チューブフィルターは、溶融アルミニウムから非金属介在物や巻き込まれた酸化物を除去する信頼性の高い方法を提供し、より均一なメタルフローを作り出し、スクラップ率を大幅に低下させます。多孔質アルミナチューブフィルターは、正しく指定され設置された場合、多くのフォームフィルターよりも微細な濾過を実現し、鋳造表面の仕上がりを改善し、ファーストパス歩留まりを向上させます。.
1.チューブ濾過とは何か、なぜアルミ鋳造において重要なのか
チューブ濾過は、溶融アルミを通過させながら介在物を捕捉し、酸化皮膜を破壊するために、溶融経路に設置された硬質多孔質セラミックチューブを使用します。フィルターチューブは、トラフ、ストークチューブ、取鍋、またはインラインフィルターハウジング内に設置されることが最も多く、重力鋳造、低圧鋳造、および特定の連続鋳造ラインで一般的です。主な利点は、表面傷、内部欠陥、コールドシャット、機械的特性の低下の原因となる介在物の減少です。.
業界の経験によると、炉と鋳型の間に適切に適合したチューブフィルターを含めることで、不良率が減少し、下流工程の安定性が向上します。この改善により、再加工が減り、スクラップが減り、仕上げが重要な鋳物の顧客受容性が高まります。.

2.フィルターチューブの芯材と製造
代表的な素材
-
電融アルミナ(Al₂O₃)溶融アルミニウムに対する優れた耐薬品性と適切な熱的特性により、最も一般的。.
-
ジルコニア安定化セラミックス高温合金や機械的強度が必要な場合に使用される。.
-
結合粒子アルミナ微粒子を剛体に組み合わせたカートリッジ形式で提供されることもある。.
製造上の注意
フィルターチューブは、制御された粒径と焼結プロファイルで多孔質セラミック体を形成することにより製造されます。最終的な気孔率と屈曲度によって、公称ろ過定格と圧力損失特性が決まります。メーカーは、融液中の介在物サイズ分布にチューブの選択を適合させるために、粒径または公称粒子捕捉サイズによってグレードを分類することがよくあります。.
3.鋳造におけるチューブろ過の仕組み
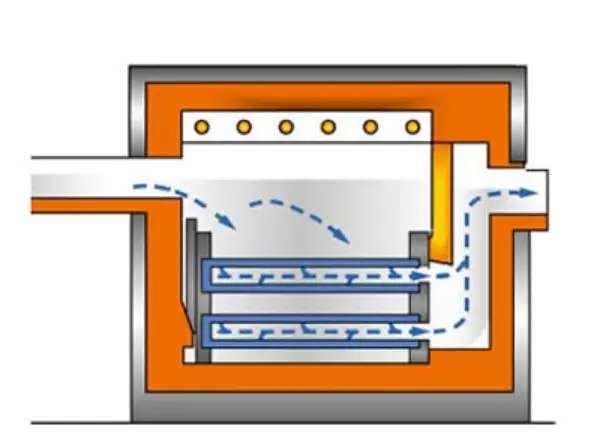
フィルターに近づく溶融アルミニウムの流れは、相互に連結した多数の小さな孔を通過する。有効孔径よりも大きな介在物や酸化物片は、フィルターマトリックスに捕捉されるか、曲がりくねった流路に捕捉されます。フィルターはまた、乱流を散逸させ、金型充填中の表面酸化物の巻き込みを減少させる層流充填を促します。.
主要なメカニズム
-
機械式ふるい分けより大きな粒子は孔の咽頭で保持される。.
-
遮断と吸着流路の形状により、より小さな粒子は孔壁に付着する。.
-
下流の浮遊と凝集フィルターは流れの構造を変えることができるので、微粒子が凝集して捕捉される可能性が高くなる。.
実用上の注意:チューブフィルターは受動的であり、その有効性はメルトの清浄度、メルト温度制御、および上流の脱ガス工程に強く依存する。チューブフィルターとオンライン脱ガスまたはロータリー脱ガスを組み合わせると、一般的に最良の結果が得られます。.
| 特徴 | セラミック・フォーム・フィルター(CFF) | チューブろ過システム |
| 濾過エリア | スタンダード(シングルプレーン) | 3~5倍 (多管式) |
| ファイン・インクルージョン除去 | グッド | エクセレント(高精度) |
| メタル・クオリティ | 一般鋳造 | 高級箔 / 航空宇宙 |
| 耐火物ライニング | シンプル | 専用フィルターボックス |
4.フィルターのグレード、孔径、選択基準
適切なチューブフィルターのグレードを選択することは、目標とする封入物のサイズ、許容可能な圧力損失、鋳造サイクル時間、および溶融物の化学的性質の間でバランスをとることである。ほとんどのサプライヤーは、公称捕捉効率に対応するグレード分けされた孔径または粒径コードを提供している。.
代表的な選考基準
-
合金と鋳造タイプ高強度航空宇宙用合金は、汎用の砂型鋳物よりも細かい濾過が要求されます。.
-
流量と圧力ヘッド低揚程システムでは、圧力損失が大きいため、非常に細かいフィルターは使用できない。.
-
インクルージョンのサイズ分布実験室でのサンプリングやオンライン分析により、必要なカットポイントが判明する。.
-
熱衝撃リスク肉薄のファインフィルターは、不適切な予熱でクラックが入ることがあります。.
-
機械的強度取り扱い頻度が高い場合は、より強度の高い接着チューブを選ぶこと。.
メーカー各社は、等級表と推奨用途を公表している。低揚程のグラビティ・ラインでやや粗めのグレードを使用すると、早期の目詰まりを防ぎつつ、有意義な介在物除去を行うことができる。.
5.一般的なチューブフィルターの設計と取り付け方法
デザイン
-
ストレートチューブカートリッジハウジングまたはトラフに挿入された単純なシリンダー。.
-
ストーク・チューブ・アセンブリーストーク管の底部に設置され、出銑サイクルごとに炉底から引き出される金属を洗浄するフィルター。ホイール鋳造やその他の精密部品に推奨される。.
-
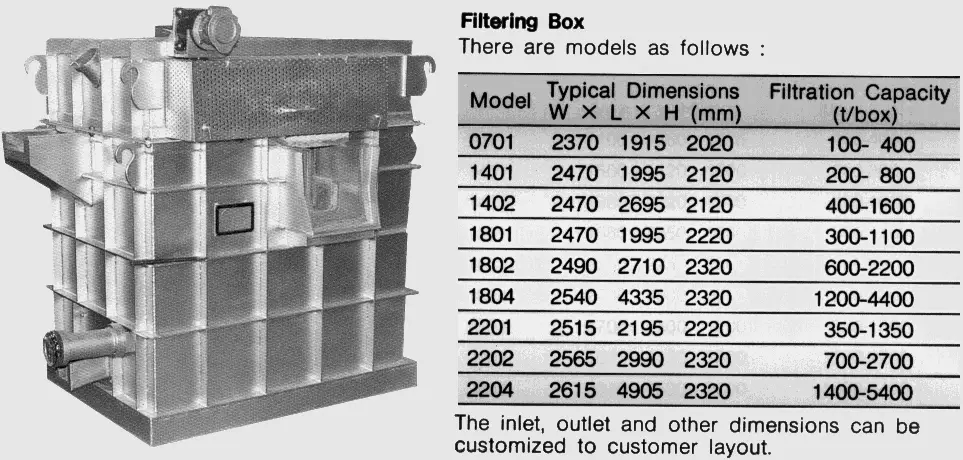
箱入りカートリッジ・アレイフィルターボックス内に複数のチューブを並列に取り付け、大流量に対応。.
取り付けに関する考慮事項
-
シーリング金属バイパスを確実に防止する。ガスケットは溶融金属環境に耐えられるか、耐火物を使用したメカニカルシールを設計すること。.
-
オリエンテーション水平または垂直に設置することで、プラギングモードと取り扱いが変わる。縦置きは一般的に、捕捉された介在物をメルトレベルより下に沈降させることにより、セルフクリーニングに役立ちます。.
-
予熱サポートフィクスチャーは、熱衝撃を与えることなく、安全に予熱と挿入ができるものでなければならない。.
6.設置、熱管理、取り扱いのベストプラクティス
チューブフィルターは、破損を避け、熱衝撃のリスクを減らすため、慎重に取り扱わなければならない。.
予熱と挿入
-
フィルターチューブを適切な温度(メーカーのガイダンス)に予熱し、水分を除去し、挿入時の温度勾配を小さくする。.
-
冷えたフィルターを熱い溶融液に落とさないようにする。.
運用のヒント
-
ケミカル・アタックや早期の目詰まりを避けるため、溶融温度は合金とフィルター・タイプの推奨ゾーン内に保つこと。.
-
チューブろ過を上流の粗いトラップまたはスキミングと組み合わせることで、耐用年数を延ばすことができる。.
-
金属バイパスを許すような漏れがないか、シールとハウジングを定期的に点検すること。.
安全性
-
重いカートリッジ・アレイには、保護具とスティック・フレームまたはメカニカル・リフターを使用してください。.
-
安全な挿入技術とフィルター破損時の緊急対応について、オペレーターを訓練する。.
-
フィルター取扱所の近くで、酸素と可燃性ガスの監視を維持すること。.
セラミックボディは脆く、急激な温度変化にさらされると破損する可能性があるため、メーカーは正しい熱処理を重視している。.
7.ろ過性能:測定基準、試験、期待される効果
追跡すべき指標
-
インクルージョン捕捉効率濾過後の一定サイズ以上の粒子の減少率。.
-
圧力降下使用流量でフィルターを横切って測定。落差が大きい場合は、負荷がかかっているか、グレードが細かすぎることを示している。.
-
交換前のスループット許容できない流量損失や欠陥が戻る前に、エレメントごとに濾過されるメルト量。.
-
収量向上スクラップ率の低減または加工手当の低減。.
代表的なメリット
-
機械加工部品の表面欠陥低減。.
-
機械的特性の均一性の向上。.
-
気孔率の低下と酸化物関連欠陥の減少。.
-
下流のろ過の必要性を低減。.
試験方法には、捕捉スラグのラボ粒子計数、鋳造サンプルの金属組織検査、鋳型レベルの欠陥統計などがある。多くの鋳物工場では、チューブフィルターとセラミックフォームプレートを組み合わせて、幅広いサイズの介在物を捕捉しています。.
8.比較:チューブフィルター対 セラミックフォーム, ボンデッド・パーティクル・クロスフィルター
以下は、意思決定に役立つ比較概要である。.
表1.一般的なアルミニウムろ過媒体の比較特徴
| 特徴 | チューブフィルター(多孔質アルミナ) | セラミック・フォーム・フィルター | ボンデッド・パーティクル・フィルター | フィルタークロス |
|---|---|---|---|---|
| 典型的な捕獲繊度 | ファイン~非常にファイン | 中~粗 | 中;強い | 様々で、しばしば粗い。 |
| 圧力降下 | ファイン・グレードは中程度から高程度 | 単位面積当たり | 中程度 | 低い(ただし寿命は限定的) |
| 機械的強度 | 高い(硬い) | 中程度 | 高い | 低~中程度 |
| 熱衝撃感受性 | 肉薄なら高い | 中程度 | 中程度 | 生地によっては高い |
| ベストユース | 精密鋳造品、ストークチューブシステム | 大量生産、ゲートボックス | ポンプとトラフにおける耐久性のあるサービス | 補足的または特殊なケース |
| 一般的な単価 | 中~高 | 低~中程度 | より高い | 低い |
この表は、サプライヤーや鋳造技術者が文書化した典型的な特性を反映したものである。.
観察している:
-
チューブフィルターは、ある特定の封入物サイズ範囲では、フォームプレートよりも高い精度で除去できることが多い。.
-
セラミックフォームフィルターは、低コストで大きな濾過面積を提供し、多くの大容量用途に好まれている。.
9.実践的考察:コスト、在庫、ライフサイクル経済学
濾過にかかる総費用は以下の通りである:
-
フィルターエレメントの単価。.
-
変更頻度とダウンタイムコスト。.
-
スクラップの削減と、欠陥の減少による価値の再生。.
-
労働力とハンドリング機器の統合。.
簡単なライフサイクルの見積もり:
-
濾過トンあたりのコストを計算する:(エレメントコスト+労力+廃棄)/エレメントあたり濾過トン。.
-
不良品削減によるトン当たりの節約額(再加工の削減、機械加工の削減、顧客からの返品の削減)を見積もる。.
-
損益分岐点またはROIの時間軸を決定するために比較する。.
チューブフィルターは、システムに応じて一定のサイクル数で再利用できるため、また、ファイングレードエレメントは装填速度が速いことが多いため、予想されるスループットとリードタイムを重視した在庫方針を維持する。多くの鋳物工場では、フィルターが検出困難な介在物を除去した場合、数週間から数ヶ月で投資回収が可能であると報告しています。.
10.トラブルシューティングと一般的な故障モード
症状:圧力降下の急激な上昇
考えられる原因
-
高い介在物負荷またはスラグの侵入によるフィルターの目詰まり。.
-
フラックスやコーティングとの反応による焼結閉鎖。.
処置:キャスティングを中止し、交換するか、設計上可能であればバックフラッシュし、上流のスキミングを点検する。.
症状:挿入時にフィルターが割れる
考えられる原因
-
予熱不足による熱ショック。.
-
取り扱い時の機械的衝撃。.
処置:予熱手順を見直し、取扱工具を点検する。.
症状:迂闊な行動と変わらない不良率
考えられる原因
-
密閉性が低いか、取り付け方向が正しくない。.
処置:メカニカルシール、ゲート経路を確認し、すべての金属がフィルターを通過することを確認する。.
症状:フィルター表面のアルミニウムのピックアップが多い
考えられる原因
-
汚染物質やフラックスの残留物による化学反応。.
対策:メルトケミストリーとフラックスの使用量をチェックする。.
シンプルなトラブルシューティングフローにより、アップストリームとフィルターの問題を迅速に切り分け、ダウンタイムを最小限に抑えることができます。.
11.ケーススタディのスナップショットと業界事例
-
ホイール鋳造用ストークチューブろ過:炉の引抜きポイントに設置されたストークチューブフィルターは、ホイール鋳造用の金属を引抜く際の酸化物介在物を減少させ、ホイールの完全性を向上させます。Pyrotek社では、ストーク管に取り付けたエレメントを使用することで、介在物が大幅に減少したことを記録しています。.
-
高流量キャスハウス用カートリッジアレイ:平行セラミックチューブを備えたフィルターボックスは、濾過表面積を維持しながら圧力損失を低く抑えるため、高スループットラインで使用されます。このようなシステムは、圧延工場の原料操業で一般的に使用されています。.
-
脱気とろ過の組み合わせ:多くの鋳物工場では、ガス浮遊の後に残留微粒子を除去するために、オンライン回転脱気とチューブフィルターを下流で組み合わせています。この組み合わせは、溶融物の品質を最も確実に改善します。.
12.環境、安全、規制への配慮
-
廃棄:使用済みセラミック・エレメントには封じ込められた介在物が含 まれているため、鋳造廃棄物と同様に取り扱ってください。地域の規制に従ってリサイクルまたは廃棄してください。.
-
ダスト:乾燥したセラミック素子を取り扱う場合、粉塵が発生することがあります。.
-
オペレーターの安全:溶銑作業では、挿入、取り外し、緊急時の取り扱いに厳密な手順が必要。.
鋳物工場は、安全管理システムの中でフィルター取扱手順を文書化し、トレーサビリティのためにエレメント変更の記録を保持すべきである。.
13.実施チェックリストとメンテナンス表
表 2.初回使用前の実施チェックリスト
| ステップ | アクション |
|---|---|
| 1 | ご使用の合金と鋳造プロセスに関するサプライヤーの推奨グレードをご確認ください。 |
| 2 | 正しいシールとマウントを備えたハウジングまたはストークチューブを準備する。 |
| 3 | 予熱および挿入手順についてスタッフを教育する |
| 4 | 1週間分の予備エレメントとシール部品の在庫 |
| 5 | 初期適格鋳造を行い、介在物カウントを測定する。 |
表3.定期メンテナンススケジュール(例)
| 頻度 | タスク | 備考 |
|---|---|---|
| 毎日 | ハウジングのシールとメルトパスの目視チェック | バイパス経路がないことを確認する |
| ウィークリー | 圧力損失とスループットの記録 | トレンドは驚きを防ぐ |
| 毎月 | 保管されているエレメントに損傷がないか点検する | 破断線が見られるものは交換する |
| エレメント変更ごと | 濾過された量と交換の理由を記録する。 | トレーサビリティの維持 |
セラミック管濾過と精密鋳造FAQ
1.チューブフィルターとセラミックフォームプレートの違いは何ですか?
2.自分の合金に適した気孔率を選ぶにはどうすればよいですか?
3.チューブフィルターは低圧ダイカスト(LPDC)で使用できますか?
4.チューブフィルターエレメントはどのくらいの頻度で交換すべきですか?
5.チューブフィルターは、溶存水素やガスの気孔を防ぐことができますか?
6.セラミック管にはどのような予熱方法が推奨されますか?
7.鋳物工場でのろ過性能はどのように確認できますか?
検証は以下の方法で行われる:
- 金属組織分析: 研磨された断面のインクルージョン数を調べる。.
- KモールドまたはPoDFAテスト: メルトクリーンの定量的評価。.
- スクラップの追跡: フィルター使用量と加工不合格の減少との関連性。.
8.チューブフィルターは洗浄して再利用できますか?
9.フィルターはゲートシステムのフローパターンを変えるか?
10.チューブろ過の恩恵を最も受ける産業は?
-
- 押出ビレット
| 産業 | ベネフィット |
|---|---|
| 航空宇宙 | 飛行安全のための重大な欠陥の除去。. |
| 自動車 | エンジンブロックのCNC加工における工具寿命の向上。. |
| ダイラインと表面欠陥の減少。. |
高性能セグメントは、その厳しい機械的特性要件とゼロ欠陥公差により、最も恩恵を受ける。.
最終的な実践的提言
-
チューブ濾過は、メルト・クオリティ・プログラムのひとつの要素として扱う。脱ガスおよび良好なスキミングと組み合わせてください。.
-
本格的なロールアウトの前に、試験鋳造と介在物分析によってフィルター等級の選択を検証する。.
-
熱衝撃によるダメージを最小限に抑え、オペレーターの安全を確保するために、トレーニングや取扱器具に投資する。.
-
圧力損失、欠陥メトリクス、エレメントのスループットを監視して、交換間隔を調整し、コストを管理します。.
