水素は、固体のアルミニウムよりも溶けたアルミニウムの方がはるかに溶けやすく、融点付近では通常およそ10倍から20倍も溶けやすい。凍結時に溶解度が急激に低下することが、未処理のアルミニウムがピンホール、ガス孔、ブリスター、内部ボイドを発生させる直接的な理由である。. このたった一つの冶金学的事実が、アルミニウム鋳造において溶解品質管理が非常に重要である理由を説明している。工場がよりクリーンなビレット、スラブ、ホイール、ダイカスト、または重力鋳造の生産高を望むなら、水分のピックアップを制限し、乱流を減らし、溶存水素を確認し、金属が金型に入る前に効果的な脱ガスを使用しなければならない。要するに、液体水素容量と固体水素容量の対比は、教科書的な詳細ではない。それは、スクラップ率、圧密性、表面仕上げ、下流の機械的性能の背後にある主要なレバーのひとつである。.
プロジェクトで 溶融アルミ脱ガス装置, あなたは、次のことができる。 お問い合わせ お見積もりは無料です。.
水素は、通常の鋳造および鋳造所条件下でアルミニウムに溶解する唯一のガスである。この言葉は、アルミニウムの溶融処理に関するほとんどの技術的な議論に登場しますが、実際的な意味についてはあまり説明されていません。技術者は水素が重要であることを知っている。オペレーターは、溶融処理が遅れると気孔が生じることを知っている。バイヤーは、回転式脱ガス装置、グラファイトローター、分析装置、濾過システムに費用がかかることを知っている。これらすべての決定を結びつけるのは、液体アルミニウム中の水素と固体アルミニウム中の水素の間の熱力学的ギャップである。この関係が明確になれば、脱ガス、試験、合金の取り扱い、機器の選択に関する決定は、より簡単で合理的になります。.
純アルミニウム中の水素溶解度、脱ガス法
なぜ水素は固体の金属よりも溶けたアルミニウムに溶けやすいのですか?
簡単に言えば、構造の自由である。液体アルミニウムは無秩序な原子配列を持ち、固体アルミニウムは秩序ある結晶格子を持つ。融液は一時的な間隙が多く、原子の移動度が大きいため、液体状態では水素原子が存在しやすい。アルミニウムが固化すると、結晶格子は水素を受け入れにくくなります。.
原子レベルでは何が起きているのか?
融液中では、水素は金属表面で解離した後、原子状で存在する。水素は液体中に拡散し、熱力学的平衡に従って溶解したままである。固体のアルミニウムでは、利用可能な格子サイトが限られ、エネルギー的に不利になります。つまり、金属はもはや同量の水素を保持することができない。.
これが鋳造時の問題の根源である:
- 液体アルミニウムは、比較的高い溶存水素を保持することができる。.
- ソリッドアルミはほとんど持ちこたえられない。.
- 余剰分は凍結中にどこかに行かなければならない。.
- 逃げられないと毛穴ができる。.
なぜ、凝固時にこのようなことが問題になるのか?
凝固は瞬間的なものではない。鋳物やビレットは時間をかけて凍結し、デンドライトや残存液のポケットを形成する。前進する固体から放出された水素は、最後の液体領域に蓄積される。局所的なガス濃度は急速に上昇する。圧力と核生成条件が許せば、樹枝状間隙が形成される。.
つまり、危険なのは “融液中の高い水素 ”だけではないということだ。危険なのは 水素+凝固.
この挙動はアルミニウム特有のものなのだろうか?
水素の溶解度の違いは他の金属でも重要だが、アルミニウムは特に敏感である:
- 水素が溶存ガスの主な懸念事項である。.
- 酸化膜とバイフィルムは、細孔の核生成サイトを提供しやすい。.
- 多くのアルミニウム製品は、厳しい表面品質と内部品質を必要とする。.
- リサイクル・チャージと湿気への暴露は、ガス・ピックアップを素早く上昇させる。.
溶融アルミニウムと固体のアルミニウムの水素溶解度の差はどのくらいですか?
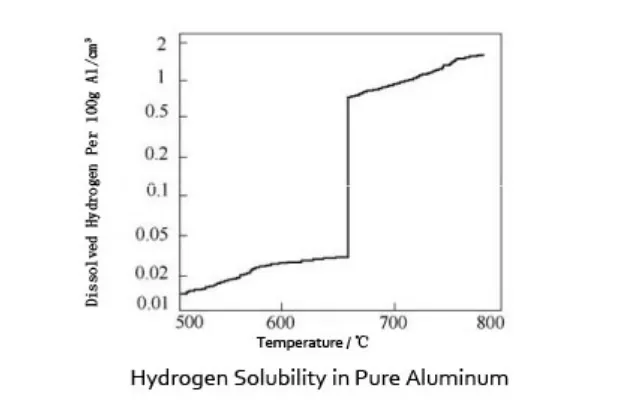
融点付近では、その差は劇的です。データソース、合金ファミリー、単位系にもよりますが、鋳造温度付近の液体アルミニウムは、凝固境界の固体アルミニウムのおよそ10倍から20倍の水素を溶解します。.
近似水素溶解度の比較
| アルミニウムの状態 | 代表的な温度範囲 | 平衡水素溶解度 | 実用的な意味 |
|---|---|---|---|
| 溶融アルミニウム | 700℃~750℃前後 | 100gのAlあたり約0.6~0.8cm³のH2 | メルトはかなりの溶存水素を保持できる |
| 液相近くの溶融アルミニウム | 660℃~700℃前後 | 100gのAlあたり約0.5~0.7cm³のH2 | それでもソリッドステートよりはるかに高い |
| 凍結寸前の固形アルミニウム | 660℃前後 | 100gのAlあたり約0.03~0.04cm³のH2 | 非常に低い水素容量 |
| 常温で固体のアルミニウム | 20℃~25℃前後 | 極めて低く、実用上は無視できるレベルである。 | 水素は液体レベルでは溶け残らない |
これらの値は、工業的な議論に使用される代表的な範囲である。正確な数値は参照元、合金化学、試験方法によって異なる。臨界点は最後の小数点ではありません。臨界点は 液体から固体への遷移における急峻なギャップ.
なぜエンジニアは単一の値ではなく比率を引用することが多いのか?
この数値は温度、圧力、合金添加によって変化するため、多くの冶金学者は比率で問題を表現する。融点付近では、液体状態は固体状態の約15倍から20倍の水素を保持する可能性がある。この比率は、炉の中では扱いやすく見える溶融物でも、鋳造すると深刻な気孔が生じる理由を説明する。.
プラントの議論に役立つ単位換算
工場によって水素を報告する単位が異なる。そのため、監査、工程移管、サプライヤーとの話し合いの際に混乱が生じる。.
| 単位表現 | 意味 | 近似関係 |
|---|---|---|
| cm³ H2 / 100 g Al | 共通技術溶解度単位 | 冶金学の文献に広く使用されている。 |
| mL H2 / 100 g Al | cm³ / 100 gと同じ実用的な意味 | 1 mL = 1 cm³ |
| 重量ppm | 質量ベースの水素含有量 | おおよそ、1mLのH2/100gのAlは、約0.89ppmのHとなる。 |
| 密度指数 | 相対ガス傾向インジケーター | 間接的なもので、直接的な溶解度単位ではない |
工場での誤解の多くは、これらの単位を変換せずに混ぜてしまうことから生じる。.
溶融アルミニウムへの水素の溶解を説明する熱力学的法則は?
最も一般的な出発点はシーベルトの法則である。簡単に言えば、融液中の溶存水素濃度は、金属上部の水素分圧の平方根に温度依存定数を掛けたものに比例する。.
簡易式
[H]=K(T)×√PH2
場所:
- [H] は溶存水素濃度である。.
- K(T) は温度に依存する溶解度定数である。.
- √PH2 は水素ガスの分圧である。.
植物の言葉で言うと
融液上部の雰囲気が、水分、炭化水素、燃焼生成物などに起因する水素ポテンシャルを多く含む場合、水素のピックアップが容易になる。メルト温度が上昇すると、液体中の水素溶解度も上昇する傾向がある。高温、湿潤、乱流の金属がガス問題の完璧なレシピとなるのはこのためである。.
多くの植物が期待する以上に水分が重要な理由
鋳造業者はよく「水は溶融アルミニウムの敵だ」と言うが、これはスローガンではない。これはスローガンではなく、熱力学的な現実である。高温の金属の近くにある水蒸気は解離し、水素の吸収を可能にする。発生源は以下の通り:
- ダンプチャージ素材。.
- ウェットツール
- 非加熱のレードル。.
- 洗濯カバーの結露。.
- 湿度の高い燃焼ガス。.
- 冷却回路付近の漏れ。.
工場は注意深く脱気しても、水分管理が不十分であれば、ガスの気孔率で苦労することになる。.
アルミニウムが液体から固体に変わるとき、溶存水素はどうなるのか?
固化が始まると、水素は新しく形成された固体に溶けにくくなる。進行する固体は水素を残りの液体中に放出する。これにより、樹枝間チャネルや最終凍結ゾーンの局所的な水素濃度が上昇する。.
細孔核形成はなぜムッシーゾーンで起こるのか?
凍結時には、いくつかの条件が同時に発生する:
- 液体残量が減少する。.
- 残った液体中の水素濃度は上昇する。.
- 授乳が難しくなる。.
- 酸化膜や介在物が核生成サイトとして働く可能性がある。.
- ムッシーゾーン内の圧力条件は、気孔の成長に有利になる。.
ガスが拡散しきれない場合、気孔が核となる。この気孔は球状、細長いもの、樹枝状、あるいは収縮空洞と連なったものなどがある。.
ガス気孔率と収縮気孔率はしばしば相互作用する
植物は時々、ガス孔率と収縮孔率をあたかも無関係であるかのように分けて考えることがある。実際には、両者はしばしば相互作用する。水素は、他の方法では小さいままであった空隙を拡大させることがある。給餌不良は、ガスに関連した欠陥を増幅させる可能性がある。結果として生じる空隙ネットワークは、両方のメカニズムを反映している可能性がある。.
バイフィルムが問題を悪化させる理由
アルミニウム冶金ではしばしばバイフィルムと呼ばれる、融液中に折り込まれた酸化膜は、空気を閉じ込めたり、クラック状の界面を形成したりする。これらの内部表面は、水素孔の核形成に理想的な場所である。これが、乱流制御が脱気と同じくらい重要な理由である。.
凝固順序と水素の挙動
| ステージ | 水素の状態 | 欠陥リスク |
|---|---|---|
| 完全液体メルト | 水素は溶解度限界以下であれば溶解したままである。 | 常に見えるわけではない、隠れたガス負荷 |
| 早期冷凍 | 固体は水素を排出して液体になる | 現地での水素濃縮開始 |
| ムシャムシャゾーン | 樹間液体が水素リッチに | 細孔の核生成と成長 |
| 最終凝固 | エスケープパスが閉じる | ポロシティが金属内部に閉じ込められる |
| 室温まで冷却 | 固体水素の溶解度が極端に低くなる | 既存の毛穴が残り、それだけでは消えない |
実際のアルミニウム溶解・保持作業では、水素はどこから来るのか?
製造における水素の問題のほとんどは、水分に起因するものであり、神秘的な化学的性質に起因するものではない。水素のピックアップは通常、取り扱い規律、炉の雰囲気、原料の状態に起因する。.
アルミニウム工場における一般的な水素源
| ソース | 水素がメルトに入る仕組み | 典型的な植物の症状 |
|---|---|---|
| ウェット・スクラップまたはリターン | 高温の金属接触で水分が解離する | 充電後の急激な水素上昇 |
| 湿った道具とスキマー | 融液表面への水の接触 | ローカルフレア、ドロス、ガスピックアップ |
| 非加熱のレードルと洗濯機 | 結露または残留水分 | ヒート間のガスレベルが可変 |
| 湿度の高い炉内雰囲気 | 水蒸気は露出した融液と相互作用する | 遅いが粘り強いピックアップ |
| 水分汚染を伴うフラックス | 処理中の水素源 | 一貫性のない脱気性能 |
| バーナー製品 | 燃焼は水蒸気を発生させる | 換気の悪い炉ではガス傾向が高い |
| タービュレント・トランスファー | 常に表面を更新し、新鮮な金属を露出させる | より多くの酸化とガス吸収 |
リサイクル料金がしばしばリスクを高める理由
リサイクル・アルミニウムは優れた原料になり得ますが、油分、塗料、酸化物、さまざまな水分にさらされた履歴を持つことがよくあります。準備と乾燥に一貫性がない場合、水素ピックアップのリスクは著しく高まります。.
持ち時間が重要な理由
高温での長時間保持は、特に表面が露出していて大気が湿っている場合に、水素が融液に入り込む時間を長くする。これが、優れたプラントが後期の緊急脱ガスだけに頼らない理由の一つである。また、上流でのピックアップも減らしている。.
水素溶解度や水素ピックアップを最も高めるプロセス条件は?
水素の挙動は複数の変数に左右される。温度も重要だが、大気、暴露時間、乱流、合金の化学的性質も重要だ。.
主要なプロセス変数とその影響
| 可変 | 溶存水素への影響 | 生産結果 |
|---|---|---|
| より高いメルト温度 | 水素の溶解度を高める傾向がある | キャスティング前に、より多くの水素が液体中に残ることができる |
| 高湿度または水蒸気 | 水素ピックアップの可能性を高める | ガスレベルが急上昇 |
| 長い保持時間 | より多くの吸収時間 | 未処理の場合、多孔性のリスクが高い |
| 乱流注出または移送 | 反応面を常に更新 | 水素をより多くピックアップし、酸化物をより多く巻き込む |
| 炉表面の汚れとドロスの乱れ | 金属を酸化条件にさらす | ガスとインクルージョンの複合欠陥 |
| カバーフラックスのコントロール不良 | メルト表面は露出したまま | 可変ガス含有量 |
| 頻繁な返品再溶解 | 反復暴露サイクル | プロセスドリフトと清浄度損失 |
合金化学は水素の挙動を変えるか?
しかし、その影響は必ずしも単純ではない。合金元素の影響もある:
- 表面酸化傾向。.
- 介在物との相互作用。.
- 冷凍中の摂食特性。.
- 有効空隙率感度。.
- 脱気に対する反応。.
すべての組成で普遍的な溶解度変化ルールを主張するよりも、合金化学が水素関連の欠陥リスクを修正すると言った方が安全である。.
合金ファミリーの一般的な影響
| 合金ファミリーまたは特徴 | 水素に関する代表的な懸念事項 |
|---|---|
| 高マグネシウム合金 | より反応性の高い表面、より多くの酸化物とスピネルの形成 |
| シリコン含有鋳造合金 | 重要な部分で空隙が目立つことがある |
| リサイクル二次合金 | さまざまな汚染と湿気の履歴 |
| 高品質ビレット合金 | 下流の押し出しと表面要求による厳しい水素限界 |
| 圧延スラブ合金 | 圧延および熱処理中のブリスターおよび介在物感受性 |
水素ポロシティが、ある鋳物には現れ、ある鋳物には現れないのはなぜですか?
これは最も一般的なプラントの質問のひとつです。ある溶湯が中程度の水素含有量であっても、ある形状では問題なく鋳造できるのに、別の部品ではひどい不良が発生することがある。その説明は、水素含有量、凝固速度、供給能力、圧力、および酸化物集団の複合効果にある。.
毛穴が実際に形成されるかどうかに影響する主な条件
- 鋳造前の溶存水素濃度。.
- 酸化物やバイフィルムなどの細孔核生成サイトの存在。.
- 金型内の凝固圧力。.
- 冷却速度とムッシーゾーン幅。.
- 鋳物の収縮に対する能力。.
- 局所断面の厚さ
- 金型設計とゲート乱流。.
高圧プロセスが問題の一部を覆い隠してしまう理由
金属の圧力が高いプロセスでは、目に見えるガス孔の拡大が抑制される可能性がある。だからといって、水素が無関係というわけではない。水素は内部品質、熱処理反応、リーク性能に影響を与える可能性がある。.
製品タイプ別の欠陥発現
| 製品タイプ | 一般的な水素関連の欠陥 |
|---|---|
| DC鋳造ビレット | 中心空隙率、押し出し表面のばらつき、ブリスター発生リスク |
| ローリングスラブ | 内部ガス欠陥、熱間圧延または熱処理後のブリスター |
| 重力鋳造 | 厚い部分のガス孔、リーク不良、加工性の悪さ |
| 低圧鋳造 | メルトの品質が低下した場合の内部空隙 |
| ダイカスト溶湯供給 | 圧力の稠密性の問題、閉じ込められたガスとプロセスの欠陥との相互作用 |
| ホイールと構造鋳造 | 疲労寿命の低下と局所的な収縮とガスの相互作用 |
同じ金型でも結果が異なる理由
ある取鍋の保持時間が長かったり、ある搬送経路の乱流が激しかったり、あるシフトがわずかに異なる工具を使用して予熱したりすると、水素と酸化物のレベルは、気孔の形成を変えるほど異なることがある。これが、外観に基づく判断よりも、規律ある工程管理が重要な理由である。.
エンジニアや鋳物工場は、溶融アルミニウム中の水素をどのように測定しているのだろうか?
水素は測定しなければうまくコントロールできない。先進的な工場では、製品の価値や要求される精度に応じて、直接法と間接法を組み合わせている。.
一般的な水素と気孔率の評価方法
| 方法 | 何を測定するか | 強さ | 制限 |
|---|---|---|---|
| 減圧テスト | 真空下での気孔率傾向 | 迅速かつ実用的 | 間接的、演算子依存の解釈 |
| 密度指数 | 密度差に基づく相対ガス傾向 | 便利なトレンドコントロール | 直接的な水素濃度ではない |
| First Bubbleまたは類似の分析装置 | 溶存水素の直接測定 | 強力なプロセス制御の価値 | 必要な設備費用と校正規律 |
| 真空固化サンプル | ポロシティ度 | 優れた比較ツール | 解釈はまだ必要 |
| メタログラフィー | 実際の細孔構造と介在物相互作用 | 強力な原因究明ツール | 即席の現場手法ではない |
| 最終製品の超音波検査またはX線検査 | 内部欠陥検出 | 強力な検証 | 溶融問題を防ぐには遅すぎた |
密度指数が広く使われている理由
手頃な価格で、素早く、身近なものだ。植物は熱によって熱を傾けることができる。弱点は、溶存水素だけでなく、多孔質傾向を反映することです。インクルージョンやサンプリング方法が結果に影響することがあります。.
プレミアムビレット、スラブ、構造物鋳造メーカーは、あいまいさを減らすため、直接分析装置を好むことがよくあります。エンジニアが真の水素含有量と鋳造サンプルのばらつきを分離できれば、プロセス開発が容易になります。.
プラントの成熟度による典型的な制御戦略
| 工場レベル | 一般的な慣習 |
|---|---|
| 基本的な鋳造 | 時々減圧テスト |
| 中操作 | 定期的な密度指数とオペレーター・ログ |
| 先進的なカストハウス | 直接水素分析、トレンドチャート、統計管理 |
| プレミアム航空宇宙または自動車サプライヤー | 直接水素測定、含有量管理、レシピ検証、監査トレーサビリティ |
溶融アルミニウム中の水素含有量を最も効果的に減少させる方法は?
現代の生産における最も効果的な方法は、不活性ガス(通常はアルゴンまたは窒素)をグラファイト・ローターに分散させて使用する回転式脱ガス処理である。他の方法も有効であるが、多くの工場では回転式処理が工業標準である。.
水素制御方法の比較
| 方法 | 主なメカニズム | 強さ | 制限 |
|---|---|---|---|
| ロータリー脱気 | 微細な不活性ガスの気泡が融液から水素を奪う | 高効率、優れた再現性 | 設備、黒鉛部品、規律ある操作が必要 |
| スタティック・ランス・バブリング | ガスの泡が融液の中を上昇する | 簡単なセットアップ | 粗い気泡による効率の低下 |
| フラックス処理 | インクルージョンの除去と表面保護をサポート | メルトクリーンをサポート | 回転式処理に比べて水素除去が限定的 |
| 真空処理 | 水素分圧を下げる | 特定のシステムに強い | 多くの標準的なアルミラインではあまり一般的ではない |
| 表面スキミングのみ | トップからドロスを取り除く | 必要な家事 | 溶存水素は除去しない |
| より優れた荷電乾燥と低乱流ハンドリング | 水素のピックアップを防ぐ | 優れた予防価値 | すでに溶解しているガスは除去できない |
予防が矯正より安い理由
最も安価な水素は、融液に入ることのない水素である。ドライ・チャージ、予熱されたツール、冷静な移送、カバー付きの保持の実践は、脱ガス・システムの負担を軽減する。.
ロータリー治療が清潔にも役立つ理由
グラファイト・ローターから発生する微細なガス泡は、酸化物の浮選を助けることができる。これが、脱ガスをうまく行うことで、複数の欠陥カテゴリーが改善される理由のひとつである。.
水素制御は、ビレット、スラブ、鋳造の下流工程での性能にどのような影響を与えるのか?
多くのチームは、水素について、破断面に見られる気孔の観点からしか考えていない。本当の影響はもっと広い。.
水素管理の不備がもたらす川下への影響
- 圧延中または再加熱中に表面にふくれが生じる
- 鋳造部品の気密性を下げる。.
- 疲労寿命の低下。.
- 一部の製品で溶接の反応が悪い。.
- 不安定な加工。.
- 超音波検査やX線検査でスクラップが増える。.
- 漏水や視覚的品質に関連した顧客からの苦情。.
- 表面下の欠陥により、アルマイトの外観が一定しない。.
ビレットとスラブが高感度である理由
鍛造製品は、大きな変形とその後の熱処理を受ける。隠れていたガス欠陥が開いたり、拡大したり、あるいはさらに加工を進めた後に初めて見えるようになることもある。鋳造工場では問題ないように見える鋼片でも、 押出や圧延では下流で問題が発生することがある。.
製品感度表
| 製品ルート | 水素管理が重要な理由 |
|---|---|
| 押出ビレット | 表面仕上げ、耐ブリスター性、プロファイルの一貫性 |
| ローリングスラブ | シートの品質、フォイルの完全性、ブリスター管理 |
| 鋳物 | 気密性、機械加工性、機械的特性 |
| 自動車構造部品 | 疲労、衝突挙動、内部完全性 |
| 熱処理鋳物 | 気孔の拡大と機械的信頼性の低下 |
水素制御規格を作成する際、エンジニアは何を規定すべきか?
優れた工程仕様書は、“溶融物を脱気する ”ことに留まってはならない。測定可能な受入基準と運転条件を定義すべきである。.
技術基準に盛り込むべき実用的な項目
| 仕様項目 | なぜそれが重要なのか |
|---|---|
| 最大許容水素含有量または密度指数 | 測定可能な品質目標を設定する |
| サンプリング周波数 | 良い熱、悪い熱」のドリフトを防ぐ |
| 溶融温度ウィンドウ | 溶解度と処理効率は温度に依存する |
| 鋳造前の保持時間 | 再吸収を制限する |
| チャージ乾燥と工具予熱の要件 | 湿気によるピックアップを低減 |
| 脱気ガスタイプ | アルゴンと窒素は植物経済において異なる挙動を示すかもしれない |
| ローター速度、処理時間、浸漬深さ | プロセスの再現性を高める |
| グラファイト・ローターの交換基準 | 磨耗した部品がバブルの品質を低下させる |
| 記録保存形式 | 根本原因分析と監査をサポート |
受入制限を製品ルートに合わせるべき理由
適度な圧密性が要求される重力鋳造では、高級圧延スラブで使用されるような限界は必要ない。プロセス能力と顧客のニーズが目標を形成するはずである。.
単一検査値よりもトレンドが重要な理由
1回の検査結果はスナップショットでしかない。強力な基準はトレンドを追跡する:
- 合金
- 炉
- オペレーター
- シフト
- 治療のレシピ。.
- 下流の不良率。.
これにより、根本原因が安定しているのか、それとも漂流しているのかが明らかになる。.
脱ガス装置、グラファイト・ローター、水素分析装置を購入する際、調達チームは何をチェックすべきか?
この記事は水素溶解度に焦点を当てているが、多くの読者は購入の方向性も必要としている。.
水素制御システム調達チェックリスト
| 評価項目 | バイヤーが尋ねるべきこと |
|---|---|
| ロータリー脱気装置 | 安定した回転数、ガス流量、浸漬深さを維持できるか? |
| グラファイト・ローター・グレード | 密度、灰分、コーティング、期待寿命はどのように規定されているか? |
| グラファイト・シャフト | アライメントコントロールは、ぐらつきを防ぐのに十分な強度があるか? |
| ガス供給システム | どのような純度と流動安定性が保証されるのか? |
| アナライザー精度 | どのような校正ルーチンと再現性のデータが入手可能ですか? |
| 予備部品リードタイム | サプライヤーは緊急の交換ニーズに対応できるか? |
| プロセスサポート | サプライヤーは、実際の生産現場における治療レシピの最適化を支援してくれるか? |
| ドキュメンテーション | 操作手順書、図面、メンテナンス説明書が含まれているか。 |
単価よりも総コストが重要な理由
不安定な気泡サイズを発生させる低価格のローターは、気泡サイズを増大させる可能性がある:
- ガス消費量
- 治療時間
- スクラップ
- ドロス生成
- ダウンタイム
- 顧客リスク
つまり、最も安価なスペアが、実際の生産では高価なスペアとなることが多いのだ。.
液体アルミニウムが固体アルミニウムよりもはるかに多くの水素を保持できるのであれば、すべてのプラントは、凍結が始まる前にそのギャップを制御する方法を必要としている。脱ガス装置、グラファイトローター、分析装置、メルトハンドリングコンポーネントが、要求の厳しいラインにおいてオプションの付属品でないのはこのためである。これらは溶解度の低下に直接対応するものである。.
空隙率の問題を繰り返す原因となる、よくある誤解は?
経験豊富なプラントでさえ、同じような間違った思い込みを繰り返すことがある。.
誤解1:“メルトはきれいに見えたから、水素は少ないに違いない”
表面が明るいからといって、溶存ガスが少ない証拠にはならない。水素は問題を起こすまで目に見えない。.
誤解2:“スキミングは水素を除去する”
スキミングはドロスと浮遊汚染物質を除去する。バルクメルトから溶存水素を除去することはできない。.
誤解3:“1回のガス抜きサイクルですべてが解決する”
水素は、保持中、移送中、乱流注出中に再侵入する可能性がある。脱ガスは、規律正しい取り扱いと組み合わせる必要がある。.
誤解4:“水素管理が必要なのはファウンドリーだけ”
ビレット、スラブ、フォイルストック、押し出し加工も非常に敏感であり、多くの場合、下流工程で後になって現れる。.
誤解5:“気孔率は気体だけを意味し、収縮率を意味しない”
多くの欠陥には、ガスと供給制限の両方が関与している。金属組織検査では通常、その相互作用が示される。.
よくある過ちとその結果
| 間違い | 即効性 | 長期的な結果 |
|---|---|---|
| ウェットリターンの充電 | 高速ガスピックアップ | シフト全体で持続する空隙率 |
| 脱ガスが早すぎる。 | キャスティング前の再吸収 | 良いテスト、悪い製品 |
| 表面をかき混ぜる | 酸化物の巻き込み | ガスとインクルージョンの複合欠陥 |
| 摩耗したグラファイト・ローターの使用 | 粗い気泡、弱いガス抜き | より高い水素と変動する結果 |
| 分析計の校正を無視する | 偽りの自信 | 不十分なプロセス決定 |
金属が金型に到達する前に、工場はどのようにして水素のピックアップを減らすことができるのか?
最強の水素管理プログラムは、融液が脱ガスステーションに入る前に始まる。.
価値の高い予防措置
- チャージ材を乾燥させ、予熱する。.
- 返品はカバーをかけて保管すること。.
- 道具、レードル、洗濯機、スキマなどを予熱する。.
- 炉の雰囲気を安定させる。.
- オープンメルトの露出時間を最小限にする。.
- 乱流搬送とウォーターフォール注水を減らす。.
- ドロスは浴中にかき混ぜるのではなく、静かに取り除く。.
- ガス純度と分析計の校正を確認する。.
- 磨耗したグラファイト部品は定期的に交換する。.
- 処理時間を実際のメルト量に合わせる。.
なぜ予防と除去が連携しなければならないのか
防止は、流入する水素負荷を低下させる。脱ガスは残りの溶存ガスを除去する。その後、濾過が浮遊介在物の除去に役立つ。最高の金属品質は、単一のステップに依存するのではなく、このような段階的な戦略によってもたらされる。.
水素溶解度、脱ガス、空隙率リスクの実際的な関係は?
この関係は、ひとつのプロセスチェーンにまとめることができる:
- 湿気と暴露が溶融アルミニウムに水素を導入する。.
- 液体アルミニウムは水素を容易に溶かす。.
- 無垢のアルミでは同じ量を保持することはできない。.
- 固化は水素を残りの液体に放出する。.
- 水素が行き場を失うと、毛穴ができる。.
- 気孔があると品質が損なわれ、スクラップが増える。.
- 脱ガスと規律正しい取り扱いが、この連鎖を中断させる。.
プロセス・チェーン概要表
| ステップ | 冶金イベント | 制御方法 |
|---|---|---|
| 水素ピックアップ | 水分は液体金属と相互作用する | ドライチャージ、予熱、制御された雰囲気 |
| メルトへの溶解 | 液体アルミニウムは水素を保持しやすい | 短い保持時間、カバー付きメルトハンドリング |
| 固化拒否 | 固体は水素を拒絶して液体になる | 鋳造前の出発水素を下げる |
| 細孔核形成 | 最終凍結液に水素が蓄積 | 脱ガス、低乱流、クリーンメルト |
| 最終的な欠陥形成 | 毛穴が製品に閉じ込められたまま | 試験、工程管理、下流検査 |
溶融アルミニウムと固形アルミニウムの水素溶解度に関するFAQ
溶融アルミニウム中の水素:10/10 FAQ
1.なぜ水素は固体よりも溶けたアルミニウムに溶けやすいのですか?
それは次のようなことだ。 原子配列. .液体アルミニウムは、一時的な「空隙」が多く、原子移動度が高い無秩序な構造をしているため、水素原子が容易に入り込むことができる。固化して面心立方(FCC)結晶格子になると、気体を保持できる間隙ははるかに少なくなる。.
2.液体アルミニウムへの水素の溶解度は?
その差は劇的だ。融点では、液体アルミニウムはおよそ 10~20倍の水素 が固相よりも低下する。相変化の際のこの急激な溶解度の低下が、アルミニウム鋳造におけるほとんどすべてのガス関連欠陥の物理的根源である。.
3.アルミニウムが固化するとき、水素はどうなるのか?
金属が凍ると、固相は溶存水素を残りの液体に「拒絶」する。このため、液体中の水素濃度が急上昇し、次のような状態になる。 ガスの泡. .これらの気泡が前進する固体前面に捕捉されると、内部孔として残る。.
4.アルミニウムで懸念されるガスは水素だけですか?
5.溶融温度が高いと、水素の溶解度は高くなるのか?
そうだ。. 溶解度は温度によって指数関数的に増加する。融液を “過熱 ”することで、より多くの水素を保持できるだけでなく、アルミニウムが大気中の水分と反応する速度も増加する。 ピックアップ もっとガスを.
6.スキミングで溶存水素を除去できますか?
7.水素を還元する工業的な最良の方法は?
ロータリー脱気 が業界標準である。回転するグラファイト・ローターを通して不活性ガス(アルゴンまたは窒素)の微細な気泡を注入することで、水素原子は気泡の中に拡散し、表面に運ばれて安全に放出される。.
8.なぜ鋳物は脱気後にも気孔を示すのですか?
9.溶けたアルミニウム中の水素を、植物はどのように検査するのか?
品質管理
最も一般的なツールは 減圧試験(RPT), ガス含有量を拡大して目視検査できる。より精密な作業には 密度指数 計算、またはリアルタイムの数値データのための直接溶存水素分析器(AlscanやTelegasのような)。.
10.なぜビレットやスラブ製造において水素管理が重要なのか?
最終技術サマリー
溶融アルミニウムと固体のアルミニウムにおける水素溶解度は、アルミニウム冶金において最も重要な概念のひとつです。液体金属は固体金属よりもはるかに多くの水素を保持することができます。凍結中、この差は溶解ガスを気孔率の脅威に変えます。これが、溶融処理が化学的調整や表面スキミングだけではない理由である。それは、凝固中の製品内部という最悪のタイミングで、水素を溶液から自然に押し出す熱力学的遷移を管理することである。.
実践的な教訓は明確だ:
- 液体アルミニウムは、特に高温、湿潤、乱流状態において、水素を容易に吸収する。.
- 固体のアルミニウムは水素容量が非常に小さい。.
- 凍結時の溶解度の低下が、ガス多孔の直接的な原因である。.
- 酸化物、バイフィルム、給餌不良は欠陥をより深刻にする。.
- 予防は、ドライ・チャージ、ドライ・ツール、冷静なメルトの取り扱いから始まる。.
- コントロールに必要なのは測定であって、目視による当て推量ではない。.
- 回転式ガス抜きと規律ある工程管理は、高品質のアルミニウム鋳造の中心であり続けている。.
アドテックのプロセス思考では、このトピックは狭いラボの問題ではない。装置の仕様、溶融物の取り扱い設計、脱ガスの実施、グラファイト・ローターの選択、分析装置の選択、そして最終的な顧客の品質に影響する。アルミニウムを扱うエンジニア、製造マネージャー、調達スペシャリストは誰でも、この溶解度の対比を明確に理解する必要があります。なぜなら、この対比は、きれいに鋳造できるヒートもあれば、ポロシティやブリスターを発生させ、コストのかかる下流工程の不具合を引き起こすヒートもある理由を説明するからです。.
