تتفوق الأشكال الحرارية مسبقة الصب المصممة خصيصًا على البطانات التقليدية المصبوبة في الحقل من خلال توفير كثافة فائقة وخصائص فيزيائية متسقة وتقليل وقت التركيب بشكل كبير. وتشهد المنشآت الصناعية التي تتحول إلى استخدام مكونات ADtech مسبقة الصب بمتوسط 401 تيرابايت 3 تيرابايت أقل في وقت التعطل و251 تيرابايت 3 تيرابايت في عمر خدمة التبطين مقارنةً بالتركيبات المتجانسة التقليدية. تنبع هذه الكفاءة من بيئات التصنيع الخاضعة للرقابة التي تقضي على متغيرات الخلط والمعالجة والحرق في الموقع. من خلال نقل مرحلة المعالجة الحرارية الحرجة إلى منشأتنا المتخصصة، نقدم منتجًا جاهزًا للخدمة الفورية في درجات الحرارة العالية عند التسليم.
الهندسة الكامنة وراء الأشكال مسبقة الصب عالية الأداء
يبدأ إنشاء شكل حراري متين قبل وقت طويل من عملية الصب. فهو يبدأ بهندسة دقيقة. وعلى عكس الطوب القياسي، تعمل الأشكال مسبقة الصب مثل المكونات الميكانيكية المعقدة. يجب أن تتحمل الصدمات الحرارية والتآكل الميكانيكي والهجوم الكيميائي في وقت واحد.
تحليل الإجهاد الحراري والهندسة الحرارية
تتحكم هندسة الشكل في كيفية تعامله مع الحرارة. تخلق الزوايا الحادة والمقاطع العرضية غير المستوية رافعات إجهاد. هذه هي النقاط التي تبدأ فيها التشققات أثناء التغيرات السريعة في درجات الحرارة. يستخدم مهندسو ADtech تحليل العناصر المحدودة (FEA) لمحاكاة الأحمال الحرارية. نعطي الأولوية للحواف المستديرة وسُمك الجدار الموحد. عندما يتطلب التصميم الانتقال من المقاطع السميكة إلى المقاطع الرقيقة، فإننا ننفذ التناقص التدريجي. يسمح هذا النهج بتبديد الحرارة بالتساوي من خلال الكتلة.
تكامل نظام التثبيت
المراسي هي العمود الفقري لأي شكل كبير مسبق الصب. يؤدي وضع المرساة غير الصحيح إلى فشل كارثي حيث تنفصل الخرسانة عن الدعامة المعدنية أو الخزفية.
نقوم بتصميم أنظمة التثبيت بناءً على ثلاثة عوامل:
-
توزيع الوزن: تتطلب الكتل الأثقل حجماً خطافات من السبائك المقواة.
-
بدل التمدد الحراري: يتمدد المعدن أكثر من الخرسانة الحرارية. نغطي المراسي بطلاء بيتوماستيك أو أغطية بلاستيكية لإنشاء منطقة عازلة.
-
توافق المواد: يجب أن يتطابق معدن المرساة مع درجة حرارة الخدمة القصوى للفرن.
ملاحظة فنية: بالنسبة لدرجات حرارة التشغيل التي تزيد عن 1100 درجة مئوية (2012 درجة فهرنهايت)، نوصي باستخدام مثبتات السيراميك أو الفولاذ المقاوم للصدأ عالي الجودة (310S أو Inconel) لمنع الأكسدة وفقدان القوة.
اختيار المواد: التركيب لطول العمر الافتراضي
يعتمد أداء الشكل مسبقة الصب بشكل كبير على المواد الخام. نحن لا نستخدم مواد مسبوكة عامة. تقوم ADtech بصياغة خلطات محددة بناءً على البيئة التشغيلية للعميل.
تحسين التجميع والمصفوفة
“الهيكل العظمي” للشكل هو المجموع. نستخدم الألومينا المدمجة أو الألومينا الجدولية أو كربيد السيليكون حسب الحاجة إلى مقاومة التآكل أو التوصيل الحراري. “المصفوفة” هي المسحوق الناعم والمواد الرابطة التي تربط الهيكل العظمي معًا.
نتحكم بعناية في توزيع حجم الجسيمات (PSD). من خلال خلط الجسيمات الكبيرة والمتوسطة والدقيقة بنسب دقيقة، نحقق أقصى كثافة تعبئة. وهذا يقلل من المسامية. تمنع المسامية المنخفضة الخبث المنصهر أو الغازات المسببة للتآكل من اختراق الكتلة.
آليات الترابط المتقدمة
يمكن أن تضعف الروابط الأسمنتية التقليدية في درجات الحرارة المتوسطة. نحن نستخدم تقنيات الربط المتقدمة:
-
المصبوبات الأسمنتية المنخفضة (LCC): يحتوي على كمية أقل من أسمنت ألومينات الكالسيوم. ينتج عن ذلك قوة أعلى في درجات الحرارة العالية.
-
الترابط الفوسفاتي: مثالي للاستخدامات التي تتطلب إصلاحات سريعة ومقاومة للخبث الحمضي.
-
الترابط بالجل المذاب: رابطة السيليكا الغروية التي تسرّع من عملية التجفيف وتحسّن من مقاومة الهجوم القلوي.
الجدول 1: خواص المواد الشائعة لأشكال ADtech مسبقة الصب
| نوع المادة | محتوى الألومينا (%) | الكثافة السائبة (جم/سم مكعب) | درجة الحرارة القصوى للخدمة (درجة مئوية) | التطبيق الأساسي |
| AD-HighAl 60 | 60% | 2.55 | 1600 | بطانات الأفران العامة والجدران |
| جدول رقم 90 | 90% | 2.95 | 1800 | أنابيب الموقد، أقسام دلتا |
| AD-SiC 80 | 80% (SiC) | 2.65 | 1500 | المناطق عالية التآكل، رافعات أفران الأسمنت |
| AD-زركون 30 | 30% (ZrO2) | 3.60 | 2000 | أجزاء مغذي الخزان الزجاجي |
سير عمل التصنيع: من القالب إلى إطلاق النار
إن اتساق الجودة يميز عملية الفناء الخلفي عن الشركة المصنعة المحترفة مثل ADtech. نحن نلتزم ببروتوكول صارم لكل شكل يتم إنتاجه.
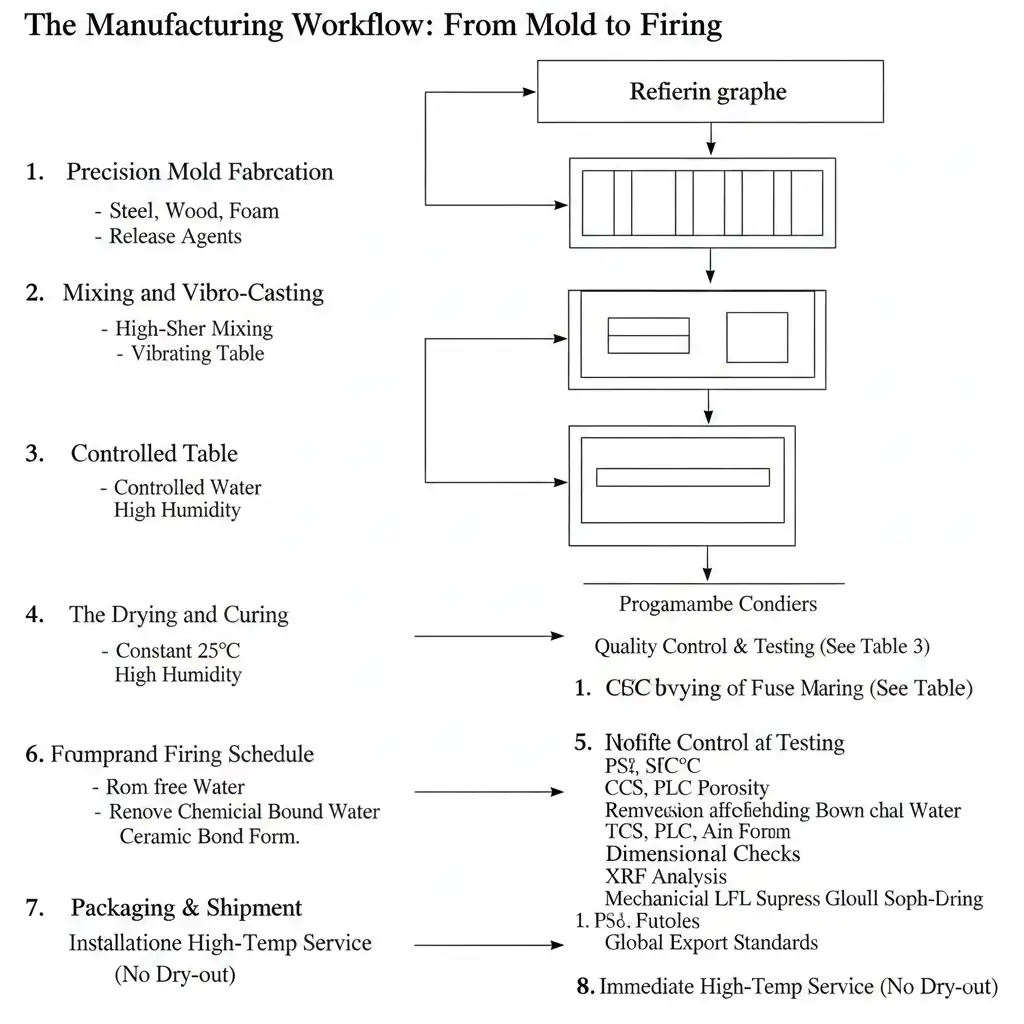
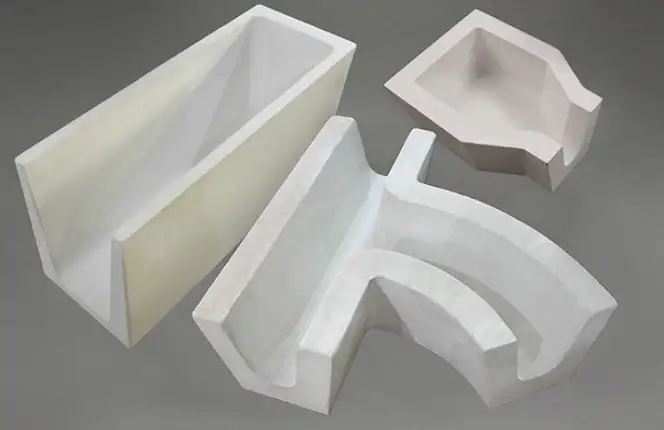
1. تصنيع القوالب الدقيقة
يحدد القالب دقة الأبعاد. نحن نستخدم القوالب الفولاذية أو الخشبية أو القوالب الرغوية عالية الكثافة. وبالنسبة للإنتاج بكميات كبيرة، يُفضل استخدام القوالب الفولاذية لأنها تحافظ على التحمل على مدى مئات الدورات. تتم معالجة سطح القالب بعوامل تحرير لضمان الحصول على تشطيب ناعم على المنتج النهائي.
2. الخلط والصب الاهتزازي
إضافة الماء هي المتغير الأكثر أهمية. فالكثير من الماء يؤدي إلى ظهور مسام؛ والقليل منه يؤدي إلى تكوّن مسام. نستخدم خلاطات مجداف عالية القص لتنشيط المواد المضافة بأقل قدر من الماء.
أثناء الصب، يوضع القالب على طاولة اهتزاز. نقوم بضبط التردد ليتناسب مع الخصائص المتغيرة الانسيابية للقالب القابل للصب. وهذا يجبر فقاعات الهواء على الخروج ويضمن أن تملأ المادة كل شق في القالب.
3. ظروف المعالجة المضبوطة
تسمح المعالجة للمادة الرابطة بالترطيب وتشكيل روابط كيميائية قوية. هذه العملية حساسة لدرجة الحرارة والرطوبة. تحافظ غرف المعالجة في ADtech على درجة حرارة ثابتة تبلغ 25 درجة مئوية (77 درجة فهرنهايت) مع مستويات رطوبة عالية. نقوم بمراقبة الحرارة الطاردة (الحرارة الناتجة عن التفاعل الكيميائي) لمنع تكوّن التشققات بينما لا يزال الشكل أخضر (غير مشتعل).
4. جدول التجفيف والحرق
هذا هو المكان الذي تكتسب فيه الأشكال مسبقة الصب ميزتها الأساسية. إن إزالة الماء من الخرسانة الحرارية أمر خطير إذا تم التسرع في إزالتها. فالماء يتحول إلى بخار ويمكن أن يفجر الكتلة.
نستخدم أفران تعمل بالغاز قابلة للبرمجة. ترتفع درجة الحرارة ببطء:
-
محيط إلى 110 درجة مئوية: إزالة الماء الحر.
-
110 درجة مئوية إلى 350 درجة مئوية: إزالة المياه المدمجة كيميائياً.
-
350 درجة مئوية إلى 800 درجة مئوية: تشكيل الرابطة الخزفية.
لماذا تختار الطوب الجاهز بدلاً من الطوب القرميدي أو المتآلف؟
يتردد العديد من مديري المصانع في التحول من الطوب القياسي أو المصبوبات المصبوبة في الحقل. ومع ذلك، فإن البيانات التشغيلية تدعم التحول إلى المصبوبات مسبقة الصب.
التخلص من متغيرات التثبيت
التركيب الميداني فوضوي. يؤثر الغبار ودرجات الحرارة المحيطة المتفاوتة والخطأ البشري أثناء الخلط على الجودة النهائية. يتم تصنيع الأشكال مسبقة الصب في المصنع. يتم التحقق من الجودة قبل وصول المنتج إلى موقعك.
سرعة التثبيت
يستغرق وضع آلاف الطوب أسابيع. بينما يستغرق تركيب الكتل الجاهزة الكبيرة أيامًا. نظرًا لأن الأشكال الجاهزة قد تم حرقها بالفعل، فلن تحتاج إلى إجراء دورة “تجفيف” طويلة بعد التركيب. يمكنك رفع درجة حرارة الفرن إلى درجة حرارة التشغيل على الفور تقريبًا.
الجدول 2: مقارنة بين طرق التبطين الحراري
| الميزة | الطقطقة القياسية | متجانسة مصبوبة في الحقل | الأشكال مسبقة الصب ADtech |
| سرعة التثبيت | بطيئة (كثيفة العمالة اليدوية) | متوسط (يتطلب صندقة) | سريع (رافعة/مساعدة في الرفع) |
| المفاصل (نقاط الضعف) | العديد من المفاصل | عدد قليل من المفاصل | وصلات متشابكة مصممة هندسيًا |
| التجفيف المطلوب | لا يوجد | نعم (3-7 أيام في الموقع) | لا (قبل الحرق) |
| كثافة المواد | عالية | متغير | عالية باستمرار |
| تكلفة العمالة | عالية | متوسط | منخفضة |
التطبيقات الحرجة في الصناعات الثقيلة
تخدم حلول ADtech مسبقة الصب الجاهزة القطاعات التي تمثل فيها الحرارة أداة وتهديداً.
صناعة الأسمنت والجير
تعاني حلقة الأنف وأنبوب الموقد في الفرن الدوار من صدمة حرارية شديدة وتآكل من الكلنكر. وتدوم الكتل مسبقة الصب هنا أكثر من الفولاذ لأنها لا تتشوه تحت الحرارة. كما أننا نوفر أيضًا أشكالًا لمقدمة الثور المبرد ومخمدات مجرى الهواء الثالث.
الصلب والألومنيوم
في مغارف الصلب، تتحمل وسادات الصدمات السفلية مسبقة الصب قوة المعدن المنصهر الذي يتم دقه. بالنسبة لأفران الألومنيوم، تمنع تركيباتنا غير المبللة نمو الياقوت الأحمر على المنحدرات والمداخن.
سخانات البتروكيماويات
يحدد بلاط الشعلة في المصلحات شكل اللهب. إذا تدهورت هذه، يمكن أن يؤدي اصطدام اللهب إلى تلف أنابيب المعالجة. تضمن بلاطات الشعلات عالية الدقة لدينا ديناميكية هوائية صحيحة للهب.
دراسة حالة: تحسين مصنع الأسمنت في فيتنام
الوقت: مارس 2023
الموقع: مقاطعة ها نام، فيتنام
العميل: شركة أسمنت بورتلاند كبيرة الحجم مصنعة للأسمنت البورتلاندي (تم حجب الاسم للخصوصية)
التحدي:
كان العميل يعاني من أعطال متكررة في أنبوب موقد الفرن. كانت البطانة الأصلية عبارة عن مزيج من التبطين المطبق ميدانيًا. ونظرًا للاهتزاز الشديد والدوران الحراري الشديد (1400 درجة مئوية)، كانت البطانة تتشقق وتسقط كل 3 إلى 4 أشهر. وقد أدى ذلك إلى إغلاق غير مجدول مما كلف المصنع ما يقرب من $150,000 يوميًا في الإنتاج المفقود.
حل ADtech:
اقترحنا التحويل إلى تصميم مسبق الصب.
-
التصميم: قمنا بتصميم نظام سداسي مجزأ باستخدام AD-Tabular 90 (ألومينا عالية النقاء).
-
التثبيت: لقد استخدمنا مثبتات على شكل V مصنوعة من الفولاذ المقاوم للصدأ بدرجة 310، ملحومة مسبقًا في غلاف فولاذي ينزلق فوق أنبوب الموقد.
-
التصنيع: تم صبّ الأشكال ومعالجتها وحرقها في منشأتنا على درجة حرارة 600 درجة مئوية لضمان إزالة جميع المياه.

النتيجة:
استغرق التركيب 12 ساعة بدلاً من 48 ساعة المعتادة للتجهيز والتجفيف. تم تشغيل الفرن على الفور.
-
العمر الافتراضي: تم تشغيل بطانة أنابيب الموقد الجديدة منذ 14 شهرًا ولا تزال تعمل بشكل جيد.
-
الوفورات: تجنب العميل ثلاث دورات إغلاق، مما وفر ما يقدر بـ $1.8 مليون في خسائر الإنتاج على مدار العام.
معايير مراقبة الجودة والاختبار
نحافظ على الثقة من خلال الشفافية. تخضع كل دفعة من أشكال ADtech مسبقة الصب لاختبارات صارمة في مختبرنا. نحن نتبع بروتوكولات اختبار ASTM وISO.
التحقق من الممتلكات المادية
نحن نقوم بصب مكعبات الاختبار جنباً إلى جنب مع عملية الإنتاج الرئيسية. يتم اختبار هذه المكعبات من أجل:
-
قوة التكسير على البارد (CCS): التأكد من قدرة الكتلة على تحمل الأحمال الهيكلية.
-
التغيير الخطي الدائم (PLC): التحقق من أن الشكل لن يتقلص أو يتمدد بشكل مفرط عند الحرارة العالية.
-
المسامية: تم التأكد من ذلك من خلال طريقة أرخميدس.
فحص تفاوت الأبعاد
يجب أن يتناسب الشكل مسبقة الصب بشكل مثالي. إذا كانت التفاوتات غير متساوية، فسوف تتكون فجوات. تسمح هذه الفجوات للحرارة بتجاوز البطانة وإتلاف الغلاف الفولاذي. نحن نستخدم أدوات قياس بالليزر لضمان أن تكون جميع الأبعاد في حدود ± 2 مم (أو أكثر إحكاماً عند الطلب).
الجدول 3: مقاييس ضمان الجودة في ADtech
| معلمة الاختبار | قياسي مستعمل | التردد | معايير القبول |
| التركيب الكيميائي | التفلور بالأشعة السينية (XRF) | كل دفعة | ± 1% من المواصفات |
| الكثافة السائبة | ASTM C134 | كل دفعة | > الحد الأدنى للمواصفات |
| قوة التكسير على البارد | ASTM C133 | كل دفعة | > الحد الأدنى للمواصفات |
| العيوب الداخلية | الاختبار بالموجات فوق الصوتية | الفحص الموضعي العشوائي | لا توجد فراغات داخلية > 3 مم |
استكشاف مشاكل الحراريات الشائعة وإصلاحها
حتى مع أفضل المواد، يمكن أن تنشأ مشاكل إذا تغيرت ظروف التشغيل. إليك كيفية تشخيص المشاكل.
التشقق الحراري
إذا كان الشكل يتشقق في طبقات موازية للوجه الساخن، فهذا تشقق حراري. يحدث هذا عندما تحدث تغيرات في درجة الحرارة بسرعة كبيرة.
-
إصلاح: نقوم بتعديل المزيج ليشمل الألياف العضوية. تحترق هذه الألياف، تاركةً قنوات صغيرة تسمح للبخار بالخروج وتوفر المرونة.
التشقق الهيكلي
ويحدث ذلك عندما يخترق الخبث الطوب ويغير من تركيبته الكيميائية. حيث تتمدد الطبقة المخترقة بشكل مختلف عن بقية الطوب وتنفصل.
-
إصلاح: نزيد من كثافة المزيج أو نضيف عوامل غير مبللة (مثل كبريتات الباريوم أو أملاح معينة) لصد الخبث.
فشل المرساة
إذا كانت الخرسانة سليمة ولكنها سقطت من الحائط، فهذا يعني أن المرساة فشلت.
-
إصلاح: نقوم بتحليل المرساة الفاشلة. إذا ذابت، نقوم بترقية السبيكة. إذا انكسرت، نتحقق من وجود فجوات تمدد مناسبة.
الاتجاهات المستقبلية في التكنولوجيا الحرارية
تتجه الصناعة نحو “المواد المقاومة للحرارة الذكية”. تعمل ADtech حاليًا على البحث في دمج مستشعرات التآكل في الكتل الجاهزة. سترسل هذه المستشعرات البيانات إلى غرفة التحكم، لتنبيه المشغلين عندما يصل سمك البطانة إلى مستوى حرج. سيقضي نموذج الصيانة التنبؤية هذا على الأعطال غير المتوقعة تمامًا.
علاوة على ذلك، نقوم بتطوير مواد صب “مربوطة بالنانو”. باستخدام تقنية النانو في المصفوفة، يمكننا تقليل حجم المسام إلى نطاق النانومتر. وهذا سيجعل الأشكال غير قابلة لاختراق الغاز والخبث.
الأسئلة الشائعة (FAQs)
1. ما هي المهلة الزمنية اللازمة للأشكال مسبقة الصب المخصصة؟
عادةً ما تستغرق المهلة الزمنية من 3 إلى 5 أسابيع. ويشمل ذلك تصميم القالب والتصنيع والصب والمعالجة والحرق. يمكن تلبية الطلبات المستعجلة حسب درجة تعقيد القالب.
2. هل يمكنني تركيب الأشكال مسبقة الصب بنفسي؟
نعم. بما أن الأشكال مسبقة الحرق، فإن التركيب ميكانيكي (مثبتات اللحام أو البراغي). ومع ذلك، نوصي بوجود مشرف ADtech لضمان إحكام إغلاق الوصلة بشكل صحيح.
3. ما الملاط الذي يجب أن أستخدمه بين الكتل مسبقة الصب؟
غالباً ما نوصي بعدم استخدام الملاط (الوصلات الجافة) في العديد من التطبيقات للسماح بالتمدد. إذا كانت هناك حاجة إلى الختم، استخدم بطانية من الألياف الخزفية أو ملاطاً خاصاً مرتبطاً بالفوسفات يتناسب مع كيمياء الكتلة.
4. كيف تنقل الأشكال الكبيرة مسبقة الصب؟
نستخدم صناديق خشبية شديدة التحمل مع حشوة رغوية. الأسطح الحرجة محمية. نقوم بالشحن على مستوى العالم ونضمن أن التعبئة والتغليف تتوافق مع معايير التصدير الدولية.
5. ما هو الحد الأقصى للوزن الذي يمكنك إلقاءه؟
لدينا كتل مفردة مصبوبة يصل وزنها إلى 5 أطنان مترية. بالنسبة للتركيبات الأكبر حجماً، نقوم بتصميم أنظمة مجزأة لتسهيل النقل والتركيب.
6. هل تكلف الأشكال مسبقة الصب أكثر من الطوب؟
غالباً ما تكون تكلفة المواد الأولية أعلى من الطوب القياسي. ومع ذلك، عندما تأخذ في الاعتبار التخلص من القوالب، وانخفاض عمالة التركيب، والعمر التشغيلي الأطول، فإن التكلفة الإجمالية للملكية عادة ما تكون أقل.
7. هل يمكنك تكرار شكل موجود من الرسم؟
نعم. يمكننا العمل من رسومات PDF ثنائية الأبعاد، أو ملفات CAD ثلاثية الأبعاد، أو حتى من خلال الهندسة العكسية لعينة مادية في حالة فقدان الرسومات.
8. ماذا يحدث إذا انكسر أحد الأشكال أثناء التشغيل؟
البطانات مسبقة الصب هي وحدات. ما عليك سوى إزالة واستبدال الكتلة التالفة، وليس الجدار بأكمله. نوصي بالاحتفاظ ببعض الأشكال الاحتياطية في المخزون للإصلاحات الطارئة.
9. هل أشكالكم متوافقة مع مواقد الهيدروجين؟
نعم، ينتج عن احتراق الهيدروجين محتوى رطوبة أعلى. لدينا تركيبات محددة منخفضة السيليكا مقاومة للغلاف الجوي المختزل وضغط بخار الماء المرتفع لحرق الهيدروجين.
10. كيف تمنع الأشكال من الالتصاق بالقالب؟
نحن نستخدم عوامل تحرير متخصصة تعتمد على الشمع أو الزيت. بالنسبة للأشكال الهندسية المعقدة، نستخدم بطانات قوالب البولي يوريثان المرنة للسماح بإزالة القوالب بسهولة دون إتلاف الحواف.
هل أنت مستعد لترقية أدائك الحراري؟
إذا كانت بطانتك الحالية تتعطل كثيرًا أو إذا كنت بحاجة إلى تقليل فترة إيقاف التشغيل التالية، فإن ADtech على استعداد للمساعدة. نحن لا نبيع المنتجات فقط؛ بل نبيع الموثوقية.
