最新のアルミニウム鋳造において、水素含有量を低減し、ピンホールを減らし、金属を清浄にし、ビレット、スラブ、鋳造品の品質を安定させる最も確実な方法は、次のとおりです。 アドテック 回転式脱気装置 正しく指定された グラファイト・ローターとグラファイト・シャフト, ガス流量、ローター速度、浸漬深さ、溶融温度、および処理時間の制御された範囲内で操作される。これらの変数を合金の種類と炉の条件に合わせると、溶融アルミニウムはより低い密度指数、より少ないガス欠陥、より良好な介在物浮遊、下流の目詰まりの減少、表面仕上げの改善、およびより強力なプロセスの一貫性を示す。実用的なプラント用語では、良好な回転脱ガスは二次的な処理工程ではありません。それは、冶金学上の中核的な管理ポイントである。.
お客様のプロジェクトで脱ガス溶融アルミユニットを使用する必要がある場合、以下のことが可能です。 お問い合わせ お見積もりは無料です。.
溶融アルミニウムは表面上は穏やかに見えても、その内部には溶存水素、断片化した酸化皮膜、フラックス残渣、微細な非金属粒子が含まれていることがあります。液体アルミニウムは固体アルミニウムよりもはるかに容易に水素を溶解するため、水素は最も根強いガス問題です。固化の過程で、溶解した水素は溶解性を失い、気孔を形成します。その結果、目に見えるピンホール、内部気孔、耐圧性の低下、疲労寿命の低下、加工応答性の低下、アルマイト外観の不安定などが生じます。ロータリー脱気は、回転するグラファイト・ローターによって不活性ガスを微細な気泡に分散させ、この問題に対処する。この気泡は高い表面積を生み出し、金属からの水素拡散を促進すると同時に、介在物の表面への上昇を助ける。この組み合わせにより、回転式処理は、鋳造工場、ダイカスト鋳造工場、ビレットライン、および圧延スラブ工場で最も広く採用されている溶融アルミニウム精製方法のひとつとなっています。.

溶融アルミのガス抜きは何を解決するのか、なぜ鋳造前に不可欠なのか?
脱ガスは溶存水素を除去し、浮遊不純物を溶融物から運び出すのに役立つ。アルミニウム冶金において水素は、湿気、濡れた工具、湿った装入物、湿気の多い燃焼生成物、または炉の雰囲気暴露によって容易に溶融物に侵入するため、懸念される主な溶存ガスである。.
金属が冷えて固まり始めると、水素の溶解度は急激に低下する。この低下によりガスが溶液から押し出され、気孔が生じる。欠陥はいくつかの形で現れる:
- 表面近くに微細なピンホール。.
- 破断面やマクロエッチングで確認できる内部気孔。.
- 鋳造部品の気密性の低下。.
- 伸びと耐疲労性が低い。.
- 圧延や熱処理後の表面のふくれ。.
- 一貫性のない加工挙動。.
- 真空またはリークに敏感なアプリケーションでの拒絶。.
脱ガスを省略したり、不十分にしている工場では、化学的性質や温度が問題ないように見えても、品質にばらつきがある。.
こちらもお読みください:脱気とは何か?その意味、目的、方法とは?
溶融アルミニウム中の水素:冶金学上の核心問題
水素は、水蒸気や炭化水素との接触を通じて融液に侵入する。少量の水分でも水素ピックアップの引き金になる。一般的な発生源は以下の通りである:
- ウェット・スクラップ
- 湿度の高い炉の雰囲気。.
- ウェット・フラックス
- 耐火物の表面が湿っている。.
- 移動ポイント付近の冷却システムに漏れがある。.
- 始動時に工具や洗濯機に結露が発生する。.
これが、ほぼ同じ合金化学組成を持つ2つのヒートで鋳造が大きく異なる理由です。あるヒートでは水素が少なく、きれいな鋳造ができる。別のヒートでは溶存ガスが十分で、鋳造全体にポロシティが発生することもあります。.
脱ガス不良に関連する主要なメルト品質リスク
| 生産における問題 | 典型的な根本原因 | 最終製品の結果 |
|---|---|---|
| ピンホールとガス気孔率 | 高溶存水素 | 密度低下、リーク不良、加工不良 |
| 圧延または熱処理後の水疱 | 金属に閉じ込められた水素 | 表面拒絶と顧客からの苦情 |
| 低い疲労寿命 | ガス孔と酸化物の相互作用 | 初期の亀裂発生 |
| 不安定な濾過 | ガス気泡が混じった重い介在物負荷 | 圧力変動とフィルター寿命の低下 |
| 粗い表面仕上げ | 鋳造に持ち込まれたドロスと酸化物 | 筋、切れ端、ざらつき |
溶融処理における有用なルールは単純である。水素制御も同様に重要です。.
回転式脱ガス装置は、どのようにして液体アルミニウムから水素を除去するのですか?
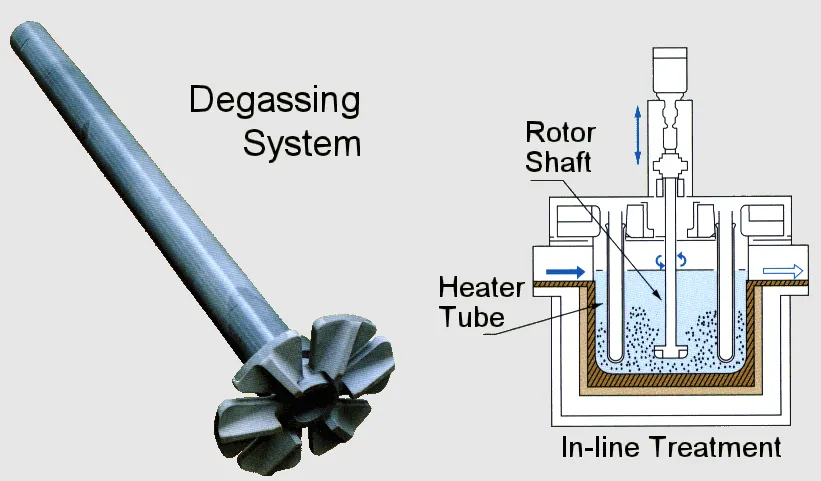
回転式脱ガス装置は、回転するグラファイト・シャフトとグラファイト・ローター(インペラーと呼ばれることもある)を通して、不活性または半不活性処理ガスを注入する。ローターはガス流を小さな気泡の雲に分解し、同時に溶融物を循環させる。この複合作用により、ロータリー・システムは通常、単純なランス・バブリングよりも優れた性能を発揮する。.
水素除去の物理的原理
新しく形成される気泡内の水素分圧は非常に低いため、水素は溶融アルミニウムから処理ガス気泡に拡散します。小さな気泡が重要なのは、気泡が水素を供給するからです:
- 単位気体量あたりの表面積が増える。.
- 融液中での接触時間が長い。.
- トリートメントゾーンを通してより良い分配。.
- より効率的な水素移動。.
回転するローターはまた、溶融物をある領域から別の領域へと移動させ、デッドゾーンを減らし、処理チャンバーまたはファーネスポケット全体の均一性を向上させる。.
ロータリー脱気と通常のガスパージとの比較
| 治療方法 | バブルの質 | 金属循環 | 脱ガス効率 | 典型的な工場の成果 |
|---|---|---|---|---|
| スタティック・ランス・パージ | 粗い泡 | 弱い | 中~低 | 不均一な処理と長いサイクルタイム |
| ロータリー脱気 | きめ細かく、よく分散した泡。 | 強い | 高い | 低水素と優れた一貫性 |
| 錠剤またはフラックスのみの治療 | 限定的なガス効果 | 最小限 | 水素除去率が低い | ガスコントロールには不十分だが、介在物には効果があるかもしれない |
気泡の大きさでパフォーマンスが大きく変わる理由
非常に大きな気泡は素早く上昇し、水素の移動があまり起こらないうちに融液から離れる。よく設計されたローターは、微細で安定した気泡場を形成する。これにより滞留時間が延長され、処理効率が大幅に改善されます。工場ではしばしば、密度指数、圧力試験結果の低下、鋳造欠陥率において、その違いが即座に見られます。.
回転処理中の包接浮遊
ロータリー脱ガスは水素だけの問題ではありません。微細な気泡は酸化膜、フラックス残渣、その他の浮遊粒子に付着することがある。いったん付着すると、これらの不純物は浮力を増し、メルト表面またはスキム層に向かって移動します。つまり、優れたロータリーシステムは、ガス除去と清浄度向上の両方をサポートするのです。.

ロータリー脱ガスにはどのようなガスが使用され、どのように選択すべきでしょうか?
ガスの選択は、処理コスト、水素除去効率、金属の清浄度、環境負荷、装置の摩耗に影響する。最も一般的な選択は、アルゴンと窒素である。特殊なケースでは塩素を含む混合ガスを使用する操業もあるが、安全性と排出の懸念から、現在では塩素を含まない方法を好む工場が多い。.
ガス比較表
| ガス種 | 主な利点 | 主な制限 | 典型的な使用例 |
|---|---|---|---|
| アルゴン | 高い不活性、強力な脱ガス性能、低い反応リスク | より高いコスト | プレミアムクリーンライン、反応合金ファミリー、厳格な品質目標 |
| 窒素 | 低コスト、広く入手可能、多くのアルミニウム合金に有効 | アルゴンよりやや不活性、適用範囲は合金と工場の慣行による | 一般的なキャストハウス用、コスト重視のオペレーション |
| アルゴン+塩素または塩素含有ミックス | 水素と特定の溶存アルカリ不純物の除去に役立つ | 安全性、腐食、ヒュームコントロール、規制圧力 | レガシーシステムまたは特殊な処理ルート |
アルゴンが好ましい場合
アルゴンはしばしば次のような場合に選ばれる:
- 清潔さの目標は非常に厳しい。.
- 商品価値は高い。.
- 合金化学は反応性が高い。.
- プラントは、最も安定した不活性なプロセスルートを望んでいる。.
- 顧客監査では、メルトの治療記録が重視される。.
窒素が現実的な選択肢である場合
窒素は、合金種、処理温度、操業規律が適切であれば、低コストで非常に良好な結果が得られるため、多くの鋳物工場で一般的であり続けている。.
ガス純度が重要な理由
適切なガスであっても、純度が低かったり、ラインの漏れによって水分が混入したりすると、性能が低下することがある。エンジニアはチェックする必要がある:
- ガス純度仕様。.
- 露点レベル。.
- 流れの安定性。.
- ホースとフィッティングの完全性。.
- レギュレーターの状態.
最高級のローターでは、湿ったガスや不安定なガス供給は補えない。.
アドテック回転式脱気装置の主な部品は何ですか?
ロータリー脱気システムは、グラファイト製インペラを備えたモーターだけではありません。信頼性の高い処理は、フルアセンブリーにかかっています。.
ユニットの中核部品
| コンポーネント | 機能 | なぜそれが重要なのか |
|---|---|---|
| 駆動モーター | シャフトとローターを回転させる | 安定した速度制御がバブルの品質を左右する |
| リフティング機構 | シャフトアセンブリの昇降 | 浸漬深さを制御し、始動時またはシャットダウン時にローターを保護します。 |
| グラファイトシャフト | ガスとトルクをローターに伝える | 酸化と熱衝撃に耐えること |
| グラファイト・ローター | ガスを微細な気泡に分解し、融液を循環させる。 | 主な治療有効成分 |
| ガス供給システム | アルゴンまたは窒素をシャフトに送る | 流動安定性が水素除去に影響 |
| 制御盤 | スピード、時間、ガスレート、モーションシーケンスを設定 | 再現可能な処理は一貫した設定に依存する |
| 保護フードまたはシール配置 | ヒュームの拡散と熱損失を低減 | プラントの安全性と処理の安定性を向上 |
| 取り付けフレームまたはキャリッジ | 炉、取鍋、処理ボックスの上にユニットを支持 | 確実な浸漬とアライメントを支える構造精度 |
ロータリー・ユニットの生産拠点
アドテックの回転式脱気装置は、以下の場所に設置できます:
- 保持炉
- 搬送用レードル
- 坩堝
- インライン処理ボックス。.
- ロンダに接続された精製ステーション。.
最適な場所は、メルト量、バッチリズム、合金交換頻度、下流鋳造ルートによって異なる。.
制御精度が重要な理由
同じようなモーター出力の2つのユニットがあっても、1つのユニットが正確な速度制御や安定した浸漬位置決めを欠いていれば、治療結果はまったく異なるものになります。水素のピックアップは熱によって素早く変化するため、再現性は極めて重要である。プラントには、オペレーターの感覚に基づく処理方法ではなく、繰り返し使用できる脱ガスレシピが必要です。.
実際のプラント運転で最も重要なグラファイト・ローターの仕様は?
このトピックに関する検索トラフィックは、通常1つの質問に集中している:「グラファイト・ローターのスペック・シートで何をチェックすべきか?答えは、直径だけではありません。ローターの寿命と治療品質は、材料グレード、構造、形状、ガス排出口の設計、酸化防止、寸法精度、シャフトとの適合性によって決まります。.
グラファイト・ローターの主な仕様
| 仕様項目 | 典型的な産業分野 | なぜそれが重要なのか |
|---|---|---|
| 黒鉛グレード | 細粒で高純度の緻密なグラファイト | 強度、耐酸化性、低汚染リスク |
| 嵩密度 | 密度の高いグレードが好まれることが多い | 耐摩耗性に優れ、ボディからのガス漏れが少ない。 |
| 灰分 | 灰分が非常に少ないことが望ましい | 溶融アルミニウム中の汚染リスクを低減 |
| 酸化防止 | 含浸または表面コーティング | 高温酸化条件下での耐用年数の延長 |
| ローター直径 | メルト容積と容器の形状に合わせる | 循環パターンと気泡分散をコントロール |
| ローター形状 | オープン、クローズ、スロット、マルチポートスタイル | 気泡サイズ、せん断、包接浮遊に及ぼす影響 |
| ガスホールデザイン | アウトレットの数、サイズ、角度 | 気泡分布に不可欠 |
| スレッドまたはジョイントスタイル | シャフトにしっかりフィット | ぐらつき、漏れ、機械的故障を防ぐ |
| 最高使用温度 | グラファイトのグレードとコーティングに関連 | サービスウィンドウの定義に役立つ |
| 期待寿命 | サイクル、時間、トンで測定 | コスト計画において重要 |
代表的なグラファイト・ローターの特性範囲
正確な数値はメーカーやグレードによって異なる。以下の範囲は、単一の普遍的な基準ではなく、一般的な工業的慣行を反映したものです。.
| プロパティ | 高品質グラファイト・ローターの代表的な範囲 | 実践的意義 |
|---|---|---|
| 嵩密度 | 1.70~1.86 g/cm³ | 通常、高密度が長寿命を支える |
| 灰分 | 0.3%以下 | 溶融物への不純物移行が少ない |
| 曲げ強度 | 20~45MPa | 回転時や浸漬時のひび割れ防止に役立つ |
| 圧縮強度 | 50~100MPa | 構造的安定性を支える |
| 見かけの気孔率 | 低く抑えられている | 酸化が少なく、ガスの滲み出しが少ない |
| 耐用年数 | 使用に応じて数十から数百サイクル | 調達における主なコスト要因 |
ローターのジオメトリーが些細なことではない理由
ローターの形状は、気泡の生成と溶融物の循環を制御する。不十分な形状は、ガスフローと回転数が適切であっても、大きな気泡とデッドゾーンを発生させる可能性がある。強力な設計はガスを均一に広げ、気泡雲を安定に保ち、表面から酸化物を融液に引き戻す激しい渦の形成を回避する。.
一般的なローター設計ファミリー
| ロータータイプ | 典型的な行動 | 適切な状況 |
|---|---|---|
| オープン・スロット・ローター | 強力なガス分解、簡単なクリーニング | 汎用治療 |
| クローズドまたはセミクローズド・ローター | よりコントロールされたバブル・リリース | 安定した微分散が必要な用途 |
| 多穴ラジアルローター | ブロード・バブル・フィールド | 中~大メルト量 |
| ポンピング式ローター | 強い循環と脱ガス | 大型処理チャンバーまたはインラインボックス |
ローターの寿命を縮めるもの
生命を制限する主な要因は以下の通りである:
- アイドリングストップ中の高温暴露による空気中の酸化。.
- 予熱不足による熱ショック。.
- 浸漬中の機械的衝撃。.
- 不安定な燃焼や局所的な過熱を引き起こす不適切なガスの流れ。.
- アグレッシブな炉内雰囲気でのケミカル・アタック。.
- 過速度運転。.
- シャフトのアライメント不良。.
低価格のローターは、注文書上では魅力的に見えるかもしれないが、頻繁な交換、突然の破損、不安定な扱いによって、高価な選択となることが多い。.
グラファイトシャフトの仕様は、脱ガス安定性にどのような影響を与えますか?
シャフトはローターよりも注目されないことが多いが、シャフトはガスを運び、トルクを伝達し、過酷な溶融金属環境内でローターの位置を保持する。シャフトの品質が弱ければ、ローターは最高の性能を発揮できません。.
グラファイトシャフトの重要なパラメーター
| パラメータ | バイヤーが確認すべきこと | 運転への影響 |
|---|---|---|
| 素材グレード | 酸化防止処理を施した高密度高純度グラファイト | 耐摩耗性と耐酸化性が向上 |
| シャフトの長さ | 炉の深さとリフティングストロークに合わせる | 正しい浸漬と安全な操作 |
| 外径 | トルク需要とガス通路サイズに適合 | 回転時の安定性 |
| 内径サイズ | 処理ガス流量に合わせたサイズ | ガス制限を回避 |
| 共同デザイン | ネジ式またはカスタムロック式接続 | 振動と漏れを抑える |
| 真直度公差 | タイトな加工コントロール | ふらつきとローターの偏摩耗を低減 |
| コーティングの品質 | 均一な酸化防止 | メルトライン以上での長寿命 |
上部のホットゾーンが重要な理由
金属表面と炉口に近いシャフト部は、多くの場合、最も早く酸化が進行する。その部分は、熱風、熱サイクル、ヒュームによる攻撃を受けます。適切なコーティングとスマートな操作方法によって、耐用年数を何サイクルも延ばすことができます。.
生産現場で見られるシャフトの故障モード
- メルトライン上で酸化が薄くなる。.
- ローター接続部のネジ山の損傷。.
- 衝撃や取り扱い不良による曲がり。.
- 堆積物による内径の閉塞。.
- 熱衝撃を繰り返すとクラックが発生する。.
グラファイト・コンポーネントを評価するバイヤーは、シャフトとローターを、関連性のないスペアパーツではなく、ひとつのマッチしたアセンブリのように扱うべきである。.
水素除去効率を決める運転パラメータは?
高級なハードウェアであっても、プロセスウィンドウが間違っていれば、うまく機能しない。回転式脱ガスには調整可能な変数がいくつかあり、それらの相互作用によって溶融物が改善されるか、単に攪拌されるかが決まる。.
主なプロセス変数
| パラメータ | 低すぎる場合 | 高すぎる場合 | 実用的なターゲット・ロジック |
|---|---|---|---|
| ローター回転数 | 大きな泡、弱い循環 | 表面渦、ドロス巻き込み、過剰摩耗 | 表面酸化物を下方に引っ張ることなく、微細な気泡を発生させる速度を使用する。 |
| ガス流量 | 限定的な水素移動 | 気泡合体、乱流、金属攪乱 | 融液量とローター形状に合わせる |
| 浸漬深さ | トップ付近のみのミキシング不良 | 底洗掘または耐火物の相互作用 | ローターを活性メルトゾーンに保ち、底部からのクリアランスを確保する。 |
| 治療時間 | 不完全なガス抜き | 余分なドロス、酸化、生産性の低下 | 当てずっぽうではなく、水素テストで検証する |
| 溶融温度 | 低すぎるとバブルの動きが鈍くなる | 高すぎると酸化と水素ピックアップのリスクが高まる | 合金固有の鋳造ウィンドウ内にとどまる |
| 金属の質量と形状 | 考慮されなければ不均等な待遇 | 炉間のレシピ伝達不良 | 実際の浴量と容器形状に合わせたスケール設定 |
回転数を習慣で選べない理由
鋳物工場でよくある間違いは、すべての合金、炉、バッチサイズに対して1つのローター回転数を使用することである。それが最良の結果をもたらすことは稀である。同じローターでも、小型のるつぼと大型の保持炉とでは、必要な回転数が異なる場合がある。水素試験データに基づいて回転数を検証している工場では、通常、より高い再現性が見られます。.
推奨されるプロセス開発手法
エンジニアはしばしばこの方法でレシピを構築する:
- 合金族とメルトボリュームを定義する。.
- ガスの種類と純度を選択します。.
- 安全なローター浸漬深さを選択する。.
- スピードとガスレートの組み合わせをいくつか試す。.
- 水素レベル、密度指数、または減圧結果を測定する。.
- ドロスの発生とローターの摩耗を記録する。.
- 品質、コスト、部品寿命のバランスが取れたレシピを修正する。.
このデータベースの方法は、他のラインから設定をコピーするよりもはるかに強力だ。.
回転脱ガスは介在物除去、ドロス発生、金属歩留まりにどのような影響を与えますか?
回転処理はガス含有量以上の影響を与える。浮遊不純物の挙動、スキム量、メルトロスにも影響する。優れたシステムは、不必要な乱流を発生させることなく、介在物の浮遊を促進しながら水素を低下させます。.
水素削減以外のメリット
- 酸化膜はより効率的に上へ移動する。.
- 微細な非金属粒子が気泡に付着して上昇することがある。.
- 溶融温度は、局所的な処理領域でより均一になる。.
- 下流のセラミック・フォーム・フィルターは、汚染負荷が低いため、より長持ちする可能性がある。.
- ガスと介在物の相互作用に関連した鋳造欠陥は、しばしば減少する。.
しかし、脱ガスによってドロスが増える可能性はあるのだろうか?
はい、不適切なやり方は余分なドロスを発生させる可能性があります。ローターの回転数が高すぎたり、浸漬が浅すぎたりすると、ユニットが表面の酸化物をメルトに引き込み、さらに酸化を発生させる可能性がある。つまり、脱ガスは常に制御されていなければならないのです。良い回転処理とは、表面下で穏やかであることであり、上部で暴力的であることではない。.
プロセスバランス表
| 動作状態 | 水素への影響 | 介在物への影響 | ドロスと歩留まりへの影響 |
|---|---|---|---|
| 適切な回転数とガスレート | 強力な除去 | 良好な浮遊性サポート | 許容可能なスキムレベル |
| 表面撹拌のし過ぎ | 混戦模様 | 表面酸化物が再び融液に入る可能性がある | 高いドロス、低い歩留まり |
| 短すぎる治療時間 | 弱点除去 | 限定浮遊 | 効率的に見えても品質は低いまま |
| 安定した処理と適切なスキミング | 最高の総合成績 | クリーナー・メルト | スクラップの低減と歩留まり安定性の向上 |
ガス抜き評価に歩留まりを含めるべき理由
脱気装置を水素の数値だけで判断する工場もある。それは不完全である。真の経済結果には以下が含まれる:
- スクラップ率
- ドロス生成。.
- ローターとシャフトの消費。.
- 治療時間.
- ガス消費量。.
- メンテナンスによるダウンタイム。.
- 最終的な鋳造品質。.
最良のセットアップとは、水素発生量が絶対的に少ないセットアップとは限らない。それは、最高の総生産量をもたらすセットアップである。.
エンジニアはローターの直径、浸漬深さ、容器の適合性をどのように選択すべきか?
ローターのサイズと処理チャンバーの形状は連動しなければならない。小さすぎるローターは、溶融物を十分に移動させることができないかもしれない。大きすぎるものは、不安定な流れと急速な摩耗を引き起こす可能性がある。.
実用的な選択要素
| 選択要因 | なぜそれが重要なのか |
|---|---|
| 溶解量 | 大きな浴槽には広い循環が必要 |
| 炉または取鍋の形状 | 形状が再循環パターンを制御する |
| ボトムクリアランス | 砂、スラッジ、耐火物の乱れを防ぐ |
| 表面クリアランス | 渦の形成と酸化物の巻き込みを抑制 |
| 合金清浄度目標 | よりクリーンな金属ターゲットは、より微細なバブル設計と長時間の処理を正当化する可能性がある。 |
| 生産リズム | 短いサイクルには、過剰なミキシングを伴わない強力な効率が必要である。 |
プラント設計レビューで使用されるルール
- ローターを容器底部から離す。.
- サーフェスに近すぎる位置は避ける。.
- ローターの直径を処理チャンバーの幅に合わせる。.
- シャフトの長さが繰り返し浸漬可能であることを確認する。.
- ドライブシステムがぐらつきなくトルクを処理することを確認する。.
カタログサイズよりも器のフィット感が重要な理由
あるお客様の炉でうまく機能するローターでも、溶融深さ、壁面間隔、装入金属量が異なれば、別の炉ではうまく機能しないことがあります。これが、アドテックの顧客が一般的なサイズのスペアパーツに頼るのではなく、実際の炉の図面に関連した寸法を要求することが多い理由の一つです。.
鋳物ハウスの脱ガス品質を証明する試験方法は?
どのような溶融処理プログラムも、目視による判断だけに頼ってはならない。水素と清浄度は客観的な測定が必要である。.
脱気後の一般的な試験方法
| 試験方法 | チェック項目 | 代表的な使用例 |
|---|---|---|
| 減圧テスト | 真空下で気孔を形成しやすい。 | 現場での迅速な品質チェック |
| 密度指数 | サンプルの比較による相対ガス含有量 | 鋳物工場や鋳造工場で広く使用されている |
| 水素分析計、ファーストバブルまたは類似品 | 水素含有量の直接測定 | プロセス制御とレシピの最適化 |
| 骨折の外観レビュー | 気孔レベルと清浄度を視覚的に示す | 迅速なサポートチェック、それだけでは不十分 |
| 金属組織断面 | 内部細孔分布と介在物相互作用 | より深い品質調査 |
| 下流鋳造欠陥データ | 実質的な生産効果 | 治療設定が機能しているかどうかを確認する |
密度指数の人気が衰えない理由
密度指数試験は実用的で手頃な価格であり、通常のキャストハウスのリズムに合わせ るのに十分な速さである。ハイエンドの操業における直接水素分析に取って代わるものではありませんが、有用な管理ツールであることに変わりはありません。.
なぜ工場は単一の値だけでなく、トレンドを追跡する必要があるのか?
一つの良い結果がプロセス・コントロールの証明にはならない。より強力な方法は追跡することである:
- 治療前の水素の結果
- 治療後の水素の結果
- 合金タイプ
- 溶融温度
- ガスの種類と流量
- ローター回転数
- オペレーターとヒート番号.
- 下流の欠陥率。.
トレンドの記録は、そのユニットが本当に安定しているのか、それともたまにしか効果がないのかを明らかにする。.
グラファイト・ローターの寿命を縮める故障モードは何か、そして工場はそれをどう防ぐか?
ローターのコストは、溶融処理の経済性の重要な部分である。早期故障のほとんどは、回避可能な操作ミスや取り扱いミスに起因する。.
頻度の高い故障モードと是正処置
| 故障の症状 | 考えられる原因 | 是正措置 |
|---|---|---|
| ローターエッジバーニング | 空気中での高温暴露、弱いコーティング、溶融以上のアイドル時間 | 空気暴露の低減、塗装品質の見直し、取り扱い規律の改善 |
| 初回使用時のひび割れ | 予熱不良、熱衝撃 | 段階的予熱手順を使用する |
| ガスアウトレットの過度の浸食 | ガスフローが高すぎる、研磨フローパターン | 流量とローターの設計を再チェックする |
| スレッドの不具合 | 締め過ぎまたはミスアライメント | 正しいトルクとアライメントチェックを行う |
| 浴槽上のシャフト酸化 | 炉口付近の高温酸化帯 | 保護性能の向上と熱風中の滞留時間の短縮 |
| 振動またはぐらつき | シャフトの曲がり、ジョイントの適合不良、ドライブのミスアライメント | アセンブリを点検し、損傷した部品を交換する |
| 合金の寿命が短い | 化学または大気の影響 | 互換性とトリートメント・ウィンドウの見直し |
グラファイト部品を保護する取り扱い方法
- グラファイトは乾燥させ、衝撃から保護して保管すること。.
- 最初の浸漬の前に徐々に予熱する。.
- 炉の壁にローターをぶつけないようにしてください。.
- エントリー時およびリフト・アウト時には、ユニットのアライメントを保つこと。.
- 設計上必要な場合は、スピンスタート前のガスパージシーケンスに従ってください。.
- メンテナンスの際には、機械的な強い衝撃を与えないよう、蓄積物を注意深く取り除くこと。.
酸化防止が貴重な理由
黒鉛は溶融アルミニウムの使用において非常に優れた性能を発揮しますが、熱風中では酸化します。保護処理、暴露時間の管理、適切な始動方法によって、耐用年数を劇的に延ばすことができます。これは、ローター所有において最も重要なコストレバーの一つである。.
回転式脱気装置やグラファイト・ローターを注文する前に、バイヤーは何をチェックすべきでしょうか?
調達チームはしばしば初期価格だけを比較するが、耐用年数、品質の安定性、メンテナンスの負担、テクニカル・サポートなどを含めると、より有益な比較ができる。.
バイヤー評価チェックリスト
| カテゴリー | 何を確認すべきか |
|---|---|
| 単位容量 | サイクルあたりのメルト量、処理時間、合金範囲 |
| ガスシステム | 対応ガス、圧力範囲、流量制御精度 |
| ローター仕様 | グラファイトグレード、密度、コーティング、形状、期待寿命 |
| シャフト仕様 | 材質、真直度、ボアサイズ、耐酸化処理 |
| 駆動制御 | 調整可能な回転数範囲、繰り返し精度、安全インターロック |
| 機械設計 | リフトトラベル、取付安定性、メンテナンスアクセス |
| ドキュメンテーション | 図面、操作手順、スペアパーツリスト、試運転サポート |
| 予備供給 | ローターとシャフトのリードタイム、在庫状況、部品の互換性 |
| フィールドサービス | スタートアップ支援とトラブルシューティング能力 |
| 総所有コスト | ガス使用量、黒鉛消費量、メンテナンス時間、欠陥削減効果 |
真剣な買い手が尋ねるべき質問
- 1サイクルで処理できるメルト量は?
- 私の合金製ファミリーには、どのローター・ジオメトリーが推奨されますか?
- 耐用年数は何サイクルまたは何トンになりますか?
- 見積もり性能の検証に使用されたガス種は?
- サプライヤーは炉と取鍋の両方の取り付けに対応できますか?
- グラファイトのグレードは、すべてのスペアロットで同じですか?
- 推奨されるスタートアップとシャットダウンの手順は?
- 密度指数や水素削減について、サプライヤーはどのようなデータを共有できますか?
予備価格よりも総コストが重要な理由
購入価格が安くても寿命が半分だったり、一貫性が弱かったり、気泡形成が不安定だったりするローターは、総コストを増加させる可能性がある:
- グラファイト消費量の増加
- ダウンタイムの増加
- ガス使用量の増加
- スクラップの増加
- オペレーターの介入が増える。.
- より大きな顧客品質リスク。.
調達は、サプライヤーの評価において、プロセス・エンジニアと緊密に協力すべきである。.
ロータリー脱気と濾過および鋳造ライン設計との適合性は?
ロータリー脱ガスは、それが完全な溶融処理ルートの一部である場合に、最高の価値をもたらす。ロータリー脱ガスを単独で考えるべきではありません。.
典型的な溶融処理シーケンス
- チャージ溶解と合金調整。.
- 炉のスキミングとドロスコントロール。.
- ロータリー脱気。.
- 低乱流での金属移送。.
- 必要に応じて、セラミックフォーム濾過またはディープベッド濾過を行う。.
- 金型、ビレットテーブル、ダイカストマシン、または圧延スラブ金型への分配。.
ガス抜き後もろ過が重要な理由
ロータリー脱ガスは、水素除去と介在物浮遊に役立ちますが、すべての不純物源に対する最終的な解決策ではありません。下流の濾過は、残留酸化物、耐火物粒子、あるいは移送で発生した破片をまだ捕捉している。最強のプラントは、両方の処理を組み合わせている。.
乱流制御が脱気品質につながる理由
処理後の金属移送が乱暴になると、プラントは脱ガスのメリットの多くを失う可能性がある。再酸化や新たな水素のピックアップは、不十分な移送の間に発生する可能性がある。そのため、ランダー、ポンプウェル、移送管、取鍋は、同じ品質レビューの一部であるべきである。.
アドテックのロータリー脱ガスシステムは、どのような溶融アルミニウムアプリケーションに最も適していますか?
回転式脱ガスは、多くのアルミニウム分野で価値を生み出しますが、そのメリットのレベルは製品の感度に左右されます。.
応用分野
| 産業セグメント | ガス抜きが重要な理由 |
|---|---|
| ビレット鋳造 | 気孔率が低く、押し出し仕上げと機械的均一性の向上をサポート |
| 圧延スラブ製造 | ガスと酸化物の欠陥が減少し、シート、ホイル、缶の品質が向上した。 |
| ダイカスト溶解前処理 | 金属の清浄化により不合格リスクを低減し、気密性を向上 |
| 鋳造重力鋳造 | 密度が高く、内部孔が少ない |
| ホイールと構造鋳造 | 水素制御が疲労と完全性の目標をサポート |
| リサイクル・アルミニウム加工 | 変動する入荷メルトの品質を安定させる |
通常、どの製品が最も強力なコントロールを要求するか
- 自動車用シート
- フォイルストック
- 導電合金。.
- 耐圧鋳造部品。.
- 高仕上げ押出ビレット。.
- 熱処理された構造用鋳物。.
このような製品群では、多くの場合、高級グラファイト部品と厳格な運転規律が正当化される。.
オペレーターの習慣に頼るのではなく、工場はどのようにして安定した脱ガス標準を構築できるのか?
信頼できる脱気プログラムは、文書による管理、客観的なテスト、再現性のあるハードウェアの上に構築される。.
プロセスの安定性を高めるステップ
- 治療レシピを合金ファミリー別に定義する。.
- 制御システムの回転数とガス流量の範囲をロックする。.
- ローターの浸漬深さを標準化する。.
- 処理前の溶融温度を記録する。.
- 水素または密度指数を一定間隔でテストする。.
- グラファイト部品は、当てずっぽうではなく、摩耗基準に基づいて交換する。.
- ドロス回避と熱衝撃防止についてオペレーターを訓練する。.
- 毎週、欠陥の傾向をガス抜きデータと照らし合わせる。.
標準作業が品質とコストを向上させる理由
プロセスが標準化されれば、工場は利益を得る:
- より予測しやすいローター寿命。.
- ガスの無駄を減らす。.
- シフト間の再現性が向上。.
- トラブルシューティングの迅速化。.
- 監査態勢の強化...
- 顧客の信頼を高める。.
このような規律は、脱ガスをオペレーターに依存した作業から、測定可能な冶金プロセスへと変える。.
溶融アルミニウム、ロータリー・ユニット、グラファイト・ローターのガス抜きに関するFAQ
アルミ脱ガス&ローター技術10/10 FAQ
1.溶融アルミニウムをガス抜きする目的は何ですか?
主な目的は 溶存水素 を除去し、非金属不純物(介在物)を溶融物から浮き上がらせます。効果的な脱ガスは、最終鋳造製品のポロシティ、ピンホール、品質のばらつきを大幅に低減し、構造的完全性を確保します。.
2.なぜ水素がアルミニウムの主な懸念ガスなのですか?
3.回転式脱気装置におけるグラファイトローターの役割は?
グラファイト・ローターの仕事は 処理ガスを数百万の微細な気泡に剪断する。 を溶融アルミニウム全体に循環させます。気泡が小さいと、水素の移動のための表面積がはるかに大きくなり、酸化物の表面への浮遊をよりよくサポートする。.
4.アルミニウムの脱ガスには、アルゴンと窒素のどちらが良いですか?
アルゴン はより不活性であり、潜在的な反応を避けるため、高級航空宇宙や自動車用途の金字塔である。. 窒素 は、一般的な鋳造作業で広く使用されている費用効果の高い代替品である。最終的な選択は通常、特定の合金、要求される清浄度レベル、および工場の経済性に依存する。.
5.グラファイト製ローターの寿命は?
6.回転脱ガスで介在物も除去できますか?
7.ローターの回転数が高すぎるとどうなりますか?
過度のスピードは逆効果だ。それは 表面渦 これは、実際に酸化物と空気を溶融物に引き戻し、ドロスの発生を増加させ、脱ガス効率を改善することなくローターの摩耗を加速させる可能性がある。.
8.脱ガスがうまくいっているかどうか、工場はどのようにチェックできますか?
品質管理
一般的な検証方法には 減圧試験(RPT) 密度指数の算出、真空抽出による水素の直接分析、固化サンプルの金属組織検査によるマイクロポーレーションのチェック。.
9.なぜグラファイトシャフトの品質と直進性が重要なのですか?
10.回転脱気だけで十分ですか?
最終技術サマリー
効果的な アドテック回転式脱気装置 が機能するのは、ガス分散と溶融物循環を1つの処理工程で組み合わせているからである。その性能の中心に位置するのがグラファイト・ローターである。ローターの材質が緻密で、純度が高く、耐酸化性があり、寸法精度が高く、炉の形状に適合していれば、装置は微細なバブルを発生させ、水素を効率的にストリップし、不純物の浮遊をサポートし、ヒート後に再現性のある品質のヒートを生成することができる。ローターやシャフトの仕様が不適切であれば、よくできた機械であっても性能不足となる。.
最も重要な実践的教訓は明確だ:
- 水素除去は、ガス量だけでなく気泡の質にも左右される。.
- ローターの形状とシャフトのアライメントは、モーター出力と同じくらい重要です。.
- アルゴンと窒素にはそれぞれ有効な使用期限がある。.
- 酸化防止と熱懲罰は黒鉛の寿命に強く影響する。.
- 密度指数と水素テストでレシピを管理する。.
- 脱ガスは、低タービュランス移送と下流濾過と連動させることで、最高のリターンをもたらす。.
バイヤーは、次のような点を評価する必要がある。 システム全体, スペアパーツの価格だけではない。技術的な用語で言えば、正しい仕様には、グラファイトの等級、ローターの形状、シャフトの寸法、ガス流の範囲、回転数の範囲、浸漬深さ、期待される耐用年数、テストに基づく操作手順などが含まれます。これらの要素を一緒に管理すれば、アルミニウム溶湯のガス抜きは、鋳造工程で最も価値の高い品質改善のひとつになります。.
