
管状またはカートリッジフィルターシステムは、単位体積当たりの濾過表面積が非常に大きいため、ミクロンスケールの介在物を効率的に捕捉し、鋳型への流れを安定させることができる。適切な媒体、予熱方法、およびハウジング設計で指定された場合、カートリッジシステムは約5μm以下の粒子を除去し、一部の表面フィルターに比べて耐用年数を延ばし、信頼性と再現性の高い溶融清浄度を必要とする鋳物工場にコンパクトなモジュール式ソリューションを提供する。.
製品概要と使用目的
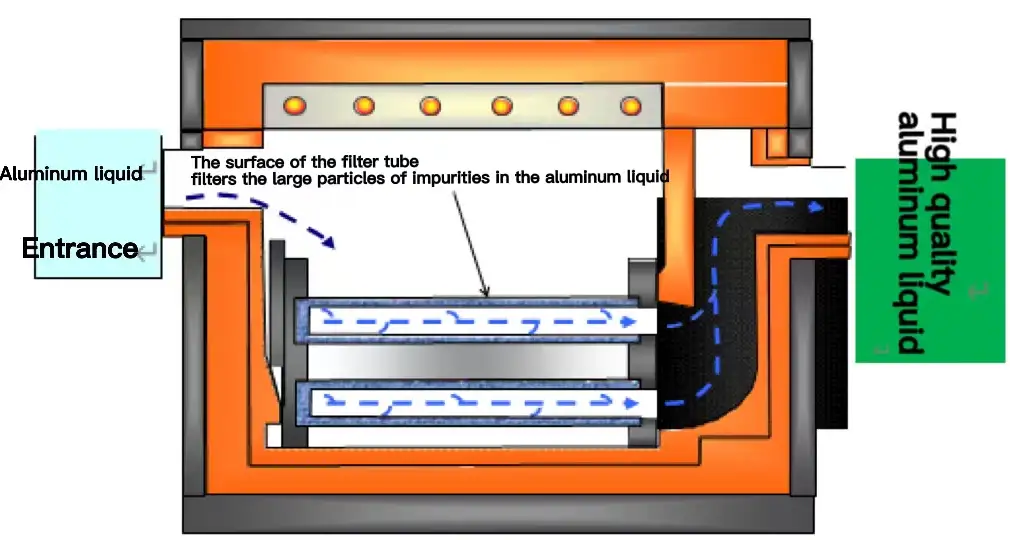
管状またはカートリッジフィルター装置は、圧力または重力で供給されるハウジング内に設置された円筒形のフィルターエレメントを使用するケーシング濾過ソリューションです。溶融アルミニウムはフィルターカートリッジの壁と内部の多孔質媒体を通過するため、粒子は表面とエレメントの深さの両方で捕捉されます。これらのシステムは、炉から取鍋への移送、取鍋から注湯への移送、または重力式、低圧式、一部の半連続式ラインでのインライン用途に適しています。カートリッジハウジングは、モジュール性、素早いエレメント交換、高い比濾過面積を必要とする鋳物工場に適しています。.
チューブラー/カートリッジろ過の仕組み
デュアル・メカニズム:サーフェス・キャプチャーとデプス・キャプチャー
カートリッジ・メディアは通常、より大きな粒子を外面に捕捉し、より微細な粒子を内部の多孔質マトリックス内に捕捉する。金属流は管壁を通って放射状に移動するため、有効なろ過経路は比較的長くなり、小さな介在物の捕捉確率が高まります。.
流量調整とヘッドロス
多くのカートリッジは、外層から内層にかけて段階的な気孔率を使用しているため、エレメントは乱流の流入を出口でより安定したプロファイルに整えます。設計者は、空隙率と表面積のバランスをとり、所定の注入高さと流量のヘッドロスを制限します。.
主な性能変数には、エレメント外径、肉厚、メディアPPIまたは同等の細孔定格、ハウジングあたりの総活性ろ過面積が含まれます。実用的な設計では、ヘッド損失と寿命を管理するために複数の並列カートリッジを使用します。.
チューブラー/カートリッジシステムを選ぶ理由
メリット
-
コンパクトな設置面積で非常に高いろ過表面積を実現し、過度のヘッドロスを発生させることなく、より微細なメディアを使用することができます。.
-
モジュール式交換のため、カートリッジの迅速な交換が可能で、多くのラインでダウンタイムを短縮できます。.
-
カセット交換や段取り替えが可能な自動化ラインや半自動化ラインに適している。.
-
複数のメディアを1つのカートリッジにまとめ、段階的な取り込みが可能。.
制限と考慮事項
-
カートリッジのハウジングは、バイパスを防ぐために十分に密閉されていなければなりません。密閉性が低いと、ろ過の利点が損なわれます。.
-
カートリッジ・メディアの中には、熱衝撃耐性に限界があるものがある。.
-
極めて大量の注入の場合、カートリッジ面積をそれに応じて拡大しないと、ヘッドロスが限界になることがあります。.
代表的なカートリッジ・メディアとその特性
カートリッジ・エレメントは、発泡セラミック、結合粒状製品、焼結フェルト、または結合炭化ケイ素から作ることができます。選択要素には、化学的適合性、耐熱衝撃性、機械的強度、気孔分布などがあります。.
表1:一般的なカートリッジ・メディア・オプション
| メディア・タイプ | 典型的な構成 | 強み | 代表的な使用例 |
|---|---|---|---|
| 発泡セラミック(アルミナ) | Al₂O₃オープンセルフォーム | 高気孔率、深層捕捉 | 一般アルミニウム鋳造 |
| ボンド炭化ケイ素 | マトリックスに結合したSiC顆粒 | 耐摩耗性、強靭性 | 激しいサイクル、研磨メルト |
| 焼結セラミックフリース/フェルト | 結合セラミック繊維 | ファイン研磨層 | 精密合金と化粧品部品 |
| ボンド粒状アルミナ | バインダー入りアルミナ粒 | 制御された孔分布 | 深さを段階的に調整できるチューブラーカートリッジ |
参考文献によれば、カートリッジシステムは、接触面が高いため、一定の流量でより細かいフィルター媒体を使用できる。.
代表的な構成とサイズのガイダンス
カートリッジハウジングには、単管式、多管式、二重管式があります。サイズ決定には、累積濾過面積を注入質量、許容ヘッドロス、注入高さに適合させる必要があります。.
表2:サイジングの出発点
| アプリケーションクラス | 1回あたりの注入質量(kg) | 標準的なカートリッジ数 | 備考 |
|---|---|---|---|
| 小ロット/研究開発 | < 200 | 小型カートリッジ1~3本 | より高いPPIの研磨エレメントを使用する |
| ミディアム生産 | 200-1000 | 4-12カートリッジ | モジュール式バンクで段階的交換が可能 |
| 高いスループット | >1000以上または連続 | パラレルバンクまたは大型カートリッジアレイ | ヘッドロスの抑制を目指し、二重スワップシステムを検討する |
サイジングは、試運転とRPTまたは介在物カウントから開始し、元素数と気孔率を絞り込む必要がある。業界のガイダンスでは、合金とゲーティング形状を用いた試験を強調しています。.
設置、予熱、試運転
プレヒートとサーマルコンディショニング
カートリッジ・エレメントとハウジングは、水分を除去し、熱衝撃を避けるために予熱しなければならない。一般的な予熱方法には、溶融金属と最初に接触する前に、エレメントとハウジングを溶融に近い温度まで制御しながら温めることが含まれます。予熱を怠ると、亀裂や水蒸気爆発の原因となります。.
シーリングとシーティング
メタルバイパスを防ぐには、各カートリッジ面の周囲に堅牢なガスケットまたは耐火物シールが不可欠です。均等に圧縮され、熱膨張を許容 する高温ガスケットを使用してください。設置前に、カートリッジのエンドキャップとハウジングの界面にゴミがないことを確認してください。.
コミッショニング・テスト
-
設置前のベースライン減圧テスト(RPT)と封入数。.
-
注湯速度とハウジングの差圧を記録する計測器による試注。.
-
注湯された部品の目視チェックと金属組織学的サンプリングにより、バイパスがないことを確認する。.
パフォーマンス・メトリクスと検証
監視すべき主なKPI
-
金属組織切片からの介在物カウントとサイズ分布。.
-
濾過前後に記録された減圧試験の改善。.
-
交換のしきい値を設定するために、注水ごとに記録されるハウジング全体の差圧。.
-
ファーストパス加工の歩留まりとスクラップ率。.
購入の決定をサポートするために、圧力降下曲線、推奨メディア、合金のショップトライアルデータをサプライヤーに求めてください。.
メンテナンス、エレメント寿命、スペアパーツ
表 3:推奨メンテナンススケジュール
| インターバル | タスク |
|---|---|
| シフト前 | シールの目視検査、予熱設定の確認 |
| 各シフト終了後 | スキミングエリアに蓄積したドロスを除去し、計装を確認する。 |
| ウィークリー | カートリッジの状態を点検し、ヘアライン・クラックや損傷がないことを確認する。 |
| エレメント寿命 | ヘッドロスまたは注入率が閾値以下になったらエレメントを交換し、スペアカートリッジを手元に保管する。 |
エレメントの寿命は、封入負荷とPPIに依存する。生産中断を避けるため、重要なラインごとに少なくとも1つの完全な予備バンクを保管すること。.
安全性、環境、規制への配慮
-
湿気を排除するため、管理された環境で予熱する。供給業者の指示に従って、オーブンまたはジャケット付きハウジングを使用する。.
-
使用済みカートリッジと捕捉されたドロスを産業廃棄物として捕捉し管理する。多くは回収可能な金属を含むため、安全に処理すればリサイクルの流れが利用できる。.
-
スキミングとフラックスはヒュームを発生させるので、フィルターステーションの近くに局所排気装置とヒュームコントロールを設置する。.
-
不活性ガス・システムが存在する場所では酸素またはガス・モニターを使用し、すべてのガス貯蔵が安全規定に準拠していることを確認する。.
よくある問題のトラブルシューティングと対処法
表4:トラブルシューティング・マトリックス
| 症状 | 推定原因 | 是正措置 |
|---|---|---|
| 差圧の急激な上昇 | フィルターの負荷またはカートリッジの目詰まり | トップステージカートリッジを交換し、上流のスキミングをチェックする。 |
| インクルージョン数の改善なし | バイパスまたはシール不良 | シールとシーティングの点検、エレメントの向きの確認 |
| カートリッジ割れ | 予熱不足または熱衝撃 | 予熱時間と速度を上げ、取り扱い方法をチェックする。 |
| 流れの脈動または不規則な注ぎ | カートリッジ間の一貫性のない流量分布 | マニホールドの設計とノズルのサイズをチェックする |
| 出口での過度の浸食 | 高い局所速度または研磨性介在物 | 耐侵食性ノズルインサートの追加または流路の再設計 |
すべての是正措置を文書化し、ガス抜きやスキミングなどの上流工程と関連付け、根本原因を突き止める。.
溶融処理トレインとの統合
効果的なメルトクリーン戦略は、各工程が次の工程の寿命と有効性を延長するように、工程を順番に進めます。典型的なトレイン
-
溶存水素を除去するための脱気(回転または真空)。.
-
表面のドロスと酸化物を除去するためのスキミングとフラックス処理。.
-
深層と地表を段階的に捕捉するカートリッジ/チューブラーろ過。.
-
必要に応じて、注ぐ直前に最終研磨フィルターまたはプレートフィルターを使用する。.
うまく調整されたステップにより、カートリッジは、エレメントを早期に詰まらせるような重い表面ドロスではなく、微粒子を確実に捕捉する。.
経済的正当性と投資収益率
ろ過システムは、スクラップを減らし、手戻りを減らし、ファーストパス合格率を高めます。カートリッジ・システムは、モジュール式交換とファイン・キャプチャーの採用により、中・高額部品生産において費用対効果が高くなります。.
表5:例示的ROIスナップショット
| メートル | 入力例 |
|---|---|
| 年間処理能力 | 2500トン |
| ろ過前のスクラップ率 | 1.8% |
| ろ過後のスクラップ率 | 0.8% |
| 年間節約される金属 | 25トン |
| トン当たり金属価値 | $1,800(市場による) |
| 節約された年間金属価値 | $45,000 |
| 年間消耗品とメンテナンス | $9,000 |
| 年間純益 | $36,000 |
| 一般的な投資回収額 | スクラップ削減と現地コストに応じて6~24カ月 |
サイト固有のスクラップ率と金属価格を使用して、お客様の鋳物工場に対する正確な投資回収モデルを作成します。.
製品仕様の例
表6:代表的なカートリッジフィルターのハウジングとエレメントの仕様
| 項目 | 典型的な値/オプション |
|---|---|
| ハウジング素材 | 鋼製シェル、耐火物ライニングの内部または高シリコンライニングの融液接触用 |
| カートリッジ・エレメントの長さ | 標準200mm~600mm、特注長も可能 |
| カートリッジ外径 | 50 mm~150 mm(代表値 |
| メディアの種類 | 発泡セラミック(アルミナ)、SiCボンド、焼結フェルト |
| 暖房 | ハウジング用外部ヒーター、オプションでエレメント用IHプレヒート |
| 計装 | 差圧トランスデューサー、熱電対、HMIロギング |
| チェンジオーバー | 手動クランププレート、油圧カセット、または自動複式スイッチ |
| スループット | 研究開発用ラドルからパラレルバンクを備えた数トンラインまでのスケール |
目標流量における1個あたりのエレメント表面積と圧力損失曲線について、サプライヤーに問い合わせてください。.
ケースノート
ケースA:精密ダイカスト・サプライヤー
ある化粧品ハウジングのサプライヤーは、ダイの上流にカートリッジ濾過を導入し、予熱方法の改善と組み合わせた。その結果、表面傷の再加工が35%削減され、8週間以内にRPTスコアが測定可能なほど改善された。.
ケースB:中堅自動車鋳物工場
ある自動車鋳造工場では、エレメント交換時の連続生産を可能にするため、二重構造のカートリッジバンクを使用しました。カートリッジのステージングにより、シングルステージのプレートフィルターと比較してダウンタイムが70%削減され、スクラップや加工時間の削減により18ヶ月以内で投資回収を実現しました。.



