アルミニウム鋳造に最も効果的なインゴット鋳型は、耐熱性、熱伝導性、構造的完全性の特定のバランスに依存しており、通常はASTM A27グレード60-30鋳鋼または高品位ダクタイル鋳鉄を使用して達成されます。最適な性能を得るためには、これらの鋳型は鉄のピックアップを防ぎ、離型を容易にするために非濡れ性コーティングと組み合わせる必要があります。AdTechは、正しく設計された鋳型を適切なメンテナンス・プロトコルで使用することで、不合格率が12%以上減少し、鋳造装置の耐用年数が大幅に延びることを確認しています。.
現代のカストハウスにおけるインゴット鋳型の重要な役割
アルミニウム鋳造は精密な科学である。鋳型は単なる容器ではなく、最終的な鋳塊の微細構造を決定する熱交換器なのです。一次製錬所であれ二次リサイクル施設であれ、インゴット鋳型は、金属が凝固して市場性のある製品になる前の最終的な容器としての役割を果たします。.
金型の設計は凝固速度に影響する。金属が急速に冷えすぎると内部応力が発生する。冷却が遅すぎると、結晶粒組織が粗くなり、合金が弱くなります。ここでは、優れた金型性能を定義する技術的パラメータに焦点を当てる。.

熱衝撃と疲労を理解する
溶融アルミニウムが金型に流入するたびに、内面は急速に膨張する一方、外面はより低温のままとなる。この膨張差が巨大な応力を生み出す。数千回のサイクルを経て、これは熱疲労を引き起こし、一般に「火割れ」として知られる現象となる。“
アドテックの高品質金型は、高い熱疲労抵抗性を備えた材料を優先的に採用しています。常温から700℃(1292°F)までの温度変化に繰り返し耐え、金属を閉じ込める深い亀裂が生じず「付着」を引き起こさない合金を使用しています。“
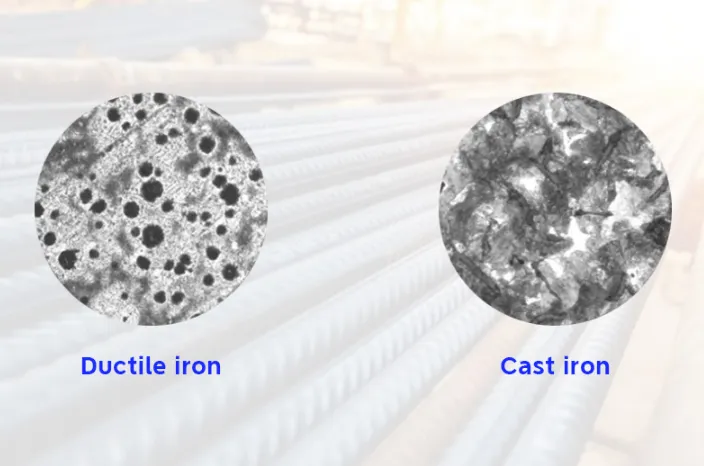
材料の選択:ダクタイル鋳鉄と鋳鋼の比較
適切な母材を選択することは、鋳物工場経営者にとって最も重要な決定事項です。業界標準は、ねずみ鋳鉄、ダクタイル鋳鉄、鋳鋼の間で変動します。.
ダクタイル鋳鉄(ノジュラー鋳鉄): この素材は、亀裂を阻止するグラファイト・ノジュールを含んでいる。ねずみ鋳鉄よりも延性に優れ、破断することなくわずかに反ることができます。物理的な衝撃が懸念される雌豚の金型や大型のインゴット金型に適しています。.
鋳鋼: スチールは修理性に優れている。鋼鉄製の金型に亀裂が入っても、溶接できることが多い。鉄の金型は溶接が難しい。また、スチールは引っ張り強度が高いため、同じ容量でも軽量になります。.
金型素材の比較
次の表は、アルミニウム鋳造に関連する物理的特性の概要です。.
| 材料特性 | ねずみ鋳鉄(クラス30) | ダクタイル鋳鉄 (65-45-12) | 鋳鋼 (ASTM A27) |
| 炭素含有量 | 3.0% – 3.5% | 3.0% – 4.0% | 0.20% – 0.50% |
| 熱伝導率 | 高い | 中程度 | より低い |
| 反りへの耐性 | 低い | 高い | 非常に高い |
| 修理可能性(溶接) | 貧しい | 難しい | 素晴らしい |
| 初期費用 | 低い | ミディアム | 高い |
| 一般的な寿命 | ショート | ミディアム | ロング |
形状とデザインの最適化
アルミニウムのインゴット鋳型の形状は任意ではない。凝固前線に関する厳密な物理学に従っています。.
ドラフトの角度とリリース
固化したインゴットがメカニカルハンマーで打ち込むことなく金型から確実に離型するためには、壁面に特定の抜き勾配が必要です。アドテックエンジニアリングでは、最低7~10度の抜き勾配を推奨しています。これにより、アルミニウムブロックが冷却される際に金型壁から離れるように収縮することができます。.
肉厚の一貫性
安価な金型の一般的な欠陥は、壁厚の不均一性である。角部が側壁より著しく厚い場合、熱を長く保持する。これにより「ホットスポット」が生じ、アルミニウムが液体のまま残り、他の部分は固化する。これが収縮キャビティの原因となる。.
私たちの設計哲学は、均一な熱質量を強制します。有限要素解析(FEA)を使って冷却サイクルをシミュレーションし、底面と側面が方向性のある凝固を促進する速度で熱を抽出するようにしています。.
金型コーティングの必要性
溶融アルミニウムが素地の金属と直接接触すると、最高級の鋼製鋳型でさえも破損する。アルミニウムは鉄との親和性が高く、鋳型表面を溶解させ「はんだ付け」現象を引き起こす。“
コーティングの種類
-
ボーン・アッシュ 伝統的な方法。安価だが懸濁性が悪く、すぐに沈殿する。また、リン酸カルシウムの不純物が混入することもある。.
-
合成コーティング(窒化ホウ素): これはADtechのクライアントが使用するゴールドスタンダードです。完全に濡れない表面を提供します。溶けたアルミニウムが水銀のように滑ります。.
応用テクニック
コーティングを施すことは、コーティングそのものと同じくらい重要である。.
-
予熱: 金型は150℃から200℃の間でなければならない。.
-
噴霧する: 細かい霧が水切れや水滴を防ぐ。.
-
養生: 金型の熱でバインダーが硬化し、硬いセラミックのようなシェルができる。.

運用ケーススタディ米国オハイオ州(2024年1月)
場所 オハイオ州クリーブランド、アルミニウム二次製錬所。.
日付 2024年1月12日.
問題だ: この工場では、1000ポンドの雌豚の金型において、表面インクルージョンと深刻なステッカーの問題により、6%の不合格率が発生していた。オペレーターはインゴットをリリースするためにスレッジハンマーを使用しており、金型をさらに損傷させていました。.
介入:
工場長はアドテック仕様のダクタイル鋳鉄型に切り替え、厳しい窒化ホウ素コーティングのスケジュールを実施した。.
プロセスの変更:
-
古いねずみ鋳鉄の金型は廃棄された。.
-
新しい鋳型は、最初の注入の前に200℃に予熱された。.
-
金型を5サイクルごとに再コーティングする自動スプレーシステムが設置された。.
結果(2024年3月測定):
-
拒絶率: 6%から0.4%に低下。.
-
サイクルタイム: 粘りがなくなったため15%減少。.
-
金型寿命の予測: 以前の在庫の2倍になると推定される。.
このケースは、より高品質なインゴット金型材料と消耗品への初期投資が、稼動アップタイムを通じて回収できることを示している。.
アルミニウムインゴットが品質管理に失敗した場合、金型が原因であることが多い。根本原因を特定するには、欠陥の形態を分析する必要があります。.
水垢と爆発
水分は大敵だ。金型にヘアライン状のひび割れがあると、冷却スプレーの水分が金属の中に入り込みます。溶けたアルミニウムがこの閉じ込められた水分に触れると、瞬時に膨張して蒸気になり、爆発を引き起こします。当社では、使用中のすべての金型に厳格な亀裂検査(浸透探傷剤)を義務付けています。.
表面包含
モールドコーティングが剥がれると、インゴットの中に入ってしまう。これは通常、冷たい金型にコーティングを施したり、厚く塗りすぎたりしたことが原因です。.
欠陥解決法の表
| 欠陥の種類 | 外観 | 根本原因(カビ関連) | 是正措置 |
| アイアンピックアップ | インゴットの錆びた筋 | ベアメタルコンタクト | 直ちにバリアコーティングを再施工する。. |
| コールドシャット | 表面の折れ線 | 寒すぎるカビ | 金型の予熱温度を上げる。. |
| ステッカー | 金型に溶融したインゴット | 粗い表面/アンダーカット | 滑らかに粉砕し、離型剤を塗布する。. |
| 反り | 凸/凹ボトム | 熱ストレスサイクル | 応力緩和鋳鋼に切り替える。. |
ソウモールドと標準インゴットモールドの比較
会話ではしばしば同じ意味で使われるが、「インゴット」と「ソー」は鋳造の異なる規模を指す。.
標準的なインゴット金型:
通常、25ポンドから50ポンドの棒鋼を生産する。これらは小型の炉で再溶解するために使用される。金型は多くの場合、連続チェーン・コンベア・システムで連結されている。ここでの機械的ストレスは低いが、熱サイクルの頻度は高い(1日に数百回)。.
カビをまく:
これらは1000ポンドから2000ポンドの重量を持つ大型ブロックを生産します。静置型またはフォークリフトで移動可能です。ここでの主な課題は膨大な熱容量です。母型は変形せずに大量のエネルギーを吸収しなければなりません。ADtechの母型は底面に補強リブを備え、底部が外側に反る「腹部効果」を防止します。.
メンテナンスによる金型寿命の延長
メンテナンスはオプションではなく、収益を上げるための必須条件なのだ。.
クリーニング・サイクル
フラックスやドロスの残留物が金型の隅に蓄積する。これを放置すると、硬化してインゴットの形状が変化する。機械的なワイヤーブラッシングが標準的ですが、再コーティング前に表面形状をリセットするにはサンドブラストが優れています。.
ストレージ・プロトコル
金型は決して屋根のない屋外に保管しないでください。錆が発生すると表面が粗くなり、アルミニウムが付着しやすくなります。金型は乾燥した、湿度の管理された環境で保管することをお勧めします。やむを得ず屋外に保管する場合は、水が溜まらないようにパレットに立てて置いてください。.
-
ドロスパン: 廃棄物のスキミングに使用される容器。.
-
スキムパン: ドロスパンに似ているが、軽量であることが多い。.
-
スラグ容器 重いごみの場合。.
-
ロンダース 金型に供給する水路。.
アドテックは、この全領域にわたるソリューションを提供します。洗濯ライニングが無傷であることを確認することで、金型への耐火物粒子の侵入を防ぎます。この全体的なアプローチにより、金型がその主要な機能であるクリーンな金属の成形を確実に行うことができます。.
経済分析:プレミアム金型のROI
安価な金型は初期コストは低いが、生産されるアルミニウム1トンあたりのコストは高くなる。.
失敗の数学
低コストの鋳型は$500で、500回注ぎ続けられるかもしれない。注湯1回あたりのコスト=$1.00。.
プレミアムADtechスチール鋳型は$1,500かもしれないが、3,000回使える。注湯1回あたりのコスト=$0.50。.
さらに、安価な金型が故障して故障が発生した場合、ダウンタイムコストは生産損失で1時間あたり10,000ドルを超える可能性があります。「安全係数」は当社エンジニアリング部門において絶対条件の指標です。.

環境への影響と持続可能性
アルミニウム産業は廃棄物ゼロを目指している。インゴット金型がその一翼を担っている。.
-
金型のリサイクル性: 鋼鉄と鉄の金型は、寿命が尽きれば100%リサイクルが可能です。.
-
エネルギー効率: 最適な熱伝導率を持つ金型は、水冷の必要量が少なく、工場の水使用量を削減します。.
-
スクラップの削減: 金型が良いということは、不合格インゴットが少ないということである。不合格のインゴットを再溶解するには多大なエネルギーが必要です。初回から正しく製造することで、アルミニウム1トンあたりの二酸化炭素排出量は減少します。.
高度な鋳造技術
現在、自動注湯システムへのシフトが見られる。これらのシステムは、金型内の金属レベルを検出するためにレーザーセンサーを使用しています。これらのセンサーが機能するためには、鋳型のリップの寸法が一定でなければならない。ゆがんだ金型はセンサーを混乱させ、過剰注湯や流出を引き起こします。ADtechの金型は、レーザーおよびビジョン・システムとの互換性を確保するため、厳しい公差で加工されています。.
連続鋳造とバッチ鋳造
連続鋳造では、「鋳型」は水冷式銅ジャケットである。しかし、多くの合金、特に鋳造用合金(A356、319)においては、粒径制御と合金元素の偏析防止において、恒久鋼鋳型へのバッチ鋳造が依然として優れた方法である。.
グローバル製錬企業のための戦略的調達
金型の調達には物流が伴う。金型は重く、密度が高い。うまく管理しないと、輸送コストが製品コストに匹敵することもあります。ADtechは、金型を効率的にパレタイズし、戦略的な物流拠点を選択することで、物流を最適化します。.
見積依頼書(RFQ)を発行する際、バイヤーは次のように指定する必要がある:
-
合金タイプ(鉄対鋼)。.
-
必要な化学組成(ASTM規格)。.
-
重量の許容範囲。.
-
表面仕上げの要件(RMS値)。.
-
リフティング・ラグの試験要件(安全のため)。.
結論アドテクノロジーの優位性
アルミニウムのインゴットモールドは鋳造家の基礎です。過酷な条件にも耐え、操業が円滑に進むようにします。適切な材料を選択し、適切なコーティングを施し、設備をメンテナンスすることで、生産物の品質を確保することができます。.
ADtechは冶金学とエンジニアリングの交差点に位置しています。単に鉄や鋼を売るのではなく、長寿と効率を売るのです。.
よくある質問 (FAQ)
1.アルミインゴットの金型に最適な材料は何ですか?
最適な素材は用途によって異なる。標準的な用途の場合, ASTM A27 グレード 60-30 鋳鋼 ダクタイル鋳鉄は、反りに対する耐性と溶接による修理が可能なことから優れている。ダクタイル鋳鉄は、より大型の雌豚用金型には強力な代替品です。.
2.インゴット鋳型の再コーティングの頻度はどのくらいですか?
これはコーティングの種類によります。ボーンアッシュの場合、シフトごとにコーティングが必要な場合があります。ADtechが使用する高品位窒化ホウ素コーティングの場合、予熱された金型に正しく塗布されていれば、5~10回の注湯ごとに再コーティングが必要な場合があります。.
3.アルミニウムの地金にひびが入るのはなぜですか?
インゴットのひび割れは、金型が冷たすぎるか、金属が熱すぎるために起こることが多い。金型が冷えていると、アルミニウムの表面は瞬時に凝固し、中心部は液状になるため、応力破壊が生じます。通常、金型を150℃~200℃に予熱することで解決します。.
4.アルミインゴットの金型にねずみ鋳鉄は使えますか?
はい、ただし大量生産には推奨されません。ねずみ鋳鉄は耐熱疲労性が劣ります。ダクタイル鋳鉄や鋼材よりもはるかに速く「火割れ」(蜘蛛の巣状のひび割れ)が発生し、鋳塊表面が粗くなる原因となります。.
5.アルミニウムが金型に付着する原因は何ですか?
スティッキングはバリア・コーティングの不具合によって起こる。溶けたアルミニウムが裸の鉄や鋼鉄に触れると、表面にはんだ付けされます。これを解決するには、金型を洗浄してアルミニウムの残留物を取り除き、徹底的にコーティングし直す必要があります。.
6.ソウモールドとインゴットモールドの違いは何ですか?
それは主にサイズです。インゴット型は通常、25~50ポンドのアルミニウムを保持します。ソウ金型は、バルク輸送と再溶解用に設計されており、1,000~2,000ポンドを保持します。ソウモールドは、重量を処理するために、より頑丈な補強リブを必要とします。.
7. 金型内での「水爆発」をどのように防止すればよいですか?
流し込む前に、鋳型が100%乾いていることを確認してください。予熱がこれを保証する唯一の方法です。結露の小さな滴や、水分を含むヘアライン状の亀裂でさえ、溶融アルミニウムが入ると危険な爆発を引き起こす可能性があります。.
8.ADtechインゴット金型の一般的な寿命はどのくらいですか?
適切なメンテナンスとコーティングを行えば、鋳鋼製鋳型は日常的な操作で数年間使用できます。その限界は、熱的な故障よりもむしろ物理的な損傷(取り扱い)であることがほとんどです。.
9.なぜADtechの金型は一般的な金型よりも優れているのですか?
私たちは材料の純度と形状の一貫性に重点を置いています。一般的な金型には、ホットスポットの原因となる肉厚のばらつきがよく見られます。ADtechの金型は均一な熱抽出のために設計されており、安定した凝固速度を保証します。.
10.金型の形状はアルミの品質に影響しますか?
抜き勾配の角度とコーナーの半径が大きな役割を果たします。金型の角が鋭いと、インゴットに応力点が生じます。ADtechの設計では、応力集中を減らし、インゴットの微細で均一な結晶粒構造を確保するために、余裕のある半径を使用しています。.
