Für die meisten Aluminiumgussaufgaben ist ein Keramikschaumfilter mit 30 PPI bietet ein effektives Gleichgewicht zwischen Partikelrückhaltung und Metalldurchsatz, wodurch sauberere Gussteile, weniger Oberflächenfehler und eine vorhersehbarere mechanische Leistung im Vergleich zu gröberen oder viel feineren Alternativen entstehen.
1. Überblick
Ein Schaumkeramikfilter mit 30 PPI bietet eine mittlere Filtrationsfeinheit, die nichtmetallische Einschlüsse abfängt und Turbulenzen reduziert, während ein gleichmäßiger Metallfluss für viele gängige Aluminiumgießverfahren aufrechterhalten wird, einschließlich Sandguss, Kokillenguss und halbkontinuierlichem Gießen von Profilen und Knüppeln. Für Gießereien, die eine zuverlässige Qualitätsverbesserung bei begrenztem Druckabfall suchen, wird häufig 30 PPI gewählt.

2. Was “PPI” bedeutet und warum die Anzahl der Poren wichtig ist
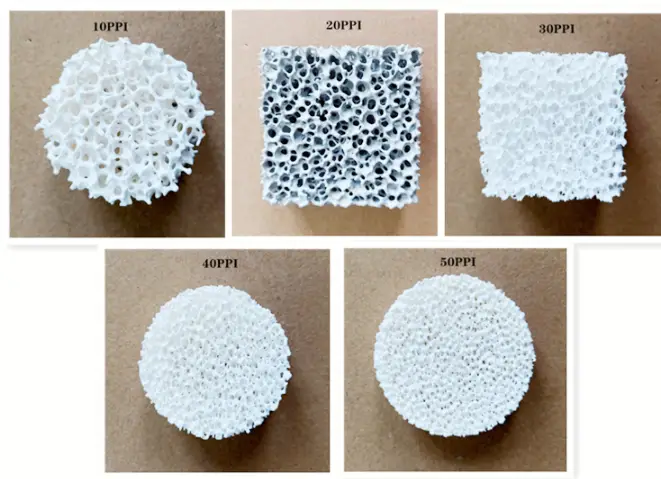
PPI steht für Poren pro Zoll. Diese Kennzahl beschreibt die durchschnittliche Anzahl offener Zellen, gemessen über einen linearen Zoll der Schaumstoffvorlage, die zur Herstellung des Keramikfilters verwendet wird. Höhere PPI-Werte weisen auf feinere Zellnetzwerke und damit kleinere Kanäle im Keramikkörper hin. Die Porengröße beeinflusst zwei entscheidende Leistungsmerkmale:
-
Partikelrückhaltevermögen: feinere Poren fangen kleinere Einschlüsse ein.
-
Hydraulischer Widerstand: feinere Poren erhöhen die Durchflussbegrenzung, was eine größere Filterfläche oder langsamere Gießgeschwindigkeiten erforderlich machen kann.
Die Auswahl des richtigen PPI für ein bestimmtes Gussteil hängt von der Größenverteilung der Einschlüsse in der Schmelze, der gewünschten Füllgeschwindigkeit, der Gussgeometrie und den Toleranzen bei der nachfolgenden Bearbeitung ab.
Lesen Sie auch: Keramischer Schaumstofffilter Preis 2026.
3. Übliche Keramikchemie für Schaumstofffilter
Schaumkeramikfilter werden aus verschiedenen Basismaterialien hergestellt. Jedes dieser Materialien bietet ein ausgewogenes Verhältnis von Temperaturwechselbeständigkeit, mechanischer Festigkeit und chemischer Kompatibilität mit bestimmten geschmolzenen Legierungen.
-
Auf Tonerdebasis: Weit verbreitete Verwendung für Aluminium und seine Legierungen. Gute thermische Stabilität und chemische Neutralität gegenüber typischen Aluminiumschmelzen.
-
Siliziumkarbid (SiC): Höhere Wärmeleitfähigkeit und mechanische Festigkeit. Üblich, wenn eine höhere mechanische Festigkeit erforderlich ist.
-
Zirkoniumdioxid stabilisiert: Wird für Hochtemperatur- oder Reinheitsanwendungen verwendet, wenn eine sehr geringe Reaktivität erforderlich ist.
Die Hersteller bieten manchmal hybride oder zusammengesetzte Formulierungen an, die den Prozessanforderungen entsprechen.
4. Wie sich eine 30 PPI-Struktur beim Gießen von flüssigem Aluminium verhält
Ein 30 PPI-Schaumstoff bietet ein ausgewogenes Verhältnis: Die Kanalgrößen sind klein genug, um viele gängige nichtmetallische Einschlüsse abzufangen, und ermöglichen dennoch einen angemessenen Metallfluss beim Gießen. Zu den praktischen Leistungsmerkmalen gehören:
-
Einschlusserfassung: Wirksam für gewöhnliche Krätze und Oxidfragmente, ohne übermäßige Druckverluste zu verursachen.
-
Gleichmäßigkeit der Strömung: Das offenzellige Netzwerk reduziert lokale Strahlen und fördert eine gleichmäßige Formfüllung. Dies verringert die turbulenzbedingte Luftverschleppung und reduziert die Reoxidation.
-
Toleranz gegenüber Temperaturschocks: Ordnungsgemäß gesinterte 30 PPI-Keramik übersteht bei korrektem Guss mehrere Handhabungszyklen, aber ein schnelles Eintauchen in überhitzte Schmelze kann zu Rissen führen, wenn kein Vorwärmprotokoll vorhanden ist.

5. Bemessungsregeln und Installationspraxis
Die richtige Dimensionierung und Installation von Filtern ist entscheidend für vorhersehbare Ergebnisse. Die folgenden Grundsätze dienen als praktischer Ausgangspunkt.
Wichtige Regeln
-
Verhältnis Filterfläche zu Drosselklappenfläche: Halten Sie ein Verhältnis ein, das übermäßige Geschwindigkeiten durch die Filterfläche verhindert. Die Industriepraxis empfiehlt für dünne Gussstücke eine Filterfläche, die ein Vielfaches der Anschnittfläche beträgt; dickere Gussstücke vertragen geringere Verhältnisse.
-
Ausrichtung des Filters: Platzieren Sie den Filter so, dass die Zellen senkrecht zur Strömung ausgerichtet sind, um die beste Fängigkeit zu erreichen.
-
Kantenversiegelung: Achten Sie auf einen festen Sitz im Kanal, um einen Bypass zu verhindern. Verwenden Sie eine keramische, feuerfeste Dichtung oder einen geeigneten Sitz, um Lücken zu vermeiden.
-
Vorheizen: Erwärmen Sie den Filter, um Feuchtigkeit zu entfernen und das Risiko eines Temperaturschocks zu minimieren. Zu den typischen Vorwärmmethoden gehört es, den Filter vor der Verwendung für kurze Zeit in einen Ofen mit kontrollierter Temperatur zu legen.
Tabelle 1: Typische Filterauswahl nach Anwendung
| Art der Anwendung | Typische PPI-Auswahl | Begründung |
|---|---|---|
| Großformatige Sandgussstücke | 10 bis 20 PPI | Schnellerer Fluss, größere Einschlüsse, geringerer Gegendruck. |
| Allgemeine Aluminiumgussteile | 30 PPI | Ausgewogene Filtration und Durchfluss für viele Teilegeometrien. |
| Hochpräzise Komponenten für die Luft- und Raumfahrt | 40 bis 60 PPI | Sehr feine Filtration zur Einhaltung strenger Oberflächen- und metallurgischer Standards. |
| Strangguss / Knüppel | 20 bis 40 PPI | Hängt von der Legierung und der Produktionsgeschwindigkeit ab. |
6. Empfehlungen zu Filterfläche und Durchflussverhältnis
Der Metalldurchsatz durch einen Filter hängt von der Filterdicke, der Porosität, dem PPI und der Druckhöhe ab. Praktische Regeln, die von erfahrenen Gießereien verwendet werden:
-
Filterfläche vergrößern beim Wechsel von gröberen zu feineren PPI, um den Druckverlust in akzeptablen Grenzen zu halten. Der Wechsel von 20 PPI zu 30 PPI erfordert beispielsweise häufig eine moderate Vergrößerung der Fläche.
-
Sanfte Füllprofile beibehalten für dünnwandige Gussteile durch Verwendung einer größeren Filterfläche.
-
Mehrere kleine Filter parallel geschaltet kann den Druckverlust bei gleichbleibender Abscheideleistung verringern.
Tabelle 2: Repräsentative physikalische Parameter für 30 PPI-Filter
| Eigentum | Typischer Bereich oder Wert | Hinweis |
|---|---|---|
| Porosität (offene Zelle) | 60 bis 90 Prozent | Hohe Porosität führt zu geringerer Massenbindung und geringerem Druckverlust |
| Toleranz bei der Betriebstemperatur | Bis zu Temperaturen von geschmolzenem Aluminium | Je nach Chemie und verwendetem Bindemittel unterschiedlich |
| Typische Dicke (Standardplatten) | 10 bis 50 mm | Viele Gießereien verwenden 50 mm für größere Teile |
| Typische Schriftgrößen | 178 × 178 mm, 254 × 254 mm, 305 × 305 mm | Gängige Lagergrößen der Hersteller |
7. Herstellungsschritte und Qualitätskontrollen
Keramische Schaumstofffilter folgen einem reproduzierbaren Ablauf von der Polymervorlage bis zum endgültigen Brennen. Schlüsselphasen und relevante QS-Kontrollen:
-
Auswahl des Polymerschaums: Wählen Sie eine synthetische offenzellige Vorlage mit dem gewünschten PPI.
-
Imprägnierung: Beschichten Sie die Schablone mit einem keramischen Schlicker, der der gewünschten Chemie entspricht. Den Feststoffgehalt sorgfältig kontrollieren.
-
Trocknen: Lösungsmittel entfernen, ohne Hautbildung oder Risse zu verursachen.
-
Ausbrennen und Sintern: Entfernen des Polymerskeletts, dann Verdichten der keramischen Verbindungen bei hoher Temperatur. Schrumpfung und Gefüge überwachen.
-
Inspektion: Überprüfung der Abmessungen, visuelle Fehlerprüfung, Porositätsmessung und Fließversuche unter simulierten Bedingungen.
-
Rückverfolgbarkeit der Chargen: Markieren Sie Chargen, um Ofenläufe und Rohmaterialchargen zu verfolgen.
Zu den zu prüfenden Qualitätsparametern gehören die Gleichmäßigkeit des PPI, das Fehlen von Makrorissen, der gewünschte Porositätsanteil und ein akzeptabler Fließwiderstand.
8. Vergleich mit anderen Porenzahlen
Die Auswahl des richtigen PPI erfordert eine Kompromissanalyse. In der nachstehenden Tabelle sind die typischen Folgen zusammengefasst.
Tabelle 3. PPI-Vergleich
| PPI | Typische Verwendung | Profis | Nachteile |
|---|---|---|---|
| 10 | Schwerer Guss, Grobfiltration | Geringe Durchflussbegrenzung, robust | Begrenzte Abscheidung von Feinstaub. |
| 20 | Allgemeine schwere Aluminiumteile | Mäßige Retention, akzeptabler Durchfluss | Kleinere Einschlüsse könnten übersehen werden. |
| 30 | Die meisten allgemeinen Aluminiumgussteile | Ausgewogene Erfassung und Fluss | Kann im Vergleich zu 20 PPI eine etwas größere Fläche erfordern. |
| 40 | Hohe Qualität, gute Eigenschaften | Bessere Abscheidung von Feinstaub | Höherer Druckabfall, mögliche Reduzierung der Gießgeschwindigkeit. |
| 50+ | Präzisionsluftfahrt oder Spezialanwendungen | Maximale Filtrationsfeinheit | Erheblicher Kopfverlust, benötigt oft eine größere Gesichtsfläche. |
9. Kompatibilität mit Entgasungs-, Flux- und Anschnittsystemen
Die Filterung ist am effektivsten, wenn sie in einen vollständigen Schmelzequalitätsprozess integriert ist. Zu den besten Praktiken gehören:
-
Entgasung vor dem Filtern durchführen um den Wasserstoffgehalt zu reduzieren und große Oxidschichten aufzubrechen, die sonst die Filterkanäle verstopfen würden.
-
Flussmittel auftragen wenn erforderlich, um Oberflächenoxide vor dem Gießen zu entfernen. Filter fangen Restpartikel ab, ersetzen aber nicht das richtige Fluxen.
-
Designanschnitte zur Verringerung von Turbulenzen stromaufwärts des Filters. Verwenden Sie Drosselabschnitte, um den Durchfluss zu verlangsamen und ein Auftreffen auf die Filterfläche zu vermeiden.
10. Typische physikalische Eigenschaften und Betriebsgrenzen
Die Filterleistung hängt von den Abmessungen, dem Material und dem Gefüge ab.
-
Dichte: Keramische Filter sind im Vergleich zu festen feuerfesten Materialien leicht, da sie eine hohe offene Porosität aufweisen.
-
Mechanische Handhabung: Keramischer Schaumstoff ist bei Spannung oder Biegung zerbrechlich. Bei Verwendung in automatischen Gießanlagen mit starren Rahmen abstützen.
-
Thermisches Zyklieren: Wiederholte Exposition gegenüber großen Temperaturgradienten kann zu Rissen führen; Vorwärmung und kontrollierte Eintauchraten verringern dieses Risiko.
11. Vorteile für die Gussmetallurgie und Ausbeuteverbesserung
Zu den praktischen, messbaren Vorteilen, die mit der Verwendung eines korrekt ausgewählten 30-PPI-Filters verbunden sind, gehören:
-
Geringere Anzahl von Einschlüssen in fertigen Gussteilen, wodurch der Bearbeitungsausschuss reduziert wird.
-
Verbesserte Oberflächengüte und geringere Porosität in oberflächennahen Zonen.
-
Gleichmäßigere mechanische Eigenschaften durch reduzierte interne Defekte.
-
Geringerer Ausschuss und weniger Nacharbeit was den Gesamtertrag der Gießerei und die Kosten pro Teil verbessert.
Fallstudien von mehreren Anbietern berichten von einer sichtbaren Fehlerreduzierung und nachgelagerten Einsparungen, wenn Schaumstofffilter mit Entgasung und gutem Anschnittdesign integriert werden.
12. Fehlersuche bei allgemeinen Problemen und Lösungen
Nachfolgend finden Sie wiederkehrende Probleme, auf die Gießereien bei 30 PPI-Filtern stoßen, sowie empfohlene Abhilfemaßnahmen.
-
Problem: Schneller Druckabfall oder Verstopfung beim Gießen.
Lösung: Prüfen Sie, ob die Schmelze übermäßig mit Krätze belastet ist und verringern Sie die Gießgeschwindigkeit; vergrößern Sie die Filterfläche oder verwenden Sie parallele Elemente. Eine vorgeschaltete Entgasung kann die Verstopfung verringern. -
Problem: Rissbildung beim Eintauchen des Filters.
Lösung: Vorwärmverfahren durchführen und Eintauchgeschwindigkeit anpassen. Prüfen Sie den Feuchtigkeitsgehalt des Filters vor der Verwendung. -
Problem: Bypass-Strömung an den Filterrändern.
Lösung: Verbessern Sie den Sitz, verwenden Sie Dichtungen oder gestalten Sie das Laufrad neu, um Metall durch die Filterfläche zu drücken.
13. Beschaffung, Kostentreiber, Haltbarkeit, Lagerung, Handhabung
Zu den Kostenbestandteilen von Schaumkeramikfiltern gehören Rohstoffe, die Qualität der Schablone, die Arbeitszeit und die Ofenzeit während des Sinterns sowie die Endbearbeitung. Der Einkauf von Großmengen führt zu einer Senkung des Stückpreises, während Spezialchemikalien die Kosten erhöhen.
Tipps zur Lagerung und Handhabung:
-
Trocken halten in einer versiegelten Verpackung, um die Aufnahme von Feuchtigkeit zu verhindern.
-
Wohnung speichern auf stabilen Regalen, um ein Durchbiegen zu vermeiden.
-
Lagerbestände rotieren nach dem FIFO-Verfahren, um eine längere Lagerung zu vermeiden, bei der es zu einer Feuchtigkeitsaufnahme oder einer Verschlechterung der Verpackung kommen könnte.
Tabelle 4: Bemessungsbeispiel für typische Aluminium-Gießmengen
| Größe der Filterfläche (mm) | Typischer Massendurchsatzbereich (kg/min) | Empfohlener PPI für diesen Bereich |
|---|---|---|
| 178 × 178 | 25-50 | 20-30 PPI für den allgemeinen Gebrauch |
| 254 × 254 | 45-100 | 30 PPI für eine ausgewogene Filtration |
| 305 × 305 | 90-170 | 20-30 PPI in vielen Gießereifällen |
| 381 × 381 | 147-280 | Verwendung gröberer PPI oder mehrerer paralleler Elemente |

14. Umwelt-, Gesundheits- und Sicherheitspunkte
Keramische Filter enthalten inerte Keramiken, die nach dem Sintern eine geringe chemische Gefahr darstellen. Eine sichere Praxis erfordert jedoch die Beachtung der Produktions- und Handhabungsschritte:
-
Staubkontrolle beim Schneiden oder Trimmen: Verwenden Sie bei der Bearbeitung von trockener Keramik eine lokale Absaugung und PSA.
-
Bindemittel-Ausbrenndämpfe: Kontrollieren Sie die Ausgasung während des Brennvorgangs durch eine angemessene Belüftung des Ofens.
-
Entsorgung: Verbrauchte Filter, die mit metallischen Rückständen verunreinigt sind, müssen möglicherweise als Gießereiabfall entsorgt werden.
30 PPI Keramische Schaumstoff-Filtration: Technische Optimierung FAQ
1. Warum sollte eine Gießerei 30 PPI gegenüber 20 PPI wählen?
2. Kann ein 30 PPI-Filter mit kontinuierlichen Gießtemperaturen umgehen?
3. Wie muss ein Filter richtig vorgeheizt werden?
4. Brauche ich einen anderen PPI für verschiedene Aluminiumlegierungen?
5. Kann ich Keramikschaumfilter wiederverwenden?
6. Wie groß sollte der Filter im Verhältnis zur Anschnittfläche sein?
7. Welche Chemie bietet die beste Temperaturwechselbeständigkeit?
8. Welche Probleme deuten auf ein “Filter-Bypassing” hin?
9. Wie verhält sich der PPI zur Mikron-Porengröße?
PPI ist eine strukturelle Zählung, keine direkte Mikromessung. Zellgeometrie und Wandstärke variieren je nach Hersteller. Als Faustregel gilt jedoch:
30 PPI ≈ 500 - 700 µm Öffnungen
Konsultieren Sie stets die Durchflusskurven Ihres Lieferanten, um genaue Angaben zur Filtrationseffizienz zu erhalten.
10. Wo kann ich hochwertige 30-PPI-Filter beziehen?
Abschließende Empfehlungen für Gießereien, die sich für 30 PPI entscheiden
-
Koppeln Sie den Filter mit einer vorgeschalteten Schmelzereinigung wie Entgasung und Fluxen, um die Lebensdauer der Filter zu verlängern und Verstopfungen zu vermeiden.
-
Kleine Versuche durchführen mit realistischen Anschnitt- und Gießgeschwindigkeiten zur Messung von Druckverlusten und Einschlüssen vor der vollen Produktionseinführung.
-
Anforderung von Fließkurven und Materialzertifikaten des Herstellers um die Sinterqualität und den erwarteten Druckabfall zu bestätigen.
-
Chargenleistung dokumentieren so dass Prozessingenieure die Filterauswahl mit Ertragskennzahlen verknüpfen können.
