validierung durch Wasserstofftests anstelle von Vermutungen |
| Schmelztemperatur | Träge Blasenbildung, wenn zu niedrig | Höhere Oxidations- und Wasserstoffaufnahmegefahr bei zu hohem Wert | Innerhalb des legierungsspezifischen Gießfensters bleiben |
| Metallmasse und Geometrie | Ungleiche Behandlung bei Nichtberücksichtigung | Schlechte Rezeptübertragung zwischen Öfen | Skalierung der Einstellungen auf das tatsächliche Badvolumen und die Gefäßform |
Warum Drehzahlen nicht aus Gewohnheit gewählt werden können
Ein häufiger Fehler in Gießereien ist die Verwendung einer Rotordrehzahl für jede Legierung, jeden Ofen und jede Losgröße. Dies führt selten zu den besten Ergebnissen. Derselbe Rotor kann in einem kleinen Tiegel eine andere Drehzahl benötigen als in einem größeren Warmhalteofen. Anlagen, die die Drehzahl anhand von Wasserstofftestdaten validieren, erzielen in der Regel eine bessere Wiederholbarkeit.
Empfohlene Methode zur Prozessentwicklung
Ingenieure entwickeln das Rezept oft auf diese Weise:
- Definieren Sie Legierungsfamilie und Schmelzvolumen.
- Wählen Sie Gasart und Reinheit.
- Wählen Sie eine sichere Eintauchtiefe für den Rotor.
- Probieren Sie verschiedene Kombinationen von Geschwindigkeit und Gasmenge aus.
- Messen Sie den Wasserstoffgehalt, den Dichteindex oder das Ergebnis des reduzierten Drucks.
- Aufzeichnung der Krätzebildung und des Rotorverschleißes.
- Finden Sie das Rezept, das Qualität, Kosten und Lebensdauer der Komponenten in Einklang bringt.
Diese datengestützte Methode ist viel stärker als das Kopieren einer Einstellung aus einer anderen Zeile.
Wie wirkt sich die Rotationsentgasung auf die Entfernung von Einschlüssen, die Krätzebildung und die Metallausbeute aus?
Die Rotationsbehandlung beeinflusst nicht nur den Gasgehalt. Sie wirkt sich auch auf das Verhalten von suspendierten Verunreinigungen, das Abschöpfvolumen und den Schmelzverlust aus. Ein gutes System senkt den Wasserstoffgehalt und fördert die Flotation von Einschlüssen, ohne unnötige Turbulenzen zu erzeugen.
Vorteile über die Wasserstoffreduzierung hinaus
- Oxidschichten bewegen sich effizienter nach oben.
- Feine nichtmetallische Partikel können sich an Blasen anlagern und aufsteigen.
- Die Schmelztemperatur wird in der lokalen Behandlungszone gleichmäßiger.
- Nachgeschaltete keramische Schaumstofffilter können aufgrund der geringeren Verschmutzungsbelastung länger halten.
- Gussfehler, die auf die kombinierte Wechselwirkung von Gas und Einschlüssen zurückzuführen sind, gehen häufig zurück.
Aber kann die Entgasung die Krätze erhöhen?
Ja, schlechte Praxis kann zusätzliche Krätze erzeugen. Wenn die Rotordrehzahl zu hoch oder die Eintauchtiefe zu gering ist, kann das Gerät Oberflächenoxid in die Schmelze ziehen, was zu einer weiteren Oxidation führt. Das bedeutet, dass die Entgasung kontrolliert erfolgen muss. Eine gute Rotationsbehandlung ist ruhig unter der Oberfläche, nicht heftig an der Oberfläche.
Prozessbilanztabelle
| Betriebszustand | Wirkung auf Wasserstoff | Wirkung auf Einschlüsse | Auswirkungen auf Krätze und Ertrag |
|---|---|---|---|
| Richtige Drehzahl und Gasmenge | Starke Entfernung | Gute Unterstützung beim Aufschwimmen | Akzeptable Abschöpfungsquote |
| Zu viel Oberflächenbewegung | Gemischtes Ergebnis | Oberflächenoxid kann wieder in die Schmelze gelangen | Höhere Krätze, geringerer Ertrag |
| Zu kurze Behandlungszeit | Schwache Entfernung | Begrenzter Börsengang | Auch wenn es effizient aussieht, bleibt die Qualität schlecht |
| Stabile Behandlung und ordnungsgemäße Abschöpfung | Bestes Gesamtergebnis | Saubere Schmelze | Weniger Ausschuss und bessere Ertragsstabilität |
Warum der Ertrag in die Bewertung der Entgasung einbezogen werden sollte
Manche Anlagen beurteilen eine Entgasungsanlage nur nach den Wasserstoffzahlen. Das ist unvollständig. Das wahre wirtschaftliche Ergebnis umfasst:
- Ausschußquote
- Erzeugung von Schlacke.
- Verbrauch von Rotor und Welle.
- Behandlungszeit.
- Gasverbrauch.
- Ausfallzeiten aufgrund von Wartungsarbeiten.
- Endgültige Gussqualität.
Der beste Aufbau ist nicht immer der mit dem absolut niedrigsten Wasserstoffergebnis. Es ist die Anlage, die das beste Gesamtproduktionsergebnis liefert.
Wie sollten Ingenieure den Rotordurchmesser, die Eintauchtiefe und den Gefäßsitz wählen?
Rotorgröße und Geometrie der Behandlungskammer müssen zusammenwirken. Ein zu kleiner Rotor kann nicht genug Schmelze bewegen. Ein zu großer Rotor kann einen instabilen Fluss und schnellen Verschleiß verursachen.
Praktische Auswahlfaktoren
| Auswahlfaktor | Warum das wichtig ist |
|---|---|
| Schmelzvolumen | Größere Bäder brauchen einen breiteren Kreislauf |
| Form des Ofens oder der Pfanne | Geometrie steuert Rezirkulationsmuster |
| Spielraum nach unten | Verhindert Störungen durch Sand, Schlamm oder feuerfeste Materialien |
| Freiraum an der Oberfläche | Begrenzt Wirbelbildung und Oxidmitnahme |
| Ziel für die Sauberkeit von Legierungen | Sauberere Metallziele können ein feineres Blasendesign und eine längere Behandlung rechtfertigen |
| Produktionsrhythmus | Kurze Zyklen erfordern hohe Effizienz ohne übermäßiges Mischen |
Regeln für die Überprüfung der Anlagenplanung
- Halten Sie den Rotor vom Boden des Gefäßes fern.
- Vermeiden Sie eine Position zu nahe an der Oberfläche.
- Passen Sie den Rotordurchmesser an die Breite der Behandlungskammer an.
- Stellen Sie sicher, dass die Schaftlänge ein wiederholbares Eintauchen ermöglicht.
- Vergewissern Sie sich, dass das Antriebssystem das Drehmoment ohne Taumeln bewältigt.
Warum die Passform des Gefäßes wichtiger ist als die Kataloggröße
Ein Rotor, der in einem Kundenofen gut funktioniert, kann in einem anderen schlecht funktionieren, wenn die Schmelztiefe, der Wandabstand oder das Metallbeschickungsvolumen unterschiedlich sind. Dies ist ein Grund dafür, dass AdTech-Kunden häufig nach Abmessungen fragen, die sich auf ihre tatsächliche Ofenzeichnung beziehen, anstatt sich nur auf ein Ersatzteil in allgemeiner Größe zu verlassen.
Welche Prüfverfahren weisen die Entgasungsqualität in einer Gießerei nach?
Kein Schmelzebehandlungsprogramm sollte sich allein auf die visuelle Beurteilung verlassen. Wasserstoff und Sauberkeit müssen objektiv gemessen werden.
Übliche Prüfverfahren nach der Entgasung
| Prüfverfahren | Was wird geprüft? | Typische Verwendung |
|---|---|---|
| Test mit reduziertem Druck | Neigung zur Bildung von Gasporosität unter Vakuum | Schnelle Qualitätsprüfung in der Werkstatt |
| Dichte-Index | Relativer Gasgehalt durch Vergleich von Proben | Weit verbreitet in Gießereien und Gießereien |
| Wasserstoffanalysator, First Bubble oder ähnlich | Direkte Messung des Wasserstoffgehalts | Prozesssteuerung und Rezepturoptimierung |
| Überprüfung des Aussehens von Frakturen | Visuelles Zeichen für Porengröße und Sauberkeit | Schneller Support-Check, allein nicht ausreichend |
| Metallographischer Schnitt | Interne Porenverteilung und Einschlussinteraktion | Vertiefte Qualitätsuntersuchung |
| Nachgelagerte Gussfehlerdaten | Realer Produktionseffekt | Bestätigt, ob die Behandlungseinstellungen funktionieren |
Warum der Dichteindex beliebt bleibt
Dichte-Index-Tests sind praktisch, erschwinglich und schnell genug, um in den normalen Gießerei-Rhythmus zu passen. Sie ersetzt nicht die direkte Wasserstoffanalyse in High-End-Betrieben, ist aber dennoch ein nützliches Kontrollinstrument.
Warum Pflanzen einen Trend verfolgen sollten, nicht nur einen einzelnen Wert
Ein gutes Ergebnis ist noch kein Beweis für die Prozesskontrolle. Die bessere Methode ist die Verfolgung:
- Wasserstoffergebnis vor der Behandlung
- Wasserstoff-Ergebnis nach der Behandlung
- Legierungstyp
- Schmelztemperatur
- Gasart und Durchfluss
- Rotordrehzahl
- Betreiber und Wärmenummer.
- Defektrate nachgelagert.
Anhand von Trendaufzeichnungen lässt sich feststellen, ob die Einheit wirklich stabil oder nur zeitweise wirksam ist.
Welche Ausfallarten verkürzen die Lebensdauer von Graphitrotoren, und wie können Anlagen sie verhindern?
Die Kosten für den Rotor sind ein wichtiger Teil der Wirtschaftlichkeit der Schmelzebehandlung. Die meisten vorzeitigen Ausfälle sind auf vermeidbare Bedienungs- oder Handhabungsfehler zurückzuführen.
Häufige Fehlerarten und Abhilfemaßnahmen
| Versagenssymptom | Wahrscheinliche Ursache | Abhilfemaßnahmen |
|---|---|---|
| Verbrennung der Rotorkante | Heiße Exposition an der Luft, schwache Beschichtung, Leerlaufzeit über der Schmelze | Verringerung der Luftbelastung, Überprüfung der Beschichtungsqualität, Verbesserung der Handhabungsdisziplin |
| Rissbildung beim ersten Gebrauch | Schlechte Vorwärmung, thermischer Schock | Gestaffeltes Vorwärmverfahren verwenden |
| Übermäßige Erosion an den Gasauslässen | Gasfluss zu hoch, abrasives Strömungsbild | Durchflussmenge und Rotordesign erneut prüfen |
| Ausfall des Gewindes | Zu festes Anziehen oder falsche Ausrichtung | Korrekte Drehmoment- und Ausrichtungskontrollen durchführen |
| Wellenoxidation über dem Bad | Heiße Oxidationszone in der Nähe der Öffnung des Ofens | Verbesserter Schutz und kürzere Verweildauer in heißer Luft |
| Vibration oder Wackeln | Verbogene Welle, schlechter Sitz des Gelenks, Fehlausrichtung des Antriebs | Überprüfen Sie die Baugruppe und ersetzen Sie beschädigte Teile |
| Kurze Lebensdauer nur bei einer Legierung | Chemie oder atmosphärische Wirkung | Überprüfung der Kompatibilität und des Behandlungsfensters |
Handhabungspraktiken zum Schutz von Graphitteilen
- Lagern Sie Graphit trocken und vor Stößen geschützt.
- Vor dem ersten Eintauchen schrittweise vorwärmen.
- Vermeiden Sie das Anschlagen des Rotors an Ofenwänden.
- Halten Sie die Einheit beim Einfahren und Herausheben in einer Linie.
- Befolgen Sie die Gasreinigungssequenz vor dem Schleuderstart, wenn dies konstruktionsbedingt erforderlich ist.
- Entfernen Sie Ablagerungen bei der Wartung vorsichtig, nicht durch starke mechanische Stöße.
Warum Oxidationsschutz so wertvoll ist
Graphit eignet sich sehr gut für den Einsatz in geschmolzenem Aluminium, oxidiert jedoch in heißer Luft. Eine Schutzbehandlung, eine kontrollierte Expositionszeit und eine vernünftige Inbetriebnahmepraxis können die Lebensdauer drastisch verlängern. Dies ist einer der wichtigsten Kostenhebel bei der Anschaffung von Rotoren.
Worauf sollten Käufer achten, bevor sie eine Rotationsentgasungsanlage oder einen Graphitrotor bestellen?
Beschaffungsteams vergleichen oft nur den Anschaffungspreis, doch der rentablere Vergleich umfasst auch die Lebensdauer, die gleichbleibende Qualität, den Wartungsaufwand und den technischen Support.
Checkliste zur Bewertung des Käufers
| Kategorie | Was zu überprüfen ist |
|---|---|
| Kapazität der Einheit | Schmelzvolumen pro Zyklus, Behandlungszeit, Legierungsbereich |
| Gasanlage | Unterstützte Gase, Druckbereich, Präzision der Durchflussregelung |
| Spezifikation des Rotors | Graphitsorte, Dichte, Beschichtung, Geometrie, erwartete Lebensdauer |
| Spezifikation der Welle | Material, Geradheit, Bohrungsgröße, Antioxidationsbehandlung |
| Antriebssteuerung | Einstellbarer Drehzahlbereich, Wiederholbarkeit, Sicherheitsverriegelung |
| Mechanische Konstruktion | Hubweg, Stabilität der Montage, Wartungszugang |
| Dokumentation | Zeichnungen, Betriebsanleitung, Ersatzteilliste, Inbetriebnahmeunterstützung |
| Ersatzversorgung | Rotor- und Wellenvorlaufzeit, Lagerverfügbarkeit, Austauschbarkeit von Teilen |
| Außendienst | Unterstützung bei der Inbetriebnahme und Fehlersuche |
| Gesamtbetriebskosten | Gasverbrauch, Graphitverbrauch, Wartungszeit, Auswirkungen auf die Fehlerreduzierung |
Fragen, die ein ernsthafter Käufer stellen sollte
- Welches Schmelzvolumen behandelt das Gerät pro Zyklus?
- Welche Rotorgeometrie wird für meine Legierungsfamilie empfohlen?
- Welche Lebensdauer kann ich in Zyklen oder Tonnen erwarten?
- Welche Gasart wurde zur Validierung der angegebenen Leistung verwendet?
- Kann der Lieferant sowohl die Montage des Ofens als auch der Pfanne unterstützen?
- Ist die Graphitqualität bei allen Ersatzteilpartien identisch?
- Welches sind die empfohlenen Verfahren zum Starten und Herunterfahren?
- Welche Daten kann der Lieferant über den Dichteindex oder die Wasserstoffreduzierung mitteilen?
Warum die Gesamtkosten wichtiger sind als der Einzelpreis
Ein Rotor mit niedrigerem Anschaffungspreis, aber halber Lebensdauer, schwacher Konsistenz oder instabiler Blasenbildung kann die Gesamtkosten erhöhen:
- Höherer Graphitverbrauch
- Mehr Ausfallzeiten
- Mehr Gasverbrauch
- Höherer Schrott
- Mehr Bedienereingriffe.
- Größeres Qualitätsrisiko für den Kunden.
Die Beschaffung sollte bei der Lieferantenbewertung eng mit den Verfahrenstechnikern zusammenarbeiten.
Wie passt die Rotationsentgasung zur Filtration und zum Design der Gießanlage?
Die Rotationsentgasung bietet den besten Nutzen, wenn sie Teil einer vollständigen Schmelzebehandlungsroute ist. Sie sollte nicht isoliert betrachtet werden.
Typischer Ablauf der Schmelzebehandlung
- Chargenschmelzen und Legierungseinstellung.
- Ofenabschöpfung und Krätzekontrolle.
- Rotationsentgasung.
- Metalltransfer mit geringer Turbulenz.
- Keramische Schaumfiltration oder Tiefbettfiltration, wo erforderlich.
- Verteilung auf Form, Knüppeltisch, Druckgussmaschine oder Walzbarrenform.
Warum Filtration auch nach der Entgasung wichtig ist
Die Rotationsentgasung hilft bei der Entfernung von Wasserstoff und der Flotation von Einschlüssen, ist jedoch nicht die endgültige Lösung für alle Verunreinigungsquellen. Die nachgeschaltete Filtration fängt immer noch Restoxide, feuerfeste Partikel oder durch den Transfer erzeugte Verunreinigungen ab. Die leistungsfähigsten Anlagen kombinieren beide Behandlungen.
Warum die Turbulenzkontrolle mit der Entgasungsqualität zusammenhängt
Eine Anlage kann einen Großteil des Entgasungsvorteils verlieren, wenn der Metalltransfer nach der Behandlung gewaltsam erfolgt. Re-Oxidation und erneute Wasserstoffaufnahme können bei schlechter Transferpraxis auftreten. Aus diesem Grund sollten Rinnen, Pumpensümpfe, Transferrohre und Gießpfannen einer Qualitätsprüfung unterzogen werden.
Welche Anwendungen für flüssiges Aluminium profitieren am meisten von AdTech Rotationsentgasungssystemen?
Die Rotationsentgasung schafft in vielen Bereichen der Aluminiumindustrie einen Mehrwert, wobei die Höhe des Nutzens von der Empfindlichkeit des Produkts abhängt.
Anwendungsbereiche
| Segment Industrie | Warum die Entgasung so wichtig ist |
|---|---|
| Knüppelguss | Geringe Porosität unterstützt bessere Extrusionsergebnisse und mechanische Gleichmäßigkeit |
| Produktion von Walzbrammen | Reduzierte Gas- und Oxidfehler verbessern die Qualität von Blechen, Folien und Dosenmaterial |
| Vorbereitung der Druckgussschmelze | Saubereres Metall senkt das Ausschussrisiko und verbessert die Druckdichtigkeit |
| Gießerei Schwerkraftguss | Bessere Dichte und weniger innere Poren |
| Rad- und Strukturguss | Wasserstoffkontrolle unterstützt Ermüdungs- und Integritätsziele |
| Verarbeitung von wiederverwertetem Aluminium | Hilft, die schwankende Qualität der einlaufenden Schmelze zu stabilisieren |
Welche Produkte erfordern in der Regel die stärkste Kontrolle?
- Kfz-Blech
- Folienvorrat
- Legierungen für elektrische Leiter.
- Druckdichte Gussteile.
- Hochglanzpolierter Strangpressbarren.
- Wärmebehandelte Konstruktionsgussteile.
Diese Produktfamilien rechtfertigen oft hochwertige Graphitkomponenten und eine strengere Betriebsdisziplin.
Wie können Anlagen einen stabilen Entgasungsstandard aufbauen, anstatt sich auf die Gewohnheit der Bediener zu verlassen?
Ein zuverlässiges Entgasungsprogramm basiert auf schriftlicher Kontrolle, objektiven Tests und wiederholbarer Hardware.
Schritte zur Erhöhung der Prozessstabilität
- Definieren Sie Behandlungsrezepte nach Legierungsfamilien.
- Drehzahl- und Gasflussbereiche in der Steuerung sperren.
- Standardisierung der Eintauchtiefe des Rotors.
- Die Schmelztemperatur vor der Behandlung aufzeichnen.
- Testen Sie den Wasserstoff- oder Dichteindex in festgelegten Abständen.
- Ersetzen Sie Graphitteile anhand von Verschleißkriterien, nicht aufgrund von Vermutungen.
- Schulung des Bedienpersonals zur Vermeidung von Krätze und Thermoschocks.
- Überprüfen Sie jede Woche die Fehlertrends anhand der Entgasungsdaten.
Warum Standardarbeit sowohl Qualität als auch Kosten verbessert
Wenn der Prozess standardisiert ist, erhält die Anlage:
- Die Lebensdauer des Rotors ist besser vorhersehbar.
- Weniger Gasabfälle.
- Bessere Wiederholbarkeit zwischen den Schichten.
- Schnellere Fehlersuche.
- Stärkere Prüfungsbereitschaft.
- Mehr Kundenvertrauen.
Durch diese Art von Disziplin wird die Entgasung von einer bedienerabhängigen Aufgabe zu einem messbaren metallurgischen Prozess.
FAQs zur Entgasung von geschmolzenem Aluminium, Rotationseinheiten und Graphitrotoren
Aluminium Entgasung & Rotor Tech: 10/10 FAQ
1. Wozu dient die Entgasung von geschmolzenem Aluminium?
Der Hauptzweck besteht darin, die gelöster Wasserstoff und helfen, nichtmetallische Verunreinigungen (Einschlüsse) aus der Schmelze zu schwimmen. Eine wirksame Entgasung reduziert Porosität, Nadellöcher und Qualitätsschwankungen in den endgültigen Gussprodukten erheblich und gewährleistet die strukturelle Integrität.
2. Warum ist Wasserstoff das wichtigste Gas in Aluminium?
3. Welche Aufgabe hat ein Graphitrotor in einer Rotationsentgasungsanlage?
Die Aufgabe des Graphitrotors ist es das Behandlungsgas in Millionen winziger, feiner Bläschen zerteilen und zirkulieren sie in der Aluminiumschmelze. Kleinere Blasen bieten eine viel größere Oberfläche für die Wasserstoffübertragung und eine bessere Unterstützung für das Aufschwimmen von Oxiden an der Oberfläche.
4. Was ist besser, Argon oder Stickstoff bei der Entgasung von Aluminium?
Argon ist inerter und ist der Goldstandard für hochwertige Anwendungen in der Luft- und Raumfahrt oder in der Automobilindustrie, um mögliche Reaktionen zu vermeiden. Stickstoff ist eine kosteneffiziente Alternative, die in der allgemeinen Gießereiarbeit weit verbreitet ist. Die endgültige Wahl hängt in der Regel von der spezifischen Legierung, dem erforderlichen Reinheitsgrad und der Wirtschaftlichkeit der Anlage ab.
5. Wie lange hält ein Graphitrotor?
6. Kann die Rotationsentgasung auch Einschlüsse entfernen?
7. Was passiert, wenn die Rotordrehzahl zu hoch ist?
Überhöhte Geschwindigkeit ist kontraproduktiv. Sie schafft eine Oberflächenwirbel die tatsächlich Oxide und Luft zurück in die Schmelze ziehen können, was die Krätzebildung erhöht und den Rotorverschleiß beschleunigt, ohne die Entgasungseffizienz zu verbessern.
8. Wie kann eine Anlage überprüfen, ob die Entgasung funktioniert?
QUALITÄTSKONTROLLE
Zu den gängigen Validierungsmethoden gehören die Prüfung mit reduziertem Druck (RPT) zur Berechnung des Dichteindex, direkte Wasserstoffanalyse durch Vakuumextraktion und metallografische Untersuchung von verfestigten Proben zur Überprüfung der Mikroporosität.
9. Warum sind Qualität und Geradheit des Graphitschafts wichtig?
10. Ist die Rotationsentgasung allein ausreichend?
Endgültige technische Zusammenfassung
Eine wirksame AdTech Rotations-Entgasungsanlage funktioniert, weil es Gasdispergierung und Schmelzezirkulation in einem Behandlungsschritt kombiniert. Der Graphitrotor steht im Mittelpunkt dieser Leistung. Wenn das Rotormaterial dicht, rein, oxidationsbeständig, maßgenau und auf die Ofengeometrie abgestimmt ist, kann das Gerät feine Blasen erzeugen, Wasserstoff effizient abstreifen, die Flotation von Verunreinigungen unterstützen und eine wiederholbare Qualität von Schmelze zu Schmelze produzieren. Wenn der Rotor oder die Welle schlecht spezifiziert ist, kann selbst eine gut gebaute Maschine nicht die gewünschte Leistung erbringen.
Die wichtigsten praktischen Lektionen sind klar:
- Die Wasserstoffentfernung hängt von der Qualität der Blasen ab, nicht nur von der Gasmenge.
- Rotorgeometrie und Wellenausrichtung sind ebenso wichtig wie die Motorleistung.
- Argon und Stickstoff haben jeweils gültige Verwendungsfenster.
- Oxidationsschutz und Wärmedisziplin wirken sich stark auf die Lebensdauer des Graphits aus.
- Der Dichteindex und die Wasserstoffprüfung sollten die Rezeptur kontrollieren.
- Die Entgasung bringt den besten Ertrag, wenn sie mit einem turbulenzarmen Transfer und einer nachgeschalteten Filtration kombiniert wird.
In Bezug auf den Kauf sollten die Käufer die gesamtes System, und nicht nur den Ersatzteilpreis. Aus technischer Sicht umfasst die richtige Spezifikation die Graphitsorte, die Rotorform, die Wellenabmessungen, den Gasdurchflussbereich, den Drehzahlbereich, die Eintauchtiefe, die erwartete Lebensdauer und das testbasierte Betriebsverfahren. Wenn diese Elemente zusammen kontrolliert werden, wird die Entgasung von geschmolzenem Aluminium zu einer der wertvollsten Qualitätsverbesserungen im Gießprozess.
