تتطلب مصبوبات الألمنيوم عالية الجودة رقابة صارمة على كيمياء الصهر وسلوك التدفق والتصلب. تنشأ العيوب الأكثر شيوعًا والأكثر أهمية للأداء — مسامية الغاز، والانكماش، واحتباس الأكسيد والشوائب، والتمزق الساخن، وعيوب السطح — في مراحل يمكن التنبؤ بها: تحضير الصهر، والنقل، وملء القالب، والتصلب. يتطلب التخفيف الفعال برنامجًا منسقًا يجمع بين التنظيف القوي للصهر (التدفق أو إزالة الغازات)، الترشيح الهندسي (فلاتر رغوة السيراميك)، والتصميم الحراري والتحكم الدقيق في البوابات، وضوابط العملية المعتمدة. عند تنفيذ هذه التدابير معًا، يمكن للمصانع تقليل النفايات، وتحسين الخصائص الميكانيكية، وتلبية معايير قبول أعلى مع الحفاظ على فعالية تكلفة الإنتاج.
1. لماذا تعتبر عيوب صب الألومنيوم مهمة
تؤدي جودة الصب الرديئة إلى زيادة تكلفة الوحدة، وتزيد من مخاطر الفشل الميداني، ويمكن أن تؤدي إلى استبعاد الأجزاء من تطبيقات الفضاء الجوي والسيارات أو تطبيقات الاحتفاظ بالضغط. يؤدي التحكم في سلامة الصب إلى انخفاض معدل السماح بالتشغيل الآلي، وزيادة العائد، وسلوك ميكانيكي يمكن التنبؤ به، وثقة أقوى من جانب العملاء. غالبًا ما تكون ضوابط العملية القابلة للتتبع ومعالجة الصهر الموثقة مطلوبة لتلبية متطلبات الشراء والشهادات.
2. كيف تتشكل العيوب
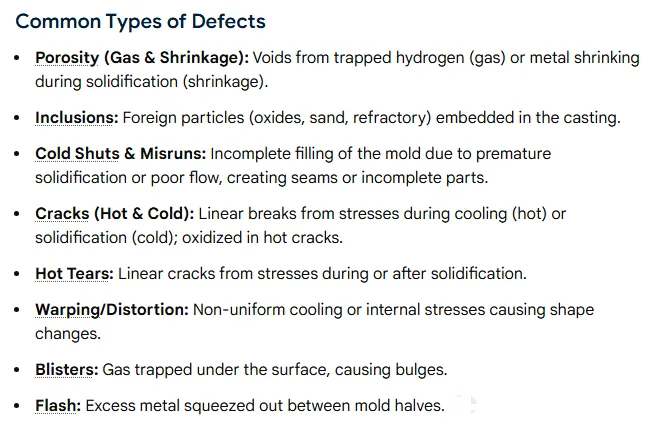
تنشأ العيوب عندما ينتج عن المعدن أو القالب أو الأدوات أو ظروف العملية تدفق غير منتظم أو غاز محبوس أو تغذية غير كافية أثناء تغير الطور. العمليات الرئيسية التي تولد العيوب:
-
يؤدي ذوبان الغاز وإطلاقه أثناء التصلب إلى تكوين مسام مستديرة.
-
يؤدي الانكماش الحراري دون تغذية كافية بالمعدن إلى تكوين تجاويف انكماش وفراغات داخلية.
-
يؤدي التعبئة المضطربة وتفكك السطح إلى تكوين طبقات أكسيدية يتم جرها، مما ينتج عنه شوائب غير معدنية وطبقات ثنائية.
-
تؤدي التدرجات الحرارية غير الكافية أو الانكماش المقيد إلى حدوث تمزقات ساخنة.
هذه الآليات مدروسة جيدًا في الأدبيات؛ سلوك قابلية ذوبان الهيدروجين أمر أساسي لمسامية الغاز لأن الألومنيوم المنصهر يمكنه حمل كمية أكبر بكثير من الهيدروجين مقارنة بالصلب، لذا يتم رفض الهيدروجين أثناء التصلب ويشكل فقاعات إذا لم تتم إزالته مسبقًا.
3. التصنيف: عيوب صب الألمنيوم الشائعة (جدول ملخص)
| نوع العيب | المظهر النموذجي | الأسباب الجذرية الأساسية | طرق الكشف النموذجية |
|---|---|---|---|
| مسامية الغاز (الهيدروجين) | ثقوب داخلية/دبوسية مستديرة | الهيدروجين المذاب الزائد؛ الرطوبة، الشحن المضطرب | الأشعة السينية، الموجات فوق الصوتية، التقطيع التدميري |
| مسامية الانكماش | تجويفات غير منتظمة بالقرب من المناطق الأخيرة التي تتصلب | التغذية غير الكافية، الارتفاع الضعيف، التدرجات الحرارية | الأشعة السينية، علم المعادن |
| شوائب أكسيد / طبقات ثنائية | الخيوط، العيوب الرقائقية | أكسدة السطح، التعبئة المضطربة، الجر | التحليل البصري والأشعة السينية والتحليل بين الحبيبات |
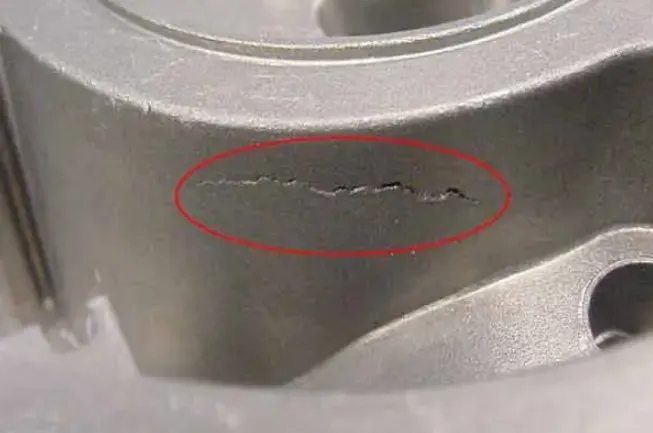
| دموع ساخنة / شقوق ساخنة | شقوق غير منتظمة بالقرب من النقاط الساخنة | إجهادات عالية الشد أثناء التصلب | البصري، اختراق الصبغة، علم المعادن |
| إغلاق البرد | خطوط اندماج غير مكتملة على السطح | درجة حرارة صب منخفضة، تعبئة بطيئة | أدلة بصرية وتشغيلية |
| أخطاء | أشكال قصيرة وغير مكتملة للقالب | درجة حرارة منخفضة، سرعة صب منخفضة | بصري |
| عيوب الرمل (الفجوات، انصهار الرمل) | حفر سطحية، بقع خشنة | تحلل العفن، رطوبة في الرمل | بصري، قطع |
| الشوائب (الخبث، المواد المقاومة للحرارة) | جزيئات صلبة، عيوب موضعية | تلوث سطح الذوبان، تآكل المواد المقاومة للحرارة | التحليل البصري والكيميائي |
| فقاعات سطحية / علامات غازية | المناطق المرتفعة، الفراغات تحت السطحية | توليد الغاز عند واجهة القالب | بصري، قطع |
| شقوق الانكماش (المناطق الباردة) | شقوق دقيقة في الانتقالات من السميك إلى الرقيق | عدم توافق التصميم الحراري | البصريات والمعدنوغرافيا |
(تتبع هذه التصنيفات الموجزة أطلس عيوب الصب القياسي وممارسات الصب.)
4. مسامية الغاز: العامل المحدد للأداء بشكل رئيسي
لماذا يعتبر الهيدروجين هو السبب المعتاد
يذوب الهيدروجين بسهولة في الألومنيوم السائل وأقل بكثير في الألومنيوم الصلب. أثناء التبريد، تنخفض قابلية الذوبان بشكل مفاجئ ويتم طرد الهيدروجين إلى السائل المتبقي، حيث يتشكل فقاعات تصبح محاصرة إذا لم تتمكن من الهروب قبل اكتمال التصلب. تفسر هذه الآلية سبب تركيز المسامية غالبًا في المناطق بين التشعبات والمناطق التي تتصلب أخيرًا. من الضروري مراقبة ومراقبة محتوى الهيدروجين المنصهر، بالإضافة إلى خطوات العملية التي تسمح للهيدروجين بالهروب.
الكشف العملي والقبول
-
استخدم مستشعرات الهيدروجين المذاب في الوقت الفعلي لمراقبة العملية.
-
استخدم التصوير بالأشعة السينية أو التصوير المقطعي المحوسب للأجزاء الحساسة.
-
وضع حدود القبول (على سبيل المثال، تتطلب العديد من قطع غيار الطائرات أن تكون المسامية الداخلية قريبة من الصفر وتستخدم معايير أشعة سينية صارمة).
تسلسل الإجراءات التصحيحية
-
منع دخول الهيدروجين: تجفيف المواد المشحونة، إزالة مصادر الرطوبة، التحكم في جو الفرن.
-
معالجة الصهر: التذويب وإزالة الغازات لإزالة الغازات المذابة والملوثات السطحية.
-
الترشيح والتعبئة الخاضعة للرقابة لمنع إعادة التلوث والانجراف.
-
إدارة التصلب لتجنب احتباس الغاز في المناطق بين الفروع (وضع الرافعات، التبريد).
5. الانكماش وفشل التغذية
تظهر عيوب الانكماش عندما يستهلك التصلب حجم المعدن محليًا ولا يصل أي معدن تغذية بسبب سوء تصميم الناهض أو العزل الحراري. تجنب الانكماش هو عملية حرارية وعملية بوابة:
-
استخدم مبادئ التصلب الاتجاهي بحيث يتدفق المعدن المنصهر نحو القنوات الصاعدة.
-
حدد مواقع الأنابيب الصاعدة في المناطق الأقل تعرضًا للتجمد وتأكد من أن كتلة الأنابيب الصاعدة والعزل الحراري مناسبان.
-
استخدم التبريد لتغيير جبهة التصلب إذا كان حجم الناهض محدودًا.
-
التحقق من الصحة باستخدام أدوات المحاكاة؛ تستخدم العديد من المسابك الناجحة محاكاة الصب للتنبؤ بالنقاط الساخنة وحجم المرتفعات بشكل صحيح.
6. طبقات الأكسيد والشوائب والطبقات المزدوجة: القتلة غير المرئيين
عندما يتلامس الألمنيوم المنصهر مع الهواء، فإنه يشكل طبقة أكسيد في غضون أجزاء من الثانية. إذا كان التدفق مضطربًا أو تعرض السطح للاضطراب أثناء الصب، فإن هذه الطبقات تنثني في المادة المنصهرة مكونة عيوبًا طبقية تسمى طبقات ثنائية، والتي تقلل بشكل كبير من مقاومة الإجهاد وتشكل مواقع لبدء التشققات. يتطلب منع انجراف الأكسيد ما يلي:
-
التعبئة الطبقية عبر تصميم بوابة مناسب وممارسة التندش.
-
تنظيف السطح وإزالة الرواسب قبل النقل.
-
استخدام مرشحات فعالة تعمل على احتجاز الشوائب الدقيقة وتنتج تدفقًا مستقرًا في اتجاه التيار. تنتج المرشحات الرغوية الخزفية تدفقًا طبقيًا وتلتقط ميكانيكيًا الأكاسيد والجسيمات المحمولة مع مقاومة الصدمات الحرارية والتآكل، مما يساعد على تقليل عدد الشوائب وتحسين موثوقية الأجزاء.
7. الدموع الساخنة والضغوط الحرارية
يحدث التمزق الساخن عندما لا يمكن استيعاب انكماش السبائك خلال المرحلة النهائية من التصلب عن طريق التشوه البلاستيكي لأن المادة شبه صلبة وهشة. الضوابط الرئيسية:
-
تجنب التغييرات الحادة في المقاطع والتحولات المقيدة من الرقيق إلى السميك.
-
تعزيز التدرجات الحرارية الأكثر اتساقًا؛ استخدام أجهزة التبريد أو السخانات الموضعية لتغيير ترتيب التجميد.
-
اختر السبائك والممرات التي تقلل من وقت بقاء النقاط الساخنة.
-
استخدم المحاكاة لتقدير الإجهاد الحراري وضبط الأدوات.
8. مشاكل تشطيب الأسطح والعيوب التجميلية
يمكن أن تنتج الشوائب السطحية عن عيوب الرمل، أو الغاز الموجود على سطح القالب، أو المواد المقاومة للحرارة الرديئة، أو الأفران المتسخة. وتشمل خطوات الوقاية التحكم الصارم في الرمل، وجفاف ونظافة المواد المستخدمة، وصيانة المواد المقاومة للحرارة، والترشيح لمنع إعادة ترسب الشوائب على أسطح مسار التدفق.
9. تقنيات المعالجة بالصهر (التدفق، إزالة الغازات)
وظائف التدفق والاختيار
مواد التلحيم المستخدمة في معالجة الألمنيوم المصهور هي مزيج هندسي من الأملاح غير العضوية المستخدمة للتحكم في الخبث وإزالة الأكسدة وإزالة الشوائب وتنقية كيمياء المصهور. يمكن للمواد المساعدة الحبيبية عالية الجودة أن: تغطي المادة المنصهرة لمنع الأكسدة، وتربط أو تطفو الخبث، وتعزز اندماج الشوائب الصغيرة، وتساعد في إزالة الغازات المذابة عند استخدامها مع التحريك. يعتمد اختيار المادة المساعدة المناسبة على عائلة السبائك ودرجة حرارة التشغيل وما إذا كانت المعالجة مخصصة لإزالة الغازات أو التنظيف أو التحكم في التركيب الكيميائي.
طرق إزالة الغازات
تشمل طرق إزالة الغازات الشائعة ما يلي:
-
فقاقيع غاز التطهير: يتم تمرير غاز خامل (الأرجون أو النيتروجين) عبر الألومنيوم المنصهر لإزالة الهيدروجين. فعال وقابل للتطوير ويستخدم على نطاق واسع.
-
التفريغ بالغاز الدوار: يقوم الدوار بتوزيع الغاز على شكل فقاعات دقيقة مما يزيد من كفاءة التقاط الهيدروجين. مناسب للأفران عالية الإنتاجية.
-
أجهزة لوحية / أجهزة صلبة لإزالة الغازات: أقراص كيميائية تتفاعل لتطلق غازات تساعد على تكوين الهيدروجين. مفيدة للمتاجر الصغيرة ولكنها قد تضيف بقايا.
-
تفريغ الغاز من الهواء: يقلل الضغط لتعزيز توليد الهيدروجين؛ يستخدم عندما تكون مستويات الهيدروجين منخفضة للغاية.
-
إزالة الغازات بالموجات فوق الصوتية: يمكن للتجويف الصوتي إزالة الغاز المذاب وبعض الشوائب؛ يظهر في تطبيقات متخصصة.
كل طريقة لها مزايا وعيوب من حيث تكلفة المعدات والإنتاجية ومهارة المشغل والمخلفات. يوفر البرنامج المدمج — إزالة الغازات ميكانيكياً مع تنقية الغاز بالإضافة إلى الترشيح والتصفية — أفضل تخفيض عملي في معدل العيوب لمعظم مصانع الألمنيوم.
10. تقنيات الترشيح ومكان التركيب
لماذا تستخدم مرشحات الرغوة الخزفية على نطاق واسع
توفر المرشحات الرغوية الخزفية القائمة على الألومينا مسامية عالية مع مسارات متعرجة تعمل على احتجاز الجسيمات حتى أحجام الميكرون وتحويل التدفق الفوضوي إلى تدفق طبقي. ونظرًا لأنها قوية حراريًا ومقاومة للتآكل، فهي خيار موثوق به لصب سبائك الألومنيوم حيث يعد إزالة الشوائب وتسوية التدفق أمرًا بالغ الأهمية لمنع انجراف الأكسيد وتقليل إعادة الأكسدة المضطربة في المراحل النهائية. يمكن للمرشحات الرغوية الخزفية المحددة بشكل صحيح أن تقلل بشكل كبير من عدد الشوائب وتحسن النتائج الميكانيكية في المراحل النهائية.
اعتبارات عملية
-
اختر حجم المسام ومعدل المسامية الذي يحقق التوازن بين الإنتاجية وكفاءة الالتقاط.
-
ضع المرشح في الجزء العلوي من نظام البوابة، داخل قالب أو حوض صب مصمم جيدًا، بحيث يرى الجزء الأكبر من المادة المنصهرة وليس السطح المقشوط فقط.
-
تأكد من التثبيت الآمن وتقليل صدمة التسخين المسبق لتجنب الكسر المبكر.
-
استبدل المرشح في الموعد المحدد وسجل استخدام المرشح كجزء من وثائق التتبع.
11. تصميم العملية: البوابات، التهوية، التبريد، والمحاكاة
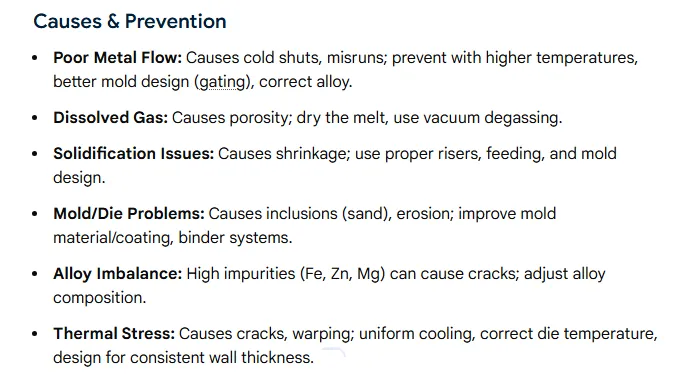
يمنع التصميم الحراري والتدفقي الجيد العديد من العيوب قبل أن تصبح المعالجة بالصهر العامل الحاسم. التقنيات الرئيسية:
-
استخدم بوابة سلسة، وقناة صب مدببة، وقنوات صب ذات حجم مناسب لتجنب الاضطراب والانثناء.
-
توفير فتحات تهوية ومسارات هروب للهواء والغازات من تجويف القالب.
-
تطبيق التبريد والتصلب الاتجاهي لتعزيز التغذية في المرتفعات.
-
استخدم برنامج محاكاة الصب للتنبؤ بالنقاط الساخنة والاضطرابات وسلوك التعبئة؛ ثم كرر تصميم الأدوات.
تكشف المحاكاة المقترنة بالتجارب التجريبية بسرعة عن الهندسة الخطرة التي تؤدي إلى معدلات نفايات عالية.
12- التفتيش والقياس والمراقبة
تستخدم المسبك الحديث ضوابط متعددة المستويات:
-
المراقبة المباشرة: قياس الهيدروجين، تسجيل درجة الحرارة، وسجلات تطبيق التدفق.
-
الاختبار غير المتلف: التصوير بالأشعة السينية، الاختبار بالموجات فوق الصوتية، اختبار تغلغل الصبغة للكشف عن الشقوق، والتصوير المقطعي المحوسب للمكونات الحيوية.
-
أخذ العينات التدميرية: تحليل المقاطع المعدنية والشوائب أثناء عمليات تدقيق العمليات.
-
SPC: تطبيق التحكم الإحصائي في العمليات على المعلمات الرئيسية — جزء في المليون من الهيدروجين، ودرجة حرارة الذوبان، ودورة الترشيح، ووقت إزالة الغازات — ثم دفع التحسينات المستمرة.
13. مصفوفة استكشاف الأخطاء وإصلاحها (جداول قابلة للتنفيذ)
الجدول: قائمة مراجعة الأسباب الجذرية للعيوب الشائعة
| العيب الملحوظ | فحوصات فورية | الأسباب الجذرية المحتملة | الخطوات التصحيحية الأولى |
|---|---|---|---|
| مسامية الغاز (مبعثرة) | قراءة عداد الهيدروجين، شحن الرطوبة، جو الفرن | شحنة رطبة، تكاثف، نسبة عالية من الهيدروجين في المادة المنصهرة | ديغاس (دوار + تطهير)، شحن جاف، تحسين التخزين |
| الانكماش (موضعي) | نقطة ساخنة للمحاكاة، كفاية الناهض | ضعف الارتفاع، اختناق حراري | إضافة رافع/تبريد، مراجعة البوابة، استخدام المحاكاة |
| تضمين الأكسيد / الأغشية المزدوجة | الشوائب البصرية، التعبئة المضطربة | اضطراب، تلف حافة المغرفة، نقل سيئ | تركيب مرشح رغوي خزفي، ملء بطيء، تعديل البوابة |
| الدموع الساخنة | تصميم المقطع العرضي، فحوصات التقييد | تدرج حراري عالٍ، قالب صلب | إضافة الليونة عن طريق السبائك، وتعديل مسار التصلب، واستخدام المبردات |
| حرق السطح | حالة مقاومة للحرارة، تقشير الفرن | تآكل المقاوم للحرارة، ارتفاع درجة الحرارة | إصلاح المقاومة للحرارة، تنظيف سطح الصهر، إزالة الشوائب |
الجدول: مرجع سريع لاختيار الترشيح وإزالة الغازات
| المتطلبات | الطريقة الأساسية الموصى بها | الملاحظات |
|---|---|---|
| إزالة عالية للاندماج، تدفق مستمر | مرشح رغوي خزفي (Al₂O₃) | سخن الفلتر مسبقًا، واختر تصنيف المسام |
| هيدروجين منخفض إلى متوسط | إزالة الغازات بالدوران باستخدام غاز خامل | استخدم الأرجون للحصول على أفضل أداء |
| مستويات هيدروجين منخفضة جدًا | مكنسة كهربائية أو مكنسة كهربائية دوارة + مكنسة كهربائية | ارتفاع النفقات الرأسمالية المستخدمة في الأجزاء الحيوية |
| متجر صغير، حجم مبيعات منخفض | تدفق اللوح + القشط اليدوي | تكلفة أقل؛ احتمال وجود بقايا |
| إنتاجية عالية، آلي | مرشحات مدمجة + جهاز إزالة الغازات الدوار الآلي | الأفضل من حيث الجودة الثابتة |
(استخدم هذه الجداول كقائمة مرجعية أولية؛ قم بتكييفها حسب السبائك وحجم الأجزاء.)
14. خطة التنفيذ العملي ومكانة AdTech
تصنع AdTech المعدات والمواد الاستهلاكية التي تتوافق مع كل طبقة تحكم:
-
محطات إزالة الغازات: تعمل أجهزة إزالة الغازات الدوارة وأنظمة التطهير المصممة خصيصًا لإنتاجية الأفران على تقليل الهيدروجين المذاب وتحسين الاتساق. وعند دمجها مع جرعات الغاز الخامل الخاضعة للتحكم والتقليب الآلي، فإنها تقلل من التباين الذي يسبب المسامية العشوائية.
-
خط إنتاج التدفق الحبيبي: مزيج من مواد صهر مصممة خصيصًا للتغطية، وربط الخبث، والمساعدة في اندماج المواد غير المعدنية وإزالة الهيدروجين خلال فترات المعالجة القصيرة. تقلل تقنية الإضافة المناسبة واختيار الوصفة المناسبة من الأكسدة وتكوين الخبث.
-
ألواح ترشيح من الرغوة الخزفية: تعمل مرشحات الرغوة من AdTech على احتجاز الأكاسيد والجسيمات مع إنتاج تدفق طبقي يمنع طي الطبقة الثنائية. يؤدي الاختيار الصحيح للمرشح والتركيب الآمن إلى انخفاض ملموس في عدد الشوائب وتحسين خصائص الشد/التعب في المسبوكات.
البرنامج المقترح للتنفيذ
-
التدقيق: قياس مستوى الهيدروجين الأساسي بالجزء في المليون، ومعدلات الإدراج، وأسباب الخردة.
-
الطيار: إضافة مرشح رغوة سيراميك في حوض التوزيع، وتشغيله جنبًا إلى جنب مع الممارسة الحالية لمدة 50-200 عملية صب. تسجيل عدد الحبيبات الموجودة ونتائج الاختبارات الميكانيكية.
-
التحقق من الصحة: إدخال عملية إزالة الغازات الدوارة وإضافة تدفق قياسي؛ مراقبة اتجاه الهيدروجين.
-
التحكم: دمج أجهزة الاستشعار ونظام التحكم الإحصائي (SPC) وتدريب المشغلين؛ الاحتفاظ بسجلات قابلة للتتبع لكل عملية تسخين.
هذا النهج المنهجي يقلل من التباين ويجعل حل المشكلات أسهل بكثير.
15 - الإصلاح والصيانة وتدريب المشغلين
-
احفظ المادة المنصهرة في مكان جاف وفي عبوات محكمة الإغلاق؛ تخلص من العينات المتكتلة أو التي تغير لونها.
-
قم بتسخين المرشحات مسبقًا حيثما يوصى بذلك وافحصها بحثًا عن الشقوق؛ لا تحاول أبدًا إدخال مرشح بارد في تدفق كثيف.
-
معايرة أجهزة تحليل الهيدروجين وتسجيل النتائج.
-
تدريب المشغلين على السكب برفق، والتعامل مع المغرفة، واتخاذ إجراءات تصحيحية سريعة عند انحراف القراءات.
16. ملاحظات بشأن اللوائح والمواصفات والمشتريات
-
حدد متطلبات الترشيح وإزالة الغازات في أوامر الشراء إذا كان العملاء النهائيون يطلبون مسامية أقل أو إمكانية التتبع.
-
تضمين معايير القبول المرتبطة بمستوى الاختبار غير المتلف (على سبيل المثال، مستويات جودة التصوير الشعاعي) وطلب سجلات موثقة لمعالجة الصهر.
-
بالنسبة للتطبيقات الفضائية أو الحرجة، احتفظ بشهادات التحليل الخاصة بدفعات المواد المساعدة والمرشحات.
17. قائمة مراجعة سريعة لاتخاذ القرار قبل كل نوبة إنتاج
-
تحقق من حالة المواد المقاومة للحرارة في الفرن والمغرفة.
-
تأكد من الشحن وجفاف المواد المرتجعة.
-
تحقق من درجة حرارة الذوبان وسجلها.
-
سجل مستوى الهيدروجين الأساسي بالجزء في المليون؛ إذا كان أعلى من الحد الأقصى، قم بإزالة الغازات.
-
تأكد من تركيب معدات الترشيح وإزالة الغازات وتشغيلها.
-
تأكد من أن أدوات البوابة وأنماط الرافعات تتطابق مع الرسومات المعتمدة.
-
توثيق أي انحرافات.
18. الأسئلة المتكررة
السؤال الأول: ما هو الإجراء الأكثر فعالية لتقليل المسامية الداخلية؟
A1: إن التحكم في الهيدروجين في المادة المنصهرة من خلال إزالة الغازات (بواسطة الغاز الدوار أو الغاز المنظف) جنبًا إلى جنب مع الوقاية المنظمة من دخول الرطوبة يوفر أكبر انخفاض في مخاطر المسامية. استخدم أجهزة قياس الهيدروجين للتأكد من فعالية هذه الطريقة.
السؤال الثاني: هل يمكن للمرشح الجيد أن يزيل كل المسامية؟
A2: تعمل المرشحات على إزالة الشوائب وتشجع التدفق الطبقي، مما يساعد على منع احتباس الأكسيد. وهي لا تزيل الهيدروجين المذاب بشكل مباشر؛ لذلك، فإن الترشيح ضروري ولكنه لا يكفي وحده للقضاء على مسامية الغاز. استخدم المرشحات مع إزالة الغازات وتصميم القوالب المناسب.
السؤال الثالث: كم مرة يجب استبدال مرشحات الرغوة الخزفية؟
A3: استبدل المرشحات وفقًا لإرشادات الشركة المصنعة وسجلات الإنتاج. بالنسبة لخطوط الصب المستمر، حدد مواعيد الاستبدال بناءً على عدد عمليات الصب والفرق في الضغط الملحوظ. تتبع عمر المرشح أثناء التشغيل التجريبي لتحديد فترة زمنية مخصصة.
السؤال 4: هل استخدام المواد المنصهرة آمن وكيف يجب التعامل معها؟
A4: يتم تصنيع مواد التلحيم عالية الجودة للاستخدام في المسابك، ولكن يجب التعامل معها باستخدام معدات الحماية الشخصية. قم بتخزينها في ظروف جافة، واتبع معدلات الاستخدام، وتجنب الإضافة الزائدة التي قد تترك بقايا. ينشر الموردون صحائف بيانات السلامة لتوجيه الاستخدام.
السؤال 5: ما هي أفضل طريقة لإزالة الغازات في صب السيارات ذات الحجم الكبير؟
A5: تعتبر أنظمة إزالة الغازات الدوارة المقترنة بغاز التطهير المتحكم فيه المعيار الصناعي للعمليات ذات الحجم الكبير لأنها تحقق التوازن بين الكفاءة والسرعة والتشغيل المستمر.
س 6: كيف يمكنني معرفة ما إذا كانت المسامية ناتجة عن الانكماش أم الغاز؟
A6: مسامات الغاز عادة ما تكون كروية وموزعة؛ أما تجاويف الانكماش فهي غير منتظمة وتقع في نقاط التصلب الساخنة. تساعد المعادن والراي بالأشعة السينية والتقطيع في تمييزها. كما أن قياس الهيدروجين يوضح مدى تورط الغاز.
س 7: هل تؤثر المرشحات الخزفية على كيمياء الذوبان؟
A7: المرشحات الخزفية عالية الجودة غير تفاعلية كيميائياً مع سبائك الألومنيوم ولا تغير تركيبة المادة المنصهرة. اختر المرشحات التي تم توثيق توافقها مع عائلة السبائك الخاصة بك.
س 8: هل يمكن أن يحل التذويب محل إزالة الغازات؟
A8: يعالج كل من التفل والتفريغ آليات مختلفة. تساعد التفلات على إزالة الخبث ويمكن أن تساعد في اندماج الفقاعات، ولكنها نادراً ما تحقق مستويات الهيدروجين المنخفضة التي تحققها طرق التفريغ الميكانيكي. استخدم كلاهما عندما تتطلب الجودة ذلك.
س 9: ما هي الحدود العملية للهيدروجين في الألمنيوم المصبوب؟
A9: الأهداف تعتمد على السبائك والتطبيقات. تهدف العديد من المتاجر إلى <0.2–0.3 مل/100 غرام من الهيدروجين في الصهر للمسبوكات الصناعية العامة ومستويات أقل بكثير للمكونات الحيوية. استخدم مواصفات العملاء المحددة كمعايير نهائية للقبول/الرفض.
السؤال 10: ما هي القياسات والسجلات التي يجب الاحتفاظ بها من أجل التتبع؟
A10: تسجيل رقم تعريف الفرن، ومواد الشحن، ودفعة التدفق، وقراءات الهيدروجين، ومعلمات دورة إزالة الغازات، ونوع المرشح ورقمه التسلسلي أو دفعته، وأوقات الصب، ونتائج الاختبارات غير المتلفة. تدعم هذه السجلات العمل على تحديد الأسباب الجذرية وتدقيقات العملاء.
19 - دراسة حالة عن التنفيذ
قللت مسبك متوسط الحجم من الشكاوى المتعلقة بال مسامية الداخلية بنسبة 70 في المائة بعد تنفيذ ثلاثة تغييرات: إزالة الغازات الدوارة التلقائية في كل عملية تسخين، وتوحيد جرعات التدفق الحبيبي لكل عائلة من السبائك، وتركيب مرشحات رغوية خزفية في محطة الصب. أضاف المسبك مراقبة الهيدروجين وأنشأ مخططات SPC لـ ppm الهيدروجين على مدى ثلاثة أشهر؛ أظهرت البيانات انخفاضًا ثابتًا وانخفاضًا في حالات الرفض بالأشعة السينية.
20- التوصيات النهائية وقائمة المراجعة
-
تعامل مع نظافة الصهر كخط دفاع أول: شحن جاف، التحكم في جو الفرن.
-
استخدم تكتيكات مركبة: إزالة الغازات + التدفق + الترشيح ينتج عنها مكاسب مضاعفة في الجودة.
-
ضع أجهزة قياس على أجهزة التحكم الحيوية (عداد الهيدروجين، مسجل درجة الحرارة).
-
قم بتطبيق المحاكاة في مرحلة مبكرة من تصميم الأدوات لإزالة النقاط الساخنة الحرارية.
-
احتفظ بسجلات التتبع لكل عملية تسخين لتمكين حل سريع للأسباب الجذرية.