

فلاتر رغوة السيراميك عند تركيبها وتسخينها بشكل صحيح، تعمل على إزالة الشوائب الدقيقة والميكرونية، والتحكم في أنماط التدفق في القوالب، وتقليل عيوب الصب والخردة بشكل ملحوظ للحصول على أعمال ألمنيوم عالية النقاء والدقة؛ عند مطابقتها مع السبائك وبنية المسام وسماكة المرشح، توفر المرشحات الرغوية تحسناً متوقعاً في جودة السطح والتوحيد الميكانيكي وعائد المرة الأولى، مما يجعلها مكوناً أساسياً فعالاً من حيث التكلفة لأي خط صب ألمنيوم حديث.
لماذا تعتبر فلاتر رغوة السيراميك مهمة لمسابك الألومنيوم
يحمل الألومنيوم المصهور عادةً أغشية الأكسيد وشظايا الخبث المحتبسة والرمل والجسيمات الأخرى التي تعمل كمركزات إجهاد أو شوائب سطحية بعد التصلب. تعمل مرشحات الرغوة الخزفية على إزالة هذه الملوثات مع سلاسة التدفق في القالب في نفس الوقت بحيث يتم تقليل الاضطراب وإعادة التصريف إلى الحد الأدنى. بالنسبة للمكونات الدقيقة والمسبوكات الهيكلية، يقلل الترشيح من خردة التصنيع النهائي، ويحسن من عمر التعب ويزيد من إنتاجية المرور الأول. توفر وسائط الرغوة الخزفية توازنًا بين المسامية العالية ومساحة السطح الداخلية التي تحقق التقاطًا فعالاً دون فقدان مفرط للرأس.

استشر مهندسينا بشأن عملية الصب الخاصة بك
المواد والكيمياء: خيارات الألومينا وكربيد السيليكون والزركونيا
يتم تصنيع مرشحات الرغوة الخزفية من كيميائيات حرارية مختلفة لتتناسب مع متطلبات السبائك ودرجات حرارة التشغيل.
-
رغوة الألومينا (Al2O3) هو الخيار الأكثر شيوعًا لسبك الألومنيوم نظرًا لتوافقه الكيميائي وكفاءته من حيث التكلفة ومقاومته الحرارية المناسبة لنوافذ معالجة الألومنيوم.
-
الرغاوي المقواة بكربيد السيليكون توفر مقاومة محسّنة للصدمات الحرارية وقوة ميكانيكية محسّنة حيثما كان من المتوقع حدوث تآكل أو تدوير حراري أعلى.
-
رغاوي أساسها زركونيا توفر أعلى درجة انكسار وثبات كيميائي وتستخدم في التطبيقات المتخصصة أو عند الحاجة إلى ثبات حراري شديد. وتتجاوز درجات حرارة تشغيلها ومعدلات قوتها احتياجات الألومنيوم النموذجية ولكنها تتطلب علاوة.
يعتمد اختيار الكيمياء على مزيج السبيكة وممارسة التدفق وما إذا كان العمل ينطوي على دورات تسخين متكررة تجهد سلامة المرشح.
حجم المسام والمسامية وكيفية تأثير مؤشر أسعار المنتجين على الأداء
كثافة المسام المعبر عنها بمسام PPI لكل بوصة هي المتغير الأساسي المتغير الذي يستخدمه مهندسو العمليات لضبط الترشيح.
-
مؤشر أسعار المنتجين المنخفض (8 إلى 20 PPI 20) توفر نفاذية عالية، وفقدان منخفض للرأس، وهي مناسبة للشوائب الثقيلة والسكبات عالية التدفق.
-
متوسط مؤشر أسعار المنتجين (20 إلى 30 نقطة في البوصة) هي نقطة انطلاق شائعة لمسبوكات الألومنيوم العامة.
-
ارتفاع مؤشر أسعار المنتجين (30 إلى 60) يستهدف شوائب أصغر ومتطلبات تجميلية أدق ولكنه يزيد من فقدان الرأس وخطر الانسداد المبكر إذا كانت نظافة الذوبان رديئة.
وعادة ما تكون المسامية في الرغوة الخزفية عالية، وغالبًا ما تكون 80 إلى 90 في المائة، مما يعطي آلية التقاط قاع عميقة حيث يتم احتجاز الجسيمات من خلال مزيج من الاعتراض، والانحشار بالقصور الذاتي والالتصاق بأسطح الدعامات المسامية. يدعم التوصيف الهيدروليكي والدراسات الحديثة المبدأ القائل بأن بنية المسام تتحكم في كل من كفاءة الالتقاط وانخفاض ضغط التدفق.
اطلب عرض أسعار تنافسي من المصنع لفلاتر الرغوة الخزفية المصنوعة من الألومينا
المقاسات القياسية لمرشحات الرغوة الخزفية:
الأبعاد (± 3 مم):
7 × 7 × 7 بوصة 9 × 9 بوصة 12 × 12 بوصة 15 × 15 بوصة 17 × 17 بوصة 20 × 20 بوصة 23 × 23 بوصة 26 × 26 بوصة
السُمك:
50 ± 2 مم
زاوية الشطبة:
17.5± 1.5°
بُعد خاص:
مربعة أو مستطيلة أو مستديرة أو مستطيلة أو مستديرة أو شبه منحرفة أو غير طبيعية أو مخصصة حسب المتطلبات.
المعلمات التقنية:
| البند | الكثافة (g/cm³) |
معامل التمزق (816 ℃ /مبا) |
القوة الشاملة (مبا) |
درجة حرارة التشغيل (℃) |
درجة حرارة تمدد حشية الختم (℃) |
| الفهرس | 0.45 | 5.5 | 0.8-1.0 | 1350 | 450-550 |
حجم المسام لمرشح رغوة السيراميك:
كمية المسام في أي مرشح بطول 25.4 مم:
| رقم الشبكة(مؤشر أسعار المنتجين) | 10 | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|---|
| كثافة المسام (PCS) | 8-12 | 18-22 | 28-32 | 38-42 | 48-52 | 58-62 |
منحنى توزيع حجم المسام:
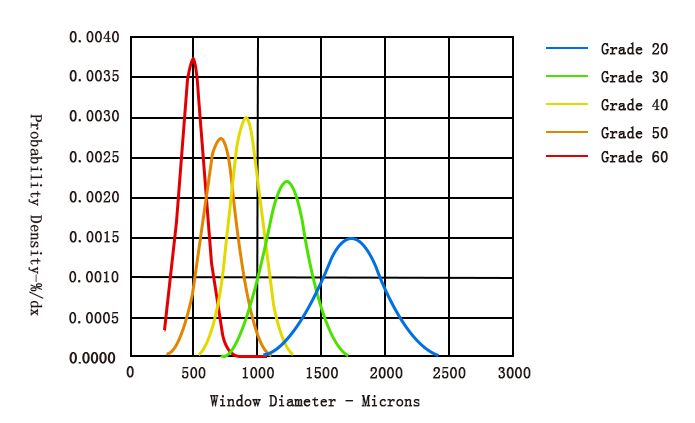
دقة الترشيح الدقيق لرغوة السيراميك
| حجم المسام(مؤشر أسعار المنتجين) | 20 | 30 | 40 | 50 | 60 |
|---|---|---|---|---|---|
| قطر الشوائب(أم) | 80 | 40 | 20 | 10 | 5 |
| معدل الترشيح(%) | 78 | 85 | 88 | 92 | 95 |
بيانات الاستخدام لمرشحات الرغوة الخزفية
| المواصفات (مم) | مساحة الترشيح الفعالة(%) | نطاق تدفق الترشيح(كجم/دقيقة) |
|---|---|---|
| 7 بوصة (178*178*50) | 75 | 22-56 |
| 9 بوصة (229*229*229*50) | 75 | 25-80 |
| 12 بوصة (305*305*50) | 80 | 50-156 |
| 15 بوصة (381*381*50) | 85 | 85-252 |
| 17 بوصة (432*432*432*50) | 86 | 110-335 |
| 20 بوصة (508*508*508*50) | 88 | 160-478 |
| 23 بوصة (584*584*50) | 89 | 210-640 |
| 26 بوصة (660*660*50) | 90 | 276-830 |
مواصفات التعبئة والتغليف لمرشح رغوة السيراميك المنصة النقالة القياسية والتعبئة الكمية والوزن التقريبي
| المنصة النقالة القياسية والتعبئة الكمية والوزن | |||||
| بُعد المرشح (مم) |
الكمية المرشحة لكل علبة (قطع) |
كمية العلبة لكل منصة نقالة (الحالة) |
الكمية لكل منصة نقالة (قطع) |
أبعاد المنصة (مم) |
الوزن العام للمنصة النقالة (بالكيلو جرام) |
|---|---|---|---|---|---|
| 660 × 660 × 50 (26 بوصة) | 4 | 8 | 48 | 1100*1100*2200 | 490 |
| 584 × 584 × 584 × 50 (23 بوصة) | 5 | 12 | 60 | 950*950*2050 | 510 |
| 508 × 508 × 508 × 50 (20 بوصة) | 5 | 18 | 90 | 1100*900*1720 | 470 |
| 432×432×432×50 (17 بوصة) | 5 | 24 | 120 | 1100*1100*1670 | 450 |
| 381 × 381 × 381 × 50 (15 بوصة) | 5 | 24 | 120 | 1100*1100*1540 | 430 |
| 305 × 305 × 305 × 50 (12 بوصة) | 10 | 16 | 160 | 1000*1000*1550 | 350 |
| 228×228×228×50 (9″) | 10 | 20 | 200 | 1100*1100*1400 | 310 |
| 178 × 178 × 178 × 50 (7 بوصة) | 10 | 20 | 200 | 1100*1100*1400 | 220 |
تحقق من توفر المخزون و مرشح رغوة السيراميك السعر
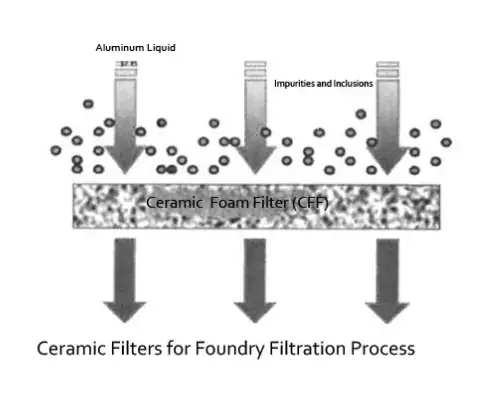
كيف يعمل الترشيح عمليًا: التقاط القاع العميق وتكييف التدفق
تعمل مرشحات الرغوة الخزفية كمرشحات قاعية عميقة بدلاً من غرابيل بسيطة. يمر المعدن المنصهر الوارد عبر شبكة ثلاثية الأبعاد من المسام المترابطة. وتلتصق الجسيمات الدقيقة والأكاسيد الدقيقة بأسطح الدعامات، وتتكتل ويتم الاحتفاظ بها داخل عمق المرشح. كما تعمل الشبكة المسامية أيضًا على تحويل التدفق المضطرب إلى شكل أكثر صفحي، مما يقلل بشكل كبير من التناثر وتكوين الدوامة عند مدخل القالب. ولهذا السبب، تقلل المرشحات الرغوية ذات الحجم المناسب من الغازات المحصورة وتقلل من الثقوب وأنواع المسامية الأخرى المرتبطة باضطرابات التدفق.
مطابقة هندسة المرشح مع معلمات الصب
يجب أن يراعي اختيار سُمك المرشح ومعدل PPI واتجاه التركيب كتلة الصب وهندسة البوابات وارتفاعات الناهض.
الجدول 1 إرشادات المطابقة النموذجية
| معلمة الصب | اختيار مرشح البدء المقترح | الأساس المنطقي |
|---|---|---|
| سبائك كبيرة الحجم، سكب كتل عالية الكتلة | من 10 إلى 20 PPI، مرشح أكثر سماكة 50-75 مم | تقلل النفاذية العالية من فقدان الرأس في التدفقات الكثيفة |
| قطع غيار السيارات العامة | من 20 إلى 30 PPI، بسماكة 25-50 مم | توازن الالتقاط والتدفق للشوائب المختلطة |
| مبيت دقيق، أسطح مرئية | من 30 إلى 60 نقطة لكل بوصة في البوصة، بسماكة 25-50 مم | التقاط أعلى للشوائب الصغيرة، وتشطيب سطح أكثر سلاسة |
| جدار رقيق، ارتفاع منخفض للصب | انخفاض معدل PPI مع تصميم دقيق للبوابات | الحفاظ على معدل التدفق مع تجنب تلف الفلتر |
هذه الإعدادات هي نقاط البداية. تحقق من صحتها باستخدام اختبار الضغط المنخفض وعدد التضمينات على الأجزاء المقطوعة.
أفضل ممارسات التركيب وإجراءات التسخين المسبق
إن التركيب السليم والتسخين المسبق أمران حاسمان لعمر الفلتر وأدائه.
-
سخن الفلتر مسبقاً إلى درجة حرارة المعدن المنصهر أو إلى درجة حرارة التسخين المسبق المتحكم بها لإزالة الرطوبة المتبقية وتقليل الصدمة الحرارية. تختلف فترات التسخين المسبق النموذجية ولكن من 15 إلى 30 دقيقة شائعة في العديد من ممارسات الورش. يمنع التسخين المسبق انفجارات البخار ويساعد المرشح على الجلوس بشكل صحيح.
-
التوجهات مهمة. اتبع علامات الأسهم على المرشحات عند وجودها. تأكد من محاذاة واجهات المرشحات مع اتجاه التدفق المقصود وأن الأختام تمنع التجاوز حول الحواف.
-
الحشية ومانع التسرب. استخدم حشوات ذات درجة حرارة عالية أو موانع تسرب حرارية تنضغط لمنع تجاوز المعدن. افحص السدادات بانتظام واستبدلها عند ملاحظة تشوه أو تآكل.
-
حماية من الاصطدام النفاث المباشر. في حالة الصب من مغرفة أو قمع بنمط نفاث مركز، استخدم موزعات التدفق أو وضع متدرج حتى لا يصطدم الذوبان بوجه المرشح مباشرةً بسرعة عالية مما قد يؤدي إلى تكسير الرغوة.
اتبع بروتوكولات السلامة في المتجر عند التسخين المسبق وتجنب التغيرات السريعة في درجات الحرارة التي قد تؤدي إلى تكسير مصفوفة السيراميك.

مؤشرات عمر المرشح وانسداده واستبداله
يعتمد عمر المرشح على حمولة التضمين ومؤشر PPI والسماكة وملامح الصب. تشمل المؤشرات الشائعة لتغيير المرشحات ما يلي:
-
ارتفاع فقدان الرأس المتزايد تقاس كمعدل صب منخفض عند نفس ارتفاع الصب.
-
تقليل وقت الصب أو التدفق غير المنتظم أثناء دورات الإنتاج العادية.
-
انفجارات مرئية أو تشقق الفلتر لوحظ أثناء الفحص بعد الصب.
-
إنجاز الإدماج في المسبوكات المقطوعة على الرغم من وجود مرشح.
يساعد الاحتفاظ بسجلات لعمر الفلتر مقابل متغيرات الإنتاج في تحديد فترات التغيير المثلى ومستويات التخزين لقطع الغيار.
التكامل مع صناديق الألواح وأنظمة المغرفة ADtech
تقترن مرشحات الرغوة الخزفية مع مرشحات ADtech من النوع اللوحي أو الصندوقي لإنشاء نظام ترشيح متحكم فيه. ويضمن الصندوق التثبيت والإغلاق المناسب، بينما توفر وسائط الرغوة التقاط الجسيمات وتكييف التدفق. بالنسبة للخطوط المؤتمتة أو المستمرة، يمكن أن تشتمل مجموعة المرشحات على مشبك هيدروليكي أو آلي وكاسيت سريع التغيير لأقل وقت تعطل.
صمم الصندوق بحيث يكون الفلتر في أعلى فوهة الصب مباشرةً لتجنب إعادة التلوث والحفاظ على الملء الصفحي في تجويف القالب.
تقنيات التحقق من الأداء والقياس
تحقق من صحة أداء المرشح باستخدام مزيج من:
-
اختبار الضغط المنخفض (RPT) لمقارنة المسامية قبل وبعد الترشيح. جمع بيانات خط الأساس وبيانات ما بعد التركيب للتحكم في مراقبة SPC.
-
تحليل الإدماج على الأجزاء المقطوعة أو العينات المعدنية لقياس عدد الشوائب وتوزيع حجمها.
-
المراقبة الهيدروليكية عن طريق تسجيل معدلات الصب وفقدان الرأس عبر دفعات المرشحات لاكتشاف اتجاهات الانسداد. وتوفر الدراسات الهيدروليكية الحديثة نماذج للتنبؤ بانخفاض الضغط لظروف معينة من PPI وظروف التدفق.
استخدم هذه الطرق معًا لتوضيح العائد على الاستثمار في استثمارات الترشيح وضبط مؤشر أسعار المنتجين والسماكة لتحقيق أعلى أداء.
إرشادات السلامة والبيئة والمناولة
-
المناولة. قم بتخزين المرشحات الخزفية في بيئات جافة ومحكومة لمنع التقاط الرطوبة. قم بالتسخين في أفران خاضعة للتحكم أو باستخدام أنظمة تسخين محددة لتجنب مخاطر البخار.
-
الوسائط المستهلكة والخبث. جمع وإدارة المرشحات المستهلكة والفضلات المحتجزة وفقًا للوائح المحلية للنفايات وإعادة التدوير. وتحتوي العديد من المرشحات المستهلكة على ألومنيوم قابل للاسترداد ويمكن أن تدخل في تيارات استرداد المعادن بعد المناولة الآمنة.
-
معدات الوقاية الشخصية للمشغل. استخدم قفازات مقاومة للحرارة ودروع للوجه ومآزر واتباع إجراءات التعامل مع المعادن المنصهرة. تأكد من استخراج الدخان لأي نشاط تدفق أو قشط بالقرب من محطة الترشيح.
مقارنة مع حلول الترشيح البديلة
الجدول 2 ملخص المقارنة
| متري | فلتر رغوة السيراميك | مرشحات الألياف | المرشحات الأنبوبية |
|---|---|---|---|
| التقاط الجسيمات دون الميكرون | عالية | معتدل | معتدل |
| تكييف التدفق (التصفيح) | ممتاز | جيد | متغير |
| تحمّل الصدمات الحرارية | جيد إلى ممتاز (يعتمد على الكيمياء) | أقل | متفاوتة |
| التكلفة لكل مرشح | معتدل | منخفضة | يمكن أن يكون أعلى بالنسبة للسيراميك الخاص |
| سهولة التركيب | متوسط | سهولة | متوسط |
| إعادة الاستخدام | لا، مستهلك | بعض التصميمات التي يمكن التخلص منها | بعض التصاميم قابلة للاستهلاك أو الاستبدال |
غالبًا ما تكون مرشحات رغوة السيراميك هي الخيار المفضل للمسبوكات عالية الدقة بسبب خصائصها التي تجمع بين عمق الالتقاط وتكييف التدفق.
الحالة الاقتصادية وعينة العائد على الاستثمار
يقلل الترشيح من الخردة وإعادة العمل في المراحل النهائية. تنشأ الوفورات النموذجية من انخفاض عدد الإصلاحات السطحية، وانخفاض خردة التصنيع الآلي وارتفاع معدلات القبول.
الجدول 3 حساب توضيحي لعائد الاستثمار
| المعلمة | مثال على المدخلات | الملاحظات |
|---|---|---|
| الإنتاجية السنوية للذوبان | 2,500 t | |
| معدل الخردة قبل التصفية | 1.8% | بسبب شوائب السطح والمسامية |
| معدل الخردة بعد التصفية | 0.7% | بعد ضبط المرشح والمعالجة |
| المعادن الموفرة سنوياً | 27.5 t | (1.1% من 2500 طن) |
| القيمة للطن الواحد من الألومنيوم | $1,800 | تعتمد على السوق |
| القيمة المعدنية السنوية الموفرة | $49,500 | باستثناء وفورات التصنيع الآلي والعمالة |
| التكلفة السنوية المقدرة للمواد المستهلكة والمرشحات | $12,000 | الفلاتر، والحشيات، والمناولة |
| صافي الفائدة السنوية | $37,500 | مثال تقريبي؛ بيانات الموقع مطلوبة للتأكد من دقتها |
| الاسترداد | الشهور | عادة أقل من 12 إلى 24 شهرًا بالنسبة للمسابك المتوسطة |
تُعد تجارب الموقع ومدخلات التكلفة الدقيقة للخردة وإعادة العمل والتشغيل الآلي ضرورية لتقدير موثوق للمردود.
استكشاف المشاكل الشائعة وإصلاحها والإجراءات التصحيحية
الجدول 4 مصفوفة استكشاف الأخطاء وإصلاحها
| العَرَض | السبب المحتمل | الإجراءات التصحيحية |
|---|---|---|
| تشقق المرشح أثناء الصب | مرشح غير مسخن مسبقاً أو صدمة حرارية | زيادة وقت التسخين المسبق، والتحقق من انتظام السخان |
| انسداد سريع | حمل التضمين العالي أو مؤشر أسعار المنتجين الخاطئ | استخدام PPI أكثر خشونة أو القشط/التحلل من المنبع |
| تجاوز حول الحواف | ضعف الختم أو فشل في الحشية | استبدل الحشية وتأكد من التثبيت وضغط المشبك |
| انخفاض جودة السطح بعد التركيب | توجيه PPI أو مرشح PPI غير صحيح | التحقق من اتجاه السهم، وإجراء تحليل التضمين وضبط مؤشر أسعار المنتجين |
| عمر الفلتر القصير | مخلفات التدفق الزائد أو السبيكة العدوانية | تقييم الكيمياء، والنظر في رغوة أكثر مقاومة للتآكل |
قم بتوثيق كل حدث والإجراءات التصحيحية لبناء قاعدة معرفية لاستكشاف الأخطاء وإصلاحها للمشغلين.
المعايير والاختبارات وطرق التحقق من الصحة
يجب أن تعتمد المسابك قياسات روتينية للتحكم في نتائج الترشيح:
-
خط الأساس للانتقال إلى خط الأساس والانتقال إلى خط الأساس الدوري بعد تغيير الفلتر.
-
الفحص المجهري للإدراج وتوزيع الحجم للأجزاء الحرجة.
-
مخططات التحكم SPC لمعدل الصب وفقدان الرأس ومعدل الخردة لمراقبة أداء المرشح بمرور الوقت.
-
بيانات أداء الموردين بما في ذلك نطاقات PPI الموصى بها ودورات التسخين الموصى بها.
يساعد استخدام معايير القبول الرسمية لكل سبيكة وعائلة السبك في الحفاظ على جودة متسقة.
أمثلة على مواصفات المنتج
الجدول 5 كتالوج مرشح الرغوة الخزفية التمثيلي
| الطراز | التركيب | نطاق PPI | السُمك مم | التطبيق النموذجي |
|---|---|---|---|---|
| CFF-Al20 | ألومينا عالية النقاء | 10, 20, 30 | 25 / 50 / 75 | صب الألومنيوم للأغراض العامة |
| CFF-SiC30 | الألومينا المقواة بالسيليكون | 20, 30 | 25 / 50 | خطوط كاشطة أو سريعة الدوران |
| CFF-ZR45 | الزركونيا المخصب بالزركونيا | 30, 45, 60 | 25 / 50 | ذوبان متخصص في درجات الحرارة العالية أو التآكل |
تتوفر أحجام وأشكال مخصصة لصناديق ألواح ADtech وأنظمة الأكواب.
احصل على عرض أسعار لفلاتر الرغوة الخزفية المصنوعة من الألومينا الآن
الأسئلة الشائعة
ما هو PPI الذي يجب أن أبدأ به لصب الألومنيوم العام؟
لماذا يجب تسخين فلاتر السيراميك مسبقاً؟
هل يمكن لمرشحات رغوة السيراميك التعامل مع الدورات الحرارية المتكررة؟
كيف يمكنني اكتشاف تجاوز الفلتر؟
هل فلاتر رغوة السيراميك قابلة لإعادة التدوير؟
كم مرة يجب عليَّ تغيير الفلاتر؟
هل يمكن للمرشحات إزالة الهيدروجين المذاب؟
ما الذي يسبب انسداد الفلتر المبكر؟
هل يؤثر حجم مسام المرشح وسماكته على حدود ارتفاع الصب؟
كيف يمكنني التحقق من صحة ادعاء أحد الموردين بشأن أداء الفلتر؟
الحالة
أدخل أحد موردي قوالب الصب متوسطة الحجم 30 مرشحًا من رغوة الألومينا PPI في خلية إنتاج ذات ثقوب نفخ سطحية مزمنة. وبعد مطابقة مساحة المرشح وإجراءات التسخين المسبق، تحسنت نتائج RPT وانخفضت حالات رفض العيوب السطحية بنسبة تزيد عن 50% في ثلاثة أشهر. ارتفعت تكاليف المواد المستهلكة بشكل متواضع ولكن تم تعويضها من خلال انخفاض عمليات إعادة العمل والتشطيب الأسرع.



