

セラミック・フォーム・フィルター 正しく設置・予熱されたサブミクロンおよびミクロン規模の不純物を除去し、金型への流動パターンを制御することで、高純度・高精度アルミニウム加工における鋳造欠陥とスクラップを測定可能に低減します。合金、気孔構造、フィルター厚さに適合させることで、発泡フィルターは表面品質、機械的均一性、初回合格率において予測可能な改善をもたらし、あらゆる現代的なアルミニウム鋳造ラインにおいて費用対効果の高い中核部品となります。.
セラミック・フォーム・フィルターがアルミニウム鋳物工場に重要な理由
アルミニウム溶湯には、一般的に酸化皮膜、巻き込まれたドロス片、砂、その他の粒子が含まれ、凝固後に応力の集中や表面の傷として作用します。セラミックフォームフィルターは、これらの汚染物質を除去すると同時に、鋳型への流れをスムーズにして、乱流と再混入を最小限に抑えます。精密部品や構造鋳造品では、濾過により下流の加工屑が減少し、疲労寿命が改善され、ファーストパス歩留まりが向上します。セラミック発泡メディアは、高い気孔率と内部表面積のバランスにより、過度のヘッドロスなしに効果的な捕捉を実現します。.

材料と化学:アルミナ、炭化ケイ素、ジルコニアの選択肢
セラミック・フォーム・フィルターは、合金の要件や使用温度に合わせて、さまざまな耐火物化学物質から製造されます。.
-
アルミナ(Al2O3)フォーム は、化学的適合性、コスト効率、アルミニウム・プロセス・ウィンドウの適切な耐熱性により、アルミニウム鋳造に最も一般的な選択肢である。.
-
炭化ケイ素強化フォーム より高い摩耗や熱サイクルが予想される場合、耐熱衝撃性と機械的強度を向上させます。.
-
ジルコニア系発泡体 は最高の耐火性と化学的安定性を持ち、特殊用途や極端な熱安定性が必要な場合に使用されます。その動作温度と強度定格は、一般的なアルミニウムのニーズを上回っていますが、割高です。.
化学薬品の選択は、合金の配合、フラックスの使用方法、フィルターの完全性にストレスを与えるような加熱サイクルを繰り返す作業かどうかによって決まる。.
気孔径、気孔率、PPIが性能に与える影響
PPI孔/インチで表される孔密度は、プロセスエンジニアが濾過を調整するために使用する主要な変数である。.
-
低PPI(8~ 20 PPI) は、高い透水性と低いヘッドロスを提供し、重い介在物や高流量の注入に適しています。.
-
中間PPI(20~ 30 ppi) は一般的なアルミニウム鋳物の出発点である。.
-
高PPI(30~60) は、より小さな介在物と、より微細な外観の要求 を満たすが、ヘッドロスが増加し、溶融物の清浄度が低いと早期に詰 まる危険性がある。.
セラミック・フォームの気孔率は一般的に高く、80~90%であることが多い。このため、粒子がインターセプション、慣性インパクション、多孔質支柱表面への付着の組み合わせによって捕捉される深層捕捉メカニズムが得られる。水理特性評価と最近の研究は、細孔構造が捕捉効率と流動圧損の両方を制御するという原理を裏付けている。.
アルミナセラミックフォームフィルターに関する競争力のある工場見積もりを依頼する
セラミックフォームフィルターの標準サイズ:
寸法(± 3 mm):
7x7インチ 9x9インチ 12x12インチ 15x15インチ 17x17インチ 20x20インチ 23x23インチ 26x26インチ
厚さ:
50 ± 2 mm
ベベル角:
17.5± 1.5°
特別な次元:
正方形、長方形、円形、台形、異常な、または条件によってカスタマイズされる。.
技術的パラメータ:
| 項目 | 密度 (g/cm³) |
破断弾性率 (816℃ /Mpa) |
総合力 (Mpa) |
動作温度 (℃) |
シールガスケット膨張温度 (℃) |
| インデックス | 0.45 | 5.5 | 0.8-1.0 | 1350 | 450-550 |
セラミックフォームフィルターの孔径:
長さ25.4mmのフィルターの孔の量:
| メッシュ番号(購買力平価) | 10 | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|---|
| 孔密度(PCS) | 8-12 | 18-22 | 28-32 | 38-42 | 48-52 | 58-62 |
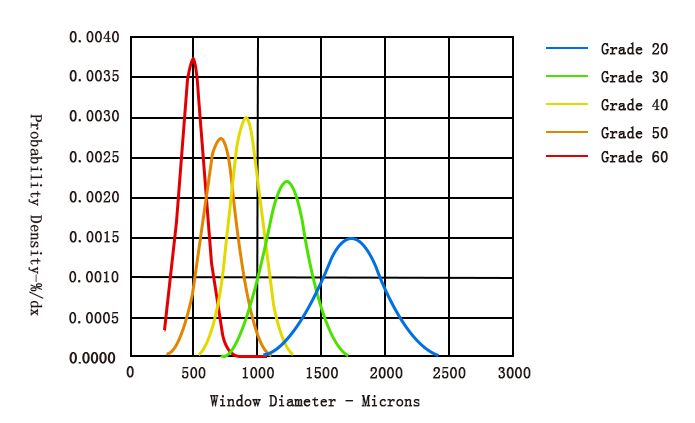
孔径の分布曲線:
セラミックフォームのろ過精度
| 孔径(購買力平価) | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|
| インクルージョン径(えー) | 80 | 40 | 20 | 10 | 5 |
| ろ過率(%) | 78 | 85 | 88 | 92 | 95 |
セラミックフォームフィルターのアプリケーションデータ
| 仕様(mm) | 有効ろ過面積(%) | ろ過流量範囲(kg/分) |
|---|---|---|
| 7インチ(178*178*50) | 75 | 22-56 |
| 9インチ(229*229*50) | 75 | 25-80 |
| 12in(305*305*50) | 80 | 50-156 |
| 15インチ(381*381*50) | 85 | 85-252 |
| 17インチ(432*432*50) | 86 | 110-335 |
| 20インチ(508*508*50) | 88 | 160-478 |
| 23インチ(584*584*50) | 89 | 210-640 |
| 26インチ(660*660*50) | 90 | 276-830 |
セラミックフォームフィルターの梱包仕様 標準パレット、定量梱包、概算重量
| 標準パレット、定量包装および重量 | |||||
| フィルター寸法 (mm) |
フィルター 個数/ケース 個 |
パレットあたりのケース数 (ケース) |
パレットあたりの数量 個 |
パレット寸法 (mm) |
パレット一般重量 (Kg) |
|---|---|---|---|---|---|
| 660x660x50(26インチ) | 4 | 8 | 48 | 1100*1100*2200 | 490 |
| 584x584x50(23インチ) | 5 | 12 | 60 | 950*950*2050 | 510 |
| 508x508x50(20″) | 5 | 18 | 90 | 1100*900*1720 | 470 |
| 432x432x50(17″) | 5 | 24 | 120 | 1100*1100*1670 | 450 |
| 381x381x50(15インチ) | 5 | 24 | 120 | 1100*1100*1540 | 430 |
| 305x305x50(12″) | 10 | 16 | 160 | 1000*1000*1550 | 350 |
| 228x228x50(9インチ) | 10 | 20 | 200 | 1100*1100*1400 | 310 |
| 178x178x50(7インチ) | 10 | 20 | 200 | 1100*1100*1400 | 220 |
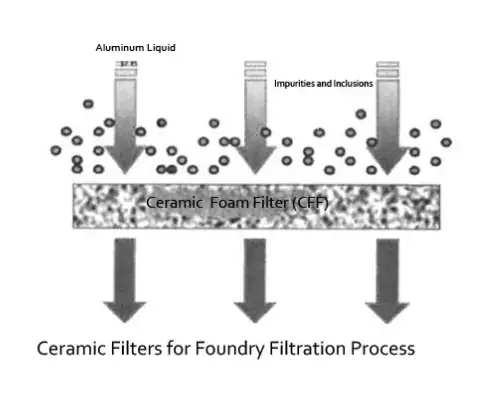
濾過の実際:ディープベッド・キャプチャーとフロー・コンディショニング
セラミック・フォーム・フィルターは、単純なふるいではなく、ディープベッドフィルターとして機能する。流入する溶融金属は、相互に連結した細孔の三次元ネットワークを通過する。微細粒子と酸化物は支柱表面に付着し、凝集してフィルターの深さ内に保持されます。多孔質ネットワークはまた、乱流をより層流に変換し、金型入口での飛散や渦の形成を大幅に減少させます。このため、適切なサイズの発泡フィルターは、巻き込みガスを減少させ、流れの乱れにつながるピンホールやその他の多孔質タイプを減少させます。.
フィルター形状と鋳造パラメータのマッチング
フィルターの厚さ、PPI、取り付け方向を選択するには、注入質量、ゲーティングの形状、ライザーの高さを考慮しなければならない。.
表1 典型的なマッチングのガイドライン
| 鋳造パラメータ | フィルターの選択 | 根拠 |
|---|---|---|
| 大型インゴット、高質量注湯 | 10~20PPI、厚めのフィルター50~75mm | 高い透水性により大流量時のヘッドロスを低減 |
| 一般自動車部品 | 20~30ppi、厚さ25~50mm | 混合介在物の捕獲と流れのバランス |
| 精密ハウジング、可視表面 | 30~60 PPI、厚さ25~50 mm | 小さな介在物の高い捕捉率、より滑らかな表面仕上げ |
| 薄肉、低い注入高さ | 慎重なゲーティング設計による低PPI | フィルターの損傷を避けながら流量を維持 |
これらの設定は出発点である。減圧テストと断面部品の包含カウントで検証してください。.
設置のベストプラクティスと予熱手順
適切な設置と予熱は、フィルターの寿命と性能に決定的な影響を与えます。.
-
フィルターの予熱 を溶湯温度まで下げるか、または予熱温度を制御して残留水分を除去し、熱衝撃を最小限に抑える。一般的な予熱時間はさまざまですが、多くの工場では15~30分が一般的です。予熱は蒸気爆発を防ぎ、フィルターが正しく着座するのを助ける。.
-
オリエンテーションの重要性. .フィルターに矢印マークがある場合は、それに従ってください。フィルター面が意図された流れ方向と一直線上にあり、シールが端部でのバイパスを防いでいることを確認する。.
-
ガスケットとシーリング. .金属のバイパスを防ぐため、圧縮する高温ガスケットまたは耐火性シールを使用する。シールを定期的に点検し、変形や腐食が見られたら交換する。.
-
ジェットの直接衝突を防ぐ. .集中噴流パターンを持つ取鍋または漏斗から注ぐ場合は、溶融物が泡を破壊する可能性のある高速でフィルター面に直接当たらないように、フロー・スプレッダーまたは千鳥配置を使用する。.
予熱の際は、店の安全プロトコルに従い、セラミック・マトリックスにひびが入るような急激な温度変化は避けてください。.

フィルター寿命、目詰まり、交換インジケーター
フィルターの寿命は、封入荷重、PPI、厚さ、注湯プロファイルに依存する。フィルター交換の一般的な指標は以下の通り:
-
上昇ヘッド損失 同じ注入高さにおける注入率の減少として測定される。.
-
注湯時間の短縮や不規則な流れ 通常の生産サイクルにおいて。.
-
目に見える吹き出しやフィルターのひび割れ 施工後の検査で指摘された。.
-
インクルージョンの躍進 フィルターがあるにもかかわらず、切片化した鋳物に見られる。.
フィルター寿命と生産変動量との対比を記録しておくことは、最適な交換間隔とスペアの在庫レベルを確立するのに役立つ。.
ADtechプレートボックスおよびラドルシステムとの統合
セラミックフォームフィルターは、ADtechプレートタイプまたはボックスフィルターと組み合わせて、制御された濾過システムを構築します。ボックスは適切な固定と密閉を保証し、フォーム・メディアは粒子の捕捉と流量調整を行います。自動ラインや連続ラインでは、フィルターアセンブリに油圧式または電動式クランプと、ダウンタイムを最小限にするための高速交換カセットを含めることができます。.
再汚染を避け、鋳型キャビティへの層流充填を維持するために、フィルターが注入ノズルのすぐ上流に位置するようにボックスを設計する。.
性能検証と測定技術
以下の組み合わせでフィルターの性能を検証する:
-
減圧試験(RPT) ろ過前後の空隙率を比較する。SPC管理のためにベースラインと設置後のデータを収集する。.
-
インクルージョン分析 を切片化した部品や金属組織学的試料に塗布し、介在物カウントと粒度分布を定量化する。.
-
油圧モニタリング を使用し、フィルターバッチ全体の流量とヘッドロスを記録して、目詰まりの傾向を検出します。最近の水理学的研究では、与えられたPPIと流量条件に対する圧力損失を予測するモデルが提供されている。.
これらの方法を併用することで、濾過投資のROIを実証し、PPIと膜厚をチューニングして最高のパフォーマンスを実現します。.
安全、環境、取り扱いに関するガイダンス
-
ハンドリング. .セラミックフィルターは、湿気の吸着を防ぐため、乾燥した管理された環境で保管してください。蒸気の危険を避けるため、管理されたオーブンまたは指定のヒーターシステムで予熱してください。.
-
使用済みメディアとドロス. .使用済みフィルターおよび捕捉されたドロスは、地域の廃棄物およびリサイクル規制に従って回収・管理する。多くの使用済みフィルターには回収可能なアルミニウムが含まれており、安全な取り扱いの後、金属回収の流れに入ることができる。.
-
オペレーターPPE. .耐熱性手袋、顔面シールド、エプロンを使用し、溶融金属の取り扱い手順に従うこと。フィルター・ステーションの近くでフラックス処理またはスキミングを行う場合は、必ず排煙を行うこと。.
代替ろ過ソリューションとの比較
表2 比較サマリー
| メートル | セラミック・フォーム・フィルター | ファイバーフィルター | 管状フィルター |
|---|---|---|---|
| サブミクロン粒子の捕捉 | 高い | 中程度 | 中程度 |
| フローコンディショニング(層流化) | 素晴らしい | グッド | 可変 |
| 熱衝撃耐性 | 良い~良い(相性による) | より低い | 変動あり |
| フィルター単価 | 中程度 | 低い | 特殊なセラミックではさらに高くできる |
| 設置の容易さ | ミディアム | 簡単 | ミディアム |
| 再利用性 | いいえ、消耗品です。 | 使い捨てのデザインもある | 一部のデザインは消耗品または交換可能 |
セラミック・フォーム・フィルターは、捕捉深さと流動調整特性を兼ね備えているため、高精度の鋳造品に好まれることが多い。.
経済的ケースとROIのサンプル
濾過は、スクラップや下流の再加工を削減します。典型的な節約は、表面修復の減少、加工スクラップの減少、合格率の向上から生じる。.
表3 図解ROI計算
| パラメータ | 入力例 | 備考 |
|---|---|---|
| 年間メルト処理量 | 2,500 t | |
| プレフィルターのスクラップ率 | 1.8% | 表面の介在物と空隙によるもの |
| ポストフィルターのスクラップ率 | 0.7% | フィルターとプロセス調整後 |
| 年間節約される金属 | 27.5 t | (2500トンの1.1%) |
| アルミニウム1トン当たりの価値 | $1,800 | 市場に依存 |
| 節約された年間金属価値 | $49,500 | 機械加工と労働力の節約を除く |
| 消耗品とフィルターの年間推定コスト | $12,000 | フィルター、ガスケット、取り扱い |
| 年間純益 | $37,500 | 大まかな例。正確を期すには現場データが必要 |
| ペイバック | ヶ月 | 中堅鋳物工場では通常12カ月から24カ月未満 |
信頼できる投資回収の見積もりには、現場での試験と、スクラップ、再加工、機械加工に関する正確なコスト入力が不可欠である。.
一般的な問題のトラブルシューティングと是正措置
表 4 トラブルシューティング・マトリックス
| 症状 | 考えられる原因 | 是正措置 |
|---|---|---|
| 注湯中のフィルター割れ | フィルターが予熱されていないか、熱衝撃 | 予熱時間を長くし、ヒーターの均一性をチェックする。 |
| 急速な目詰まり | 高含有負荷または誤ったPPI | より粗いPPIを使用するか、上流でスキミング/脱ガスを行う。 |
| エッジ周辺のバイパス | シール不良またはガスケット不良 | ガスケットを交換し、シーティングとクランプ圧を確認する。 |
| 施工後の表面品質の低下 | PPIまたはフィルターの向きが正しくない | 矢印の方向を確認し、インクルージョン分析を実行し、PPIを調整する。 |
| 短いフィルター寿命 | 過度のフラックス残渣または攻撃的な合金 | 化学的性質を評価し、より耐侵食性の高いフォームを検討する。 |
各事象と是正処置を文書化し、オペレーターのためのトラブルシューティングの知識ベースを構築する。.
規格、試験、検証方法
鋳物工場は、濾過結果を管理するために日常的な測定を採用すべきである:
-
ベースラインRPTと定期RPT フィルター交換後.
-
インクルージョン顕微鏡と粒度分布 クリティカル・パーツ用。.
-
SPC管理図 注湯率、ヘッドロス、スクラップ率を測定し、フィルター性能を経時的にモニターする。.
-
サプライヤー・パフォーマンス・データ 推奨PPI範囲と推奨予熱サイクルを含む。.
各合金と鋳物ファミリーに正式な受入基準を使用することで、一貫した品質を維持することができます。.
製品仕様の例
表5 代表的なセラミック・フォーム・フィルターのカタログ
| モデル | 構成 | PPIレンジ | 厚さ mm | 代表的なアプリケーション |
|---|---|---|---|---|
| CFF-Al20 | 高純度アルミナ | 10, 20, 30 | 25 / 50 / 75 | 汎用アルミ鋳造 |
| CFF-SiC30 | SiC強化アルミナ | 20, 30 | 25 / 50 | 研磨ラインまたは高速サイクルライン |
| CFF-ZR45 | ジルコニア強化 | 30, 45, 60 | 25 / 50 | 高温または腐食性の特殊メルト |
ADtechのプレートボックスとカップシステムには、特注サイズと形状があります。.
よくある質問
一般的なアルミ鋳造では、どのようなPPIから始めるべきでしょうか?
なぜセラミックフィルターは予熱しなければならないのですか?
セラミック発泡フィルターは、繰り返しの熱サイクルに対応できますか?
フィルター・バイパスを検出する方法は?
セラミック・フォーム・フィルターはリサイクル可能ですか?
フィルターの交換頻度は?
フィルターで溶存水素を除去できますか?
フィルターの早期目詰まりの原因は?
フィルターの孔径と厚さは注湯高さの制限に影響するか?
フィルターの性能に関するサプライヤーの主張をどのように検証すればよいですか?
ケース
ある中堅ダイカストメーカーが、慢性的な表面ブローホールのある生産セルに30 PPIアルミナ発泡フィルターを導入した。フィルター面積と予熱手順を一致させたところ、RPTスコアが改善し、表面欠陥の不合格が3ヶ月で50%以上減少した。消耗品コストはわずかに上昇しましたが、再加工の削減と仕上げ作業の高速化によって相殺されました。.



