بالنسبة للعديد من عمليات الإنتاج الصغيرة إلى المتوسطة الحجم والمكونات التي تتطلب قوة ميكانيكية جيدة وبنية مجهرية كثيفة وتشطيب سطحي فائق دون تكلفة عالية للأدوات المستخدمة في طرق الضغط العالي، يوفر صب الألومنيوم بالجاذبية أفضل توازن بين جودة الأجزاء والمعالجة المعدنية القابلة للتنبؤ والكفاءة من حيث التكلفة. عندما يتم تصميم القوالب بشكل صحيح، ويتم التحكم في معالجة الصهر، وإدارة التصلب باستخدام بوابات ورافعات استراتيجية، يمكن أن تتطابق أجزاء الألومنيوم المصبوبة بالجاذبية مع متانة المكونات المصنوعة بواسطة طرق الصب الأخرى أو تتجاوزها، مع تقليل المسامية وتحسين قابلية التشغيل الآلي.
1. المصطلحات وتصنيف العمليات
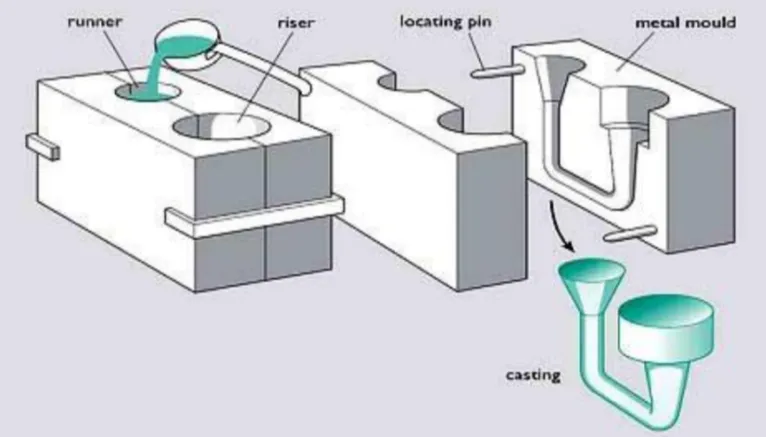
يشير مصطلح "الصب بالجاذبية" عادةً إلى العملية التي يتم فيها إدخال سبائك الألومنيوم المنصهرة في قالب تحت تأثير الجاذبية وحدها. هناك معنيان عامان شائعان الاستخدام في الصناعة. بالمعنى الأوسع، يشمل الصب بالجاذبية تقنيات الصب بالرمل، والصب بالاستثمار، والرغوة المفقودة، والقوالب الدائمة حيث لا يوجد ضغط خارجي يدفع المعدن إلى التجويف. بالمعنى الضيق، يشير المصطلح إلى الصب بالجاذبية في قوالب دائمة حيث تستقبل قالب معدني قابل لإعادة الاستخدام المعدن المنصهر عن طريق صبه من الأعلى ويملأ المعدن التجويف من الأسفل إلى الأعلى مدفوعًا بالجاذبية. يقع الصب بالجاذبية في قوالب دائمة بين الصب بالرمل التقليدي والصب بالقالب عالي الضغط من حيث تكلفة الأدوات وتشطيب السطح والخصائص الميكانيكية.

2. السبائك النموذجية والمعادن الرئيسية
تشمل سبائك الألومنيوم الشائعة المستخدمة في الصب بالجاذبية A356 و A357 و A380 و ADC12 و 356 ومختلف أنواع سلسلة 3xx و 4xx التي يتم اختيارها لقابليتها الجيدة للصب وقوتها واستجابتها للمعالجة الحرارية. تؤثر معالجة الصهر على محتوى الهيدروجين والأكاسيد ومستويات الشوائب التي تتحكم في المسامية والقوة. تختلف درجات حرارة الصهر النموذجية حسب السبيكة؛ بالنسبة لسبائك الألومنيوم الشائعة المستخدمة في الصب، غالبًا ما يتراوح نطاق درجة حرارة الصب بين 30 و 80 درجة فوق درجة الانصهار، مما ينتج درجات حرارة صب في نطاق يقارب 650 إلى 760 درجة مئوية للعديد من سبائك الصب. تعتبر معالجات تنقية الحبيبات وإزالة الغازات والتعديل معالجات قياسية لإنتاج بنية مجهرية دقيقة وتقليل عيوب الانكماش. اقرأ أيضًا:الصب بالقالب مقابل الصب بالرمل.
الجدول 1. سبائك الألمنيوم الشائعة المستخدمة في الصب ومرجع سريع
| سبيكة (الاسم الشائع) | حالات الاستخدام النموذجي | خصائص الصب | قابل للمعالجة الحرارية |
|---|---|---|---|
| A356 / 356 | الأجزاء الهيكلية والعجلات والمبيتات | سيولة جيدة، قوة جيدة بعد المعالجة الحرارية T6 | نعم |
| A380 / ADC12 | مسبوكات للأغراض العامة ذات ملء جيد | حشوة ممتازة، قوة معتدلة | محدودة |
| 319 | مكونات المحرك | مقاومة جيدة للتعب الحراري | نعم |
| 6061 (أنواع مصبوبة) | الأجزاء القابلة للتشغيل الآلي | سيولة أقل، تستخدم بشكل انتقائي | نعم |
| سلسلة 4300 | مقاومة عالية للتشقق الحراري | متخصص | نعم |
3. سير العمل خطوة بخطوة في عملية الصب بالجاذبية
التسلسل الواضح يعطي نتائج قابلة للتكرار. التسلسل التالي يمثل أفضل الممارسات لإنتاج قوي.
-
تحضير القالب
تحتاج القوالب المعدنية إلى التنظيف والتسخين المسبق إلى درجة حرارة محددة وتطبيق طبقات طلاء أو رشاشات مقاومة للحرارة ووضع قلب القالب إذا تم استخدامه. يؤدي التسخين المسبق المناسب إلى تحسين التدرجات الحرارية أثناء التصلب. -
صهر ومعالجة السبائك
قم بالصهر في فرن مناسب. قم بإزالة الأكاسيد والشوائب عن طريق القشط واستخدم مواد التلحيم عند الضرورة. قم بإزالة الغازات باستخدام غازات خاملة أو أجهزة إزالة الغازات الدوارة لتقليل الهيدروجين المذاب. أضف مواد تنقية الحبيبات أو مواد التعديل لتنقية البنية الشجرية. حافظ على استقرار التركيب الكيميائي للصهر عن طريق أخذ عينات بانتظام. -
القلب والتجريف
انقل المعدن بواسطة مغرفة أو معدات صب آلية. احرص على الحفاظ على درجة حرارة صب ثابتة ومعدل صب ثابت لتجنب الاضطراب. -
صب في القالب
يجب أن يتم ملء القالب بالتدريج مع الحد الأدنى من الرش. تستخدم العديد من المتاجر بوابات التعبئة السفلية وأكواب الصب وأجهزة التحكم في التدفق لتوجيه المعدن إلى الأجزاء الرقيقة. -
إدارة التصلب
استخدم التبريد والتصاعدي والتبريد المتحكم فيه لتوجيه التصلب. الهدف هو التصلب الاتجاهي نحو المصاعد بحيث تظل مسامية الانكماش في المصاعد وليس في الصب النهائي. -
التخلص من الفائض والتنظيف
بالنسبة للقوالب الدائمة، افتح القالب واستخرج القالب. قم بإزالة البوابات والرافعات والزوائد باستخدام القطع الميكانيكي. -
المعالجة الحرارية والتشطيب
قم بإجراء المعالجة المطلوبة للحل، والتبريد، والتقادم إذا كانت السبيكة تتطلب ذلك. قم بالتشغيل الآلي حتى الوصول إلى التفاوتات النهائية، وقم بتطبيق المعالجات السطحية إذا لزم الأمر. -
التفتيش والاختبار
فحوصات الأبعاد، واختبارات الصلابة، والفحص بالأشعة السينية أو بالموجات فوق الصوتية للكشف عن العيوب الداخلية، واختبارات الضغط أو الاختبارات الوظيفية عند الاقتضاء.
4. أنواع القوالب وخيارات الأدوات
هناك ثلاث عائلات شائعة من القوالب المستخدمة في الصب بالجاذبية.
-
قوالب معدنية دائمة (قالب الجاذبية)
مصنوعة من الفولاذ أو الحديد؛ توفر تبريدًا سريعًا، وتشطيبًا جيدًا للسطح، وقابلية تكرار الأبعاد. هذه القوالب مناسبة للإنتاج المتوسط إلى العالي حيث تكون تكلفة الأدوات الأولية مبررة. -
قوالب الرمل
تكلفة أدوات أقل ومرونة عالية للأشكال المعقدة والمسبوكات الكبيرة. قوالب الرمل قابلة للاستهلاك مما يجعلها مثالية للنماذج الأولية والإنتاج بكميات صغيرة. -
قوالب الاستثمار والرغوة المفقودة
توفر دقة عالية في تحديد الخطوط وتقلل من الحاجة إلى المعالجة الآلية. يمكن أن ينتج عن الصب بالاستثمار هندسة ذات جدران رقيقة، ولكنه يتطلب مراقبة أكثر صرامة للعملية.
يختلف عمر الأداة حسب النوع. توفر القوالب المعدنية الدائمة تشطيبًا أفضل ولكنها تحتاج إلى صيانة وإعادة طلاء بعد العديد من الدورات. قد يتراوح العمر الافتراضي للقوالب الفولاذية الدائمة بين عشرات الآلاف ومئة ألف دورة، اعتمادًا على السبائك والمعالجة الحرارية للقالب والصيانة.
5. قواعد تصميم الأجزاء المصبوبة
يقلل التصميم الجيد للقالب من النفايات ووقت التصنيع. وتشمل القواعد الأساسية ما يلي:
-
حافظ على سماكة الجدار متجانسة قدر الإمكان لتجنب النقاط الساخنة وتجويفات الانكماش.
-
توفير حواف سخية عند الوصلات لتقليل تركيز الضغط ومشاكل التغذية.
-
قم بتضمين زوايا المسودة للسماح بالاستخراج من القالب لعمليات القوالب الدائمة.
-
استخدم الأضلاع لتوفير الصلابة بدلاً من الجدران الرقيقة للحفاظ على التغذية السليمة.
-
حدد مواقع البوابات والرافعات لتشجيع التصلب الاتجاهي نحو المناطق القابلة للتضحية.
إن اتباع نهج واعٍ في التعامل مع خط الفصل وإدارة التقطيع ووضع القلب يحافظ على عمر القالب ويقلل من أعمال التشطيب.
6. التحكم في البوابات والارتفاعات والتصلب
تحدد استراتيجية البوابات والارتفاعات السلامة الداخلية. بالنسبة للتعبئة بالجاذبية، يتم التعبئة بشكل افتراضي من أدنى نقطة في التجويف إلى أعلى، مما يدفع الغازات بشكل طبيعي أمام المعدن السائل. تشمل الممارسات الجيدة ما يلي:
-
استخدم بوابات التعبئة السفلية لتقليل تناثر السوائل وحبس الهواء.
-
ضع الرافعات في الأجزاء السميكة أو في المناطق التي يتركز فيها الانكماش بسبب التصلب.
-
أضف التبريد حيث يساعد التبريد السريع في الحصول على البنية المجهرية المطلوبة في المقاطع الرقيقة.
-
تأكد من وجود فتحات تهوية وقنوات تصريف لتسرب الغازات المحتبسة.
يساعد التخطيط التوجيهي للتصلب على منع الانكماش في المناطق المعرضة لضغط شديد ويبسط المعالجة الحرارية اللاحقة.

7. العيوب الشائعة والأسباب الجذرية والتدابير التصحيحية
قد تظهر عيوب في الأجزاء المصبوبة بالجاذبية مرتبطة بمعالجة الصهر أو الأدوات أو التصميم. فيما يلي مرجع موجز.
الجدول 2. العيوب النموذجية والأسباب الجذرية المحتملة والحلول
| العيب | السبب الجذري المحتمل | إجراء تصحيحي |
|---|---|---|
| المسامية (الانكماش) | التغذية غير الكافية، وضع الرفع غير المناسب | إعادة وضع الرافعات، زيادة حجم المغذي، التصلب الاتجاهي |
| مسامية الغاز | ارتفاع نسبة الهيدروجين، ضعف عملية إزالة الغازات، اضطراب | تحسين عملية إزالة الغازات، وتقليل الاضطراب أثناء الصب، واستخدام بوابات التعبئة السفلية |
| إغلاق البرد | درجة حرارة صب منخفضة، تعبئة بطيئة | ارفع درجة حرارة الصب قليلاً، وقم بتعديل البوابة لزيادة سرعة التعبئة |
| التمزيق الساخن | التصلب المقيد في المناطق المقيدة | تغيير التصميم لتوفير سماكة أكثر اتساقًا للمقطع، واستخدام مبردات |
| التضمينات | نظافة ذوبان رديئة، تدفق متدهور | تحسين عملية إزالة الرغوة من المادة المنصهرة والترشيح وصيانة البطانات المقاومة للحرارة |
| تشطيب سطح رديء | تآكل الرمال أو مشكلة طلاء العفن | تحسين طلاء القالب والتهوية، والتحقق من سلامة القالب |
بالنسبة لمعظم المشكلات، سيحدد التحليل المنهجي للأسباب الجذرية الذي يربط سجلات العمليات وعينات الصهر وسجلات الأدوات الإجراءات التصحيحية التي تحقق تحسينًا دائمًا.
8. المعالجة الحرارية والتشغيل الآلي والتشطيب
تستجيب العديد من سبائك الألومنيوم المصبوبة بالجاذبية بشكل جيد للمعالجة الحرارية لزيادة القوة والمتانة. تتضمن التسلسلات النموذجية المعالجة الحرارية بالمحلول، والتبريد، والشيخوخة الاصطناعية لسبائك مثل A356. الاعتبارات الرئيسية للمعالجة بعد الصب:
-
حافظ على درجات حرارة معالجة المحلول ضمن الحدود المسموح بها لتجنب الذوبان الأولي للمكونات منخفضة درجة الذوبان.
-
استخدم وسائط تبريد محكومة لمنع التشوه؛ قد تكون الأدوات أو التجهيزات ضرورية للحفاظ على ثبات الأبعاد.
-
خطط لبدلات التصنيع في مرحلة التصميم. يمكن أن تكون الأسطح المصبوبة بالجاذبية أكثر نعومة من الأسطح المصبوبة بالرمل، ولكنها قد تحتاج إلى تشطيب للحصول على أسطح دقيقة.
تعتمد المعالجات السطحية مثل الأكسدة أو الطلاء بالمسحوق أو الطلاء المعدني على السبائك وبيئة الخدمة المقصودة.
9. مراقبة الجودة والاختبارات غير المدمرة
تشمل ممارسات الاختبار غير المتلف الشائعة للأجزاء المصبوبة بالجاذبية ما يلي:
-
التصوير الشعاعي لرسم خرائط المسامية الداخلية.
-
الفحص بالموجات فوق الصوتية للمسبوكات الكبيرة التي قد لا تكون مساماتها مرئية بالأشعة السينية.
-
فحص التصدع السطحي في السبائك المناسبة باستخدام مادة صبغية نافذة أو جسيمات مغناطيسية.
-
الفحوصات المعدنية لهيكل الحبيبات والتفريغ الجزئي.
-
الاختبارات الميكانيكية بما في ذلك الشد والصلابة والتعب حيث يتطلب التصميم التحقق من الصحة.
تشكل مراقبة العمليات الإحصائية واعتماد المواد الواردة العمود الفقري للإنتاج الموثوق.
10. اقتصاديات الإنتاج ومتى يُفضل الصب بالجاذبية
يعد الصب بالجاذبية منافسًا من حيث التكلفة للإنتاج الصغير إلى المتوسط الحجم، حيث توفر القوالب الدائمة تكلفة أقل لكل قطعة مقارنة بالصب بالرمل، مع تجنب الاستثمارات المرتفعة جدًا في الأدوات المستخدمة في الصب بالقالب عالي الضغط. تعتمد وفورات الحجم على المواد وتعقيد القطع والتفاوتات المسموح بها. بالنسبة للهندسات البسيطة إلى المتوسطة التعقيد ذات الأحجام المتوسطة ومتطلبات القوة العالية، عادة ما يكون الصب بالجاذبية هو الأفضل من حيث التكلفة الإجمالية للقطعة. تشير الإرشادات المنشورة إلى أن الصب بالجاذبية باستخدام قوالب دائمة يصبح اقتصاديًا عند أحجام تبدأ من بضعة آلاف ويزداد ملاءمته مع حجم الإنتاج، بينما يظل الصب بالرمل مناسبًا للكميات الصغيرة أو القطع الفردية الكبيرة.
الجدول 3. مقارنة سريعة: الصب بالجاذبية، الصب بالضغط، الصب بالرمل
| متري | الصب بالجاذبية | الصب بالضغط | الصب بالرمل |
|---|---|---|---|
| تكلفة الأدوات الأولية | متوسط | عالية | منخفضة |
| تشطيب السطح | جيد | جيد جداً | خشن |
| تفاوت الأبعاد | جيد | ممتاز | متغير |
| الأحجام المناسبة | صغيرة إلى متوسطة | عالية | النموذج الأولي إلى المتوسط |
| السبائك النموذجية | الألومنيوم والمغنيسيوم | الألومنيوم والزنك | العديد من السبائك |
| التحكم في المسامية | جيد مع التغذية السليمة | خطر أعلى ما لم يكن الفراغ/الخامل | متغير |

11. السلامة والاعتبارات البيئية والملاحظات التنظيمية
يتطلب العمل مع المعادن المنصهرة اتباع إجراءات سلامة صارمة. وتشمل الضوابط الرئيسية ما يلي:
-
معدات الوقاية الشخصية المناسبة للعمال، بما في ذلك الحماية من الحرارة ورذاذ المعادن.
-
أجهزة التحكم في عادم الفرن والتهوية لإدارة غازات الاحتراق والجسيمات.
-
استراتيجيات الترشيح وإعادة التدوير بالصهر لتقليل النفايات والهدر في الطاقة.
-
التخزين والمناولة السليمة للمواد المساعدة وعناصر السبائك وفقًا للوائح المحلية.
-
الفحص والصيانة المنتظمان للبوتقات والمغارف والبطانات المقاومة للحرارة للحد من الأعطال الكارثية.
سيعتمد الامتثال للوائح التنظيمية على القوانين المحلية؛ قم دائمًا بتوثيق الانبعاثات والتخلص من النفايات وميزات تدريب العمال.
12. ملاحظات عملية من الصناعة
يظهر الإنتاج في العالم الحقيقي هذه النقاط بشكل متكرر:
-
غالبًا ما تؤدي التغييرات الصغيرة في هندسة البوابات إلى تحسن كبير في التحكم في المسامية.
-
تعد كيمياء الذوبان المتسقة عاملاً أساسياً في تحديد الأداء الميكانيكي القابل للتكرار.
-
تساعد برامج فهرسة الأدوات وصيانة القوالب التي تتعقب عدد الدورات على إطالة عمر الأدوات وتقليل فترات التعطل غير المتوقعة.
-
استخدام المحاكاة الحاسوبية للتعبئة والتصلب يؤتي ثماره في أول أداة معقدة من خلال تقليل التكرارات.
يتجه العديد من المصنعين نحو الأتمتة الجزئية لعمليات السكب والتصبغ من أجل تثبيت درجة حرارة ومعدل الصب، مما يؤدي مباشرة إلى خفض معدلات الخردة.
13. قائمة مراجعة المواصفات العملية لبدء عملية الصب بالجاذبية
-
اختر السبائك واحصل على شهادة المواد.
-
تأكد من مادة القالب، وتسخين الوصفة، والطلاء.
-
تعيين درجة حرارة الذوبان المستهدفة وجدول إزالة الغازات.
-
حدد تخطيطات البوابات والرافعات والفتحات في ملاحظات الرسم.
-
إنشاء خطة للتحكم في درجات الحرارة ووقت الصب وعدد الدورات.
-
التأكد من صلاحية بروتوكولات الفحص ومعايير القبول.
-
تشغيل دفعة تجريبية لإجراء قياس إحصائي للانكماش والخصائص الميكانيكية.
-
توثيق خطة الإجراءات التصحيحية للعيوب.
14. صب الألومنيوم بالجاذبية: الأسئلة الشائعة حول العملية والجودة
1. ما هي نقطة التحكم الوحيدة الأكثر أهمية لتقليل المسامية؟
2. ما هي السبائك الأسهل في الصب بالجاذبية؟
3. ما الفرق بين الصب بالقالب بالجاذبية والصب بالقالب بالضغط العالي؟
4. كيف ينبغي تحديد أحجام الرافعات لمسبوكات الألومنيوم ذات الجاذبية؟
5. هل يمكن معالجة الأجزاء المصبوبة بالجاذبية بالحرارة؟
6. متى يفضل الصب بالرمل على الصب بالقالب بالجاذبية؟
7. ما مدة بقاء قالب القالب الدائم؟
8. ما هو التشطيب المطلوب للأسطح التجميلية؟
9. هل الصب بالجاذبية مناسب للأجزاء الهيكلية للسيارات؟
10. كيف أختار بين الصب بالجاذبية والصب بالضغط؟
15. نصائح عملية ختامية من خبير منتجات
-
ابدأ في استخدام مخططات التحكم في العمليات من اليوم الأول؛ راقب درجة حرارة الصب، وتركيب الكيميائي للذوبان، وعدد الدورات.
-
استخدم تجارب صغيرة لاختبار تغييرات البوابة قبل الشروع في إعادة صياغة القالب.
-
التعاون مع موردي السبائك لضبط معالجة الصهر للحصول على الخصائص الميكانيكية المستهدفة.
-
الاستثمار في التدريب على التعامل مع الأفران والمغارف لتقليل التباين الناتج عن العوامل البشرية.
