
للحصول على صب الألومنيوم المستمر الأمثل، فإن اختيار المصبوب الصحيح أطراف العجلات والفوهات هو العامل الوحيد الأكثر أهمية في التحكم في مقياس الصفيحة وجودة السطح والبنية المجهرية. عالية الأداء أطراف الألياف الخزفية (وتحديداً N17 والمتغيرات عالية السيليكون) هي معيار الصناعة للصب ثنائي اللفائف، حيث توفر عزل حراري فائق، وخصائص غير مبللة للألومنيوم المصهور، ومقاومة للصدمات الحرارية. تشير البيانات المستمدة من التجارب الصناعية إلى أن استخدام أطراف العجلات المعززة بالنانو والمشكلة بدقة يمكن أن يقلل من العيوب السطحية مثل علامات التموج و تشققات الحافة بما يصل إلى 30%، مع إطالة عمر الخدمة إلى أكثر من 48 ساعة لكل مجموعة. يكمن مفتاح زيادة الإنتاجية والجودة إلى أقصى حد في مطابقة صلابة الطرف والتوصيل الحراري مع درجة سبيكتك المحددة (على سبيل المثال، سلسلة 1xxx مقابل 5xxx) والحفاظ على بروتوكول صارم للتسخين المسبق عند 260 درجة مئوية للتخلص من الرطوبة الممتصة قبل التركيب.
1. الدور الحاسم لأطراف العجلات في عملية الصب بالدلفتين
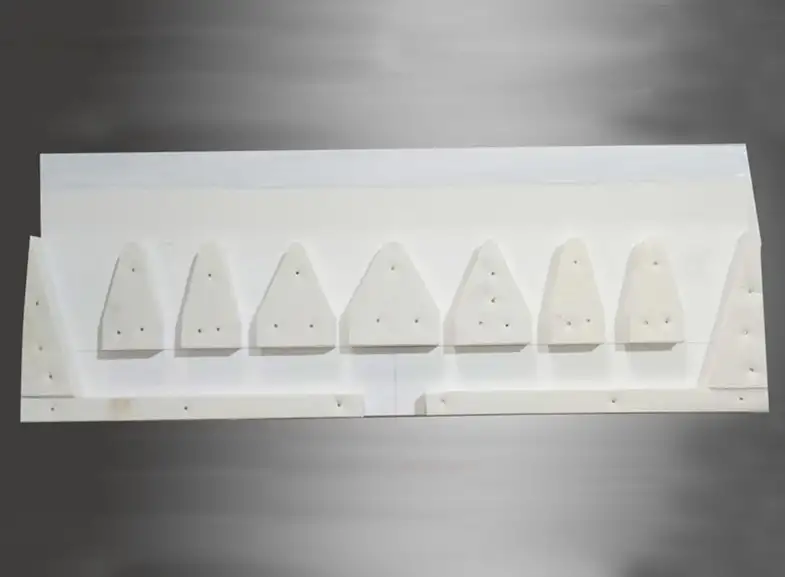
في عملية الصب المستمر ثنائي اللفافة (TRC)، فإن طرف العجلة (المعروف أيضًا باسم فوهة أو الحاقن) بمثابة الواجهة النهائية بين نظام توزيع المعدن المنصهر ولفائف التبريد بالماء. لا تتمثل وظيفتها الأساسية في توصيل المعدن فحسب بل في تكييف التدفق، مما يضمن وجود جبهة موجية صفائحية وموحدة عبر عرض لفات الصب بالكامل.
أهمية الدقة
إذا فشل طرف المصبوب في الحفاظ على ثبات الأبعاد، فإن الفجوة (الفتحة) بين شفتي الطرف ستتغير. يمكن أن يؤدي تباين يصل إلى 0.1 مم إلى تبريد غير متساوٍ، مما يؤدي إلى ظهور “نقاط ساخنة” أو “إغلاق بارد”. ADtech تركز العلامة التجارية على حل هذه التحديات الديناميكية للسوائل المحددة باستخدام مواد تقاوم التآكل وتحافظ على الصلابة تحت الضغط الهيدروستاتيكي لصندوق الرأس.

الوظائف الأساسية لمجموعة الفوهة:
-
توزيع التدفق: تحويل التدفق المضطرب من صندوق الرأس إلى تيار صفحي.
-
الحفاظ على درجة الحرارة: منع التصلب السابق لأوانه قبل نقطة الارتشاف باستخدام مواد منخفضة التوصيل الحراري.
-
التحكم في العرض: تحديد عرض الصب الدقيق من خلال سدود الحواف والفواصل القابلة للتعديل.
2. أنواع نصائح صب الألومنيوم: المواد والأداء
يحدد اختيار المواد المستخدمة في الفوهة مدى اتساق حملة الصب الخاصة بك. فئتا المواد السائدة هما ألياف السيراميك و N17 (سيليكات الكالسيوم عالية الكثافة).
أطراف العجلة المصنوعة من ألياف السيراميك
وهي الحل الأكثر شيوعًا لإنتاج ألواح الألومنيوم القياسية. يتم تصنيعها باستخدام عملية التشكيل بالشفط بالتفريغ، وهي خفيفة الوزن وتتمتع بخصائص عزل ممتازة. أطراف الألياف الخزفية من ADtech غالبًا ما يتم تدعيمها بطبقة من النانو لمنع تفكك الألياف، مما يسبب شوائب في الصفيحة النهائية.
-
الأفضل لـ سبائك السلسلة 1xxx و3xxx و8xxx.
-
الميزة الرئيسية: مرونة ممتازة تسمح للطرف بالانضغاط قليلاً تحت قوة اللف دون أن يتشقق مما يحافظ على إحكام الإغلاق.
N17 والأطراف الصلبة الصلبة N17
بالنسبة للتطبيقات الأكثر تطلبًا، مثل سبائك المغنيسيوم عالية المغنيسيوم (سلسلة 5xxx)، يفضل استخدام الألواح الصلبة مثل N17. يتم تشكيلها من كتل عالية الكثافة بدلاً من تشكيلها بالتفريغ.
-
الأفضل لـ سبائك عالية السرعة وسبائك أكثر صلابة (على سبيل المثال، 5052، 5182).
-
الميزة الرئيسية: مقاومة فائقة للتآكل والانحناء عبر عرض واسع (حتى 2000 مم+).
مقارنة: الألياف الخزفية مقابل اللوح الصلب N17
| الميزة | أطراف ألياف السيراميك (لينة/شبه صلبة) | أطراف الألواح الصلبة N17 (صلبة) |
| القاعدة المادية | ألياف الألومينا-سيليكات الألومينا + مادة رابطة | سيليكات الكالسيوم المعززة بالجرافيت |
| الكثافة (جم/سم مكعب) | 0.45 - 0.60 | 0.85 - 1.00 |
| التوصيل الحراري | منخفض جدًا (< 0.12 واط/م-ك) | منخفض (< 0.20 وات/متر)-K) |
| قابلية التصنيع | منخفض (شكل مصبوب) | عالية (مشكّلة آلياً باستخدام الحاسب الآلي حسب التفاوت المسموح به) |
| المرونة | مرتفع (قابل للانضغاط) | منخفضة (جامدة) |
| الاستخدام الأساسي | مخزون رقائق معدنية قياسي، علب | الصفائح المعمارية، هيكل السيارة |
3. تحسين التدفق: الحواجز والفواصل الداخلية
نادراً ما تكون فوهة الصب عبارة عن أنبوب مجوف بسيط. ففي الداخل، تحتوي على ترتيب متطور من الحواجز و الفواصل.
-
الحيرة: تعمل هذه الهياكل الداخلية على تعطيل الطاقة الحركية للألمنيوم المنصهر الوارد. من خلال إجبار المعدن على الالتفاف عبر مسار “متعرج”، تضمن الحواجز أن تكون السرعة موحدة عند حافة المخرج. بدون الحواجز، سيتلقى مركز الصفيحة معدنًا أسرع وأكثر سخونة من الحواف، مما يؤدي إلى الفصل في خط الوسط.
-
الفواصل: تحافظ هذه الكتل الصلبة على الفجوة الداخلية (الفتحة) لطرف الفوهة. يجب أن تكون مصنوعة من مواد لا تتفاعل مع الألومنيوم، وعادةً ما تكون من السيليكا المنصهرة الكثيفة أو السيراميك عالي الألومينا.
نصيحة احترافية للمشغلين:
عند صب صفائح عريضة (>1500 مم)، قم بزيادة عدد الفواصل الداخلية لمنع شفاه الفوهة من الانتفاخ للخارج بسبب الضغط المعدني. يؤدي الانتفاخ في الشفاه إلى زيادة سماكة الصفائح في المنتصف، وهو عيب يُعرف باسم “التاج”.”
4. العيوب الشائعة المتعلقة بالفوهات واستكشاف الأعطال وإصلاحها
حالة الطرف الرديئة هي السبب الجذري لما يقرب من 40% من عيوب الصب في TRC. يعد تحديد الصلة بين العيب وحالة الفوهة أمرًا ضروريًا لاستكشاف الأخطاء وإصلاحها بسرعة.
الجدول 2: استكشاف عيوب الصب المتعلقة بالفوهة وإصلاحها
| أعراض العيب | سبب الفوهة المحتملة | الحل الفوري |
| تجميد بدء التشغيل | درجة حرارة الطرف منخفضة جداً؛ تسخين مسبق غير كافٍ. | زيادة وقت التسخين المسبق/درجة الحرارة؛ تحقق من وجود فجوات هوائية في العزل. |
| خطوط / خطوط مخططة | انسداد أو عقبة في شفة الفوهة؛ تراكم الأكسيد. | افحص شفاه الطرف للتأكد من عدم وجود تلف؛ استخدم عامل تحرير أفضل (نيتريد البورون). |
| مقياس غير متساوٍ | تشوه شفة الفوهة (انحناء/التواء). | تحقق من وضع المباعدة؛ قم بالتبديل إلى طرف أعلى كثافة (N17). |
| تشققات الحواف | معدن بارد عند حواف الفوهة؛ ملف حراري على شكل “عظم الكلب”. | تحسين عزل الحواف؛ ضبط سدود الحواف لمنع فقدان الحرارة. |
| التضمينات | تآكل الطرف؛ تقشر الألياف الحرارية في الذوبان. | قم بالتبديل إلى الرؤوس المغلفة بالنانو؛ تأكد من أن السطح أملس (Ra < 3.0). |
5. المواصفات الفنية لأطراف العجلات ADtech Caster أطراف العجلات ADtech
لضمان اختيارك للمكون الصحيح، راجع المعايير الفنية أدناه. تتوافق هذه المعايير مع المتطلبات العالمية للتغليف الجوي والرقائق المعدنية.
| المعلمة | المواصفات |
| التركيب | Al2O3 (45-55%) + SiO2 (45-50%) |
| درجة حرارة الخدمة | 1260 درجة مئوية كحد أقصى (مستمر: 800 درجة مئوية – 1000 درجة مئوية) |
| تفاوت الأبعاد | ± 0.5 مم (العرض)، ± 0.2 مم (الفجوة) |
| الخسارة عند الاشتعال (LOI) | < 6% |
| توافق الطلاء | متوافق مع بخاخات نيتريد البورون (BN) والجرافيت |
| صلابة السطح | معدلة بناءً على التطبيق (ناعم/متوسط/صعب) |
6. إجراءات التركيب والاستبدال
التركيب غير السليم هو السبب الرئيسي لحدوث “انفجارات” (انسكاب المعدن المنصهر). اتبع هذا البروتوكول الصارم لضمان السلامة والأداء.
الخطوة 1: التحضير
تأكد من أن قشرة فولاذية (الحامل المعدني لطرف السيراميك) نظيف وخالٍ من الغراء الحراري القديم أو رذاذ الألومنيوم. سيؤدي أي حطام إلى وضع طرف السيراميك بشكل غير متساوٍ، مما يخلق نقاط ضغط.
الخطوة 2: التسخين المسبق (خطوة حاسمة)
تمتص مواد الألياف الخزفية الرطوبة من الهواء بشكل طبيعي. إذا لامس طرف بارد ورطب الألومنيوم المنصهر (حوالي 680 درجة مئوية)، يتحول الماء إلى بخار على الفور، مما يتسبب في انفجار الطرف أو تشققه.
-
البروتوكول: ضع الأطراف الجديدة في فرن التجفيف.
-
الدورة: تصعيد إلى 200°C لمدة ساعتين، ثم انتظر عند 260°C لمدة 4 ساعات على الأقل.
-
التخزين: يُحفظ في صندوق جاف عند درجة حرارة >100 درجة مئوية حتى لحظة التركيب بالضبط.
الخطوة 3: التجميع
ضع طبقة رقيقة من مانع التسرب الحراري (مثل المصطكي عالي الحرارة من ADtech) بين الطرف وصندوق الرأس. أحكم ربط المشابك بشكل منتظم - لا تفرط في إحكام الربط لأن ذلك قد يؤدي إلى كسر اللوح الخزفي قبل بدء الصب.
الخطوة 4: طلاء السطح
توضع طبقة من نيتريد البورون (BN) رش على شفاه الفوهة. يمنع هذا العامل غير المبلل من التصاق الألومنيوم بالسيراميك ويضمن إطلاقًا سلسًا.

7. دراسة حالة: التحسين الأمثل لصب السبائك 5052 في خنان (2024)
الموقع: مقاطعة خنان، الصين (مركز صناعة الألومنيوم)
التاريخ: مارس 2024
العميل: مصنع ألومنيوم متوسط الحجم لدرفلة الألومنيوم متخصص في دروع السيارات الواقية من الحرارة.
المشكلة
كان العميل ينتج سبائك الألومنيوم 5052 (درجة عالية من المغنيسيوم) باستخدام أطراف عجلات قياسية مشكلة بالفراغ. وقد واجهوا “علامات سحب” متكررة وتمزقًا في سطح الشريط. ونتيجة لذلك، اضطروا إلى إيقاف خط الصب كل 12 إلى 14 ساعة لاستبدال الفوهة، مما أضر بشكل كبير بفعالية المعدات الإجمالية (OEE). كانت الأطراف الناعمة تتآكل بسرعة كبيرة تحت تدفق السبائك الغنية بالمغنيسيوم الكاشطة.
الحل:
أوصى مهندسو ADtech بالتبديل إلى فوهة اللوح الصلب المقوى N17 من الطراز N17 مع تصميم حاجز داخلي محدد للحواجز مُحسَّن لتدفق عالي المغنيسيوم.
-
تغيير مادي: استبدال ألياف السيراميك القياسية بألياف الكالسيوم عالية الكثافة والمعززة بالجرافيت (مكافئ N17).
-
تغيير التصميم: تم تنفيذ تصميم حاجز “ثلاثي الحجرات” لتقليل الاضطراب عند حافة المخرج.
النتائج:
-
عمر افتراضي ممتد: زادت مدة حملة الصب من 14 ساعة إلى 72 ساعة التشغيل المستمر.
-
الحد من العيوب: تم التخلص فعليًا من علامات السحب السطحي، مما قلل من معدل الخردة بنسبة 18%.
-
وفورات في التكاليف: على الرغم من أن الأطراف الصلبة N17 الصلبة تكلف 25% أكثر في البداية، إلا أن انخفاض وقت التعطل والخردة أدى إلى وفورات صافية قدرها $45,000 دولار أمريكي خلال الربع الأول من عام 2024.
أنظمة الغسيل والتوزيع
طرف العجلة هو مجرد نهاية الخط. وتعتمد جودة المعدن الداخل إلى الطرف على المغاسل (القنوات) و صناديق الترشيح. إذا كانت بطانة الغسيل تتساقط منها الجسيمات، فإن هذه الجسيمات سوف تسد حواجز طرف العجلة، مما يؤدي إلى إفساد الصب. قم دائمًا بإقران الأطراف عالية الجودة مع بطانات غسيل السيليكا المنصهرة.
طلاءات نيتريد البورون
غالبًا ما يُبحث عنه باسم “عوامل تحرير للصب”، نيتريد البورون هو أفضل صديق لرأس الصب. يعمل كمواد تشحيم في درجات الحرارة العالية. على عكس الجرافيت، الذي يمكن أن يحترق أو يلوث المادة المنصهرة بالكربون، يظل نيتريد البورون مستقرًا وخاملًا.
نصائح للفة المزدوجة مقابل نصائح صب الحزام
بينما تركز هذه المقالة على الصب بالدلفتين (TRC), عجلات الحزام (مثل Hazelett) تستخدم أيضًا فوهات الحقن. ومع ذلك، تعمل فوهات العجلات الحزامية تحت ظروف حرارية مختلفة وعادةً ما تكون أعرض بكثير وتتعرض لقوة ضغط أقل من أطراف TRC.
8. أطراف وفوهات العجلات المستمرة: الأسئلة الشائعة التقنية
1. ما الفرق الرئيسي بين أطراف العجلات “الصلبة” و“اللينة”؟
2. لماذا تنفجر أطراف العجلات أحيانًا أثناء بدء التشغيل؟
3. كم مرة يجب أن أستبدل أطراف العجلات؟
4. هل يمكنني استخدام نفس الفوهة لسبائك السلسلتين 1xxx و5xxx؟
5. ما هو أفضل طلاء لأطراف العجلات؟
6. ما الذي يسبب “الأذنين” أو “النتوءات” على شريط الجبيرة؟
7. كيف تضمن ADtech جودة أطراف العجلات الخاصة بها؟
8. ما هو الحد الأقصى لعرض طرف العجلة الواحدة؟
9. كيف يمكنني منع الفوهة من الانسداد أثناء الصب؟
10. لماذا تعتبر الموصلية الحرارية لمادة الطرف مهمة؟
9. الخاتمة والتوصيات
المتواضع طرف العجلة هو مكون عالي التقنية يحدد ربحية خط صب الألومنيوم. وسواء كنت تنتج مخزون رقائق رقيقة للغاية أو صفائح سيارات قوية، فإن التفاعل بين مادة الفوهة والسبائك المنصهرة هو العامل المحدد للجودة.
بالنسبة لمصانع الدرفلة الحديثة، فإن الترقية إلى أطراف من الألياف الخزفية المقواة بالنانو أو ألواح N17 دقيقة الصنع N17 هي واحدة من أكثر الطرق فعالية من حيث التكلفة لتحسين الإنتاجية. من خلال اتباع بروتوكولات الصيانة والتركيب الموضحة أعلاه - وتحديدًا نظام التسخين المسبق الصارم - يمكن للمشغلين القضاء على العيوب الشائعة وتحقيق نتائج صب متسقة وعالمية المستوى.
ADtech لا يزال ملتزمًا بتطوير معدن المواد الاستهلاكية، حيث يوفر أطراف صب لا تتحمل الحرارة فحسب، بل توفر أيضًا الدقة المطلوبة لسوق الألومنيوم عالي الأداء اليوم.



